合成氨节能降耗措施实施探讨
2015-10-18张华冯晓斌简廷强
张华,冯晓斌,简廷强
(中国石油宁夏石化公司,宁夏银川750026)
合成氨节能降耗措施实施探讨
张华,冯晓斌,简廷强
(中国石油宁夏石化公司,宁夏银川750026)
宁夏石化公司化肥一厂合成氨装置采用德士古非催化部分氧化工艺,能耗较高。通过技术改造,将合成氨各单元放空尾气进行有效回收,并加强现场管理,进行装置内查漏和消漏,对降低装置消耗起到了一定的作用。
合成氨;尾气;回收
宁夏石化公司一化肥合成氨装置始建于1983年,包括空分-4111工段(林德可逆式换热器自清除流程)、气化-4112工段(德士古油气化)、碳黑回收-4113工段(德士古)、一氧化碳变换-4114工段、甲醇洗-4115工段(林德)、液氮洗-4116工段(林德)、氨合成-4117工段(拖普索)、氨冷冻及贮存-4118工段。装置于1988年投产以来,各项技术指标达到了设计要求,而且实现了安全长周期稳定运行,创造了连续运行383天、年产合成氨39.3万t的运行记录。2003年前后,先后进行了两台气化炉的原料替代改造,由以渣油为原料的德士古非催化部分氧化工艺改为天然气非催化部分氧化工艺。由于建厂较早,生产工艺上采用具有20世纪70年代先进水平的德士古非催化部分氧化工艺,存在能耗较高的问题。
公司积极推进节能降耗各项改造措施的实施。2013年以来先后进行了合成氨尾气送锅炉助燃、压缩机入口放空气回收、CO2变压吸附放空尾气回收和装置内查漏和消漏等各项工作,对装置的节能降耗起到了一定的促进作用。
1 各项回收措施的实施情况
1.1回收合成氨尾气作为锅炉燃料气的补充
宁夏石化公司一化肥合成氨尾气包括4116(液氮洗)尾气、4118(氨冷冻)尾气和4119(联醇)尾气。2011年公司通过技术改造,将液氮洗尾气通过加压后送天然气压缩机入口,替代一部分原料天然气作为气化炉原料,缓解了冬季天然气压力低、供应不足问题。由于尾气中含有大量的惰性气体,为防止惰性气体在系统内聚集和累积,尾气回收并入系统后,回收量控制在4 500 m3/h~5 000 m3/h,保持一定量的放空。为进一步回收这部分尾气,需要通过进一步技术改造,将尾气送锅炉做燃料。4118、4119尾气由于气量较小,单独回收难度大。通过制定方案,将这部分尾气与4116剩余尾气合并后,送锅炉做燃料。2014年3月,公司组织对4116剩余尾气、4118尾气和4119尾气送水汽部锅炉回收,在减少火炬排放的同时,节约了锅炉助燃的天然气,达到了预期的目的。

表1 合成氨各尾气组分

图1 合成氨尾气回收至锅炉示意图
1.2实施技改措施,减少压缩机入口气体放空
合成氨装置液氮洗氢气压缩机4116-K1由于压缩机打气量不足,入口始终有一定的放空量,不能有效回收4116液氮洗装置减压闪蒸出来的氢气,而且设备老旧造成维修周期长成本高,检修期间会造成大量的氢气浪费。通过技术改造,将4116-K1入口氢气回收至联醇装置配氢管线,可以减少放空损失,达到有效回收氢气的目的。2014年7月实施以来,回收了4116-K1入口的放空氢气,达到了预期的效果。
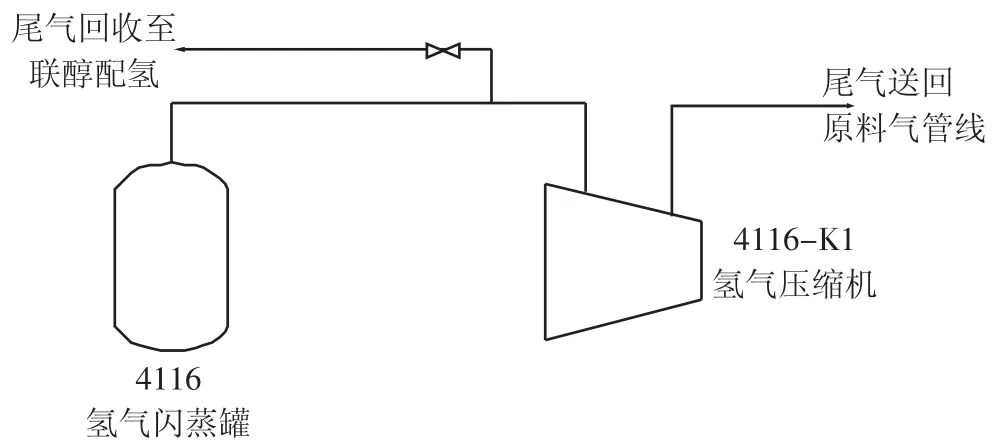
图2 氢气压缩机4116-K1入口尾气回收至联醇示意图
1.3关键放空阀查漏和消漏
为减少和消除装置内泄漏点,公司制订了专门的查漏和消漏制度,在每次装置停车开车后都进行重点法兰等各密封点和安全阀、放空阀等放空系统的检查和消漏。
合成氨装置液氮洗放空调节阀4116-PCV-18是装置内一台关键的放空阀,用于装置开停车阶段的压力控制。经过装置内放空点排查,发现此阀存在内漏,漏量大约在2 000 m3/h左右。由于此阀阀芯存在一定的磨损,彻底修复需要很大的投资。经过分析后,决定利用装置现有流程,对调节阀和手动阀之间投氮塞,减小泄漏损失。2014年3月投用以来,取得了良好的效果。另外,对装置内分子筛放空阀4116-XSCV-13等存在内漏的放空阀进行了检修,减少了由于阀门内漏造成的产量损失。
1.4CO2变压吸附放空尾气回收
CO2变压吸附装置(PSA)主要作用是回收公司一化肥甲醇洗硫化氢浓缩塔4115-C3塔尾气,将4115-C3塔顶出来的尾气提压后送PSA装置处理后,回收4 000 m3/h的CO2送尿素装置,剩余尾气主要成分为氮气,从吸附塔顶部放空,温度40℃,压力0.25 MPa,流量3 000 m3/h。

图3 关键放空阀4116-PCV-18投氮塞示意图
4115-C3塔需要低压氮气来降低塔内CO2分压,使溶解在甲醇中的CO2逐步解吸出来。低压氮气来自空分装置,温度40℃,流量5 802 m3/h。因此利用PSA放空的氮气来替代部分空分送来的低压氮,进入4115-C3作为气体氮是可行的。2014年5月实施以来,通过回收,解决了装置夏季低压氮供应不足的问题。

图4 变压吸附放空尾气回收示意图
2 各项回收措施的实施效果
通过将4116、4118、4119尾气送水汽部做助燃气,在保持锅炉热负荷一定的前提下,可以节约助燃天然气600 m3/h。回收CO2变压吸附装置(PSA)放空的低压氮气,在夏季可以节约空分装置外送低压氮气2 500 m3/h~3 000 m3/h左右,缓解了空分装置夏季冷量不足的问题。通过装置内查漏和消漏,对液氮洗放空调节阀4116-PCV-18、分子筛放空4116-XSCV-13阀等存在内漏的放空阀进行消漏,减少了装置的泄漏损失。
各项回收措施实施后,对整个一化肥合成氨装置节能降耗起到了一定的作用。随着各项回收措施的实施,2014年8月一化肥重要技术指标吨氨天然气单耗达到了905 m3/h,吨氨综合能耗37.9 GJ的水平。
3 存在的问题和下步工作
各项回收措施的实施和投用,对整个合成氨装置的节能降耗起到了促进作用,使公司一化肥合成氨装置的各项运行指标得到优化,综合能耗达到并超过了实际水平。但是由于各项技改回收措施都采用以物料互送为前提,将本装置内富裕能量合理回收转送到其他装置的回收思路,所以必须要特别关注物料互窜的可能。在技改的流程优化方面,通过增设可靠的单项阀,和必要的紧急速断阀纳入到装置的停车联锁并定期进行精心的维护和调校,才能有效避免物料互窜的可能。另外,在管理上要加强各项改造措施的投用监督工作,保障寄给措施能够长期投用,才能取得可观效益。
公司一化肥合成氨装置采用20世纪70年代先进水平的德士古非催化部分氧化工艺,具有先天不足的问题。其中粗合成气采用激冷流程,无法副产蒸汽;同时依靠相对独立的空分装置提供纯氧和氮气,配套透平驱动的四大机组,蒸汽消耗量大造成能耗偏高。要想进一步降低装置消耗,需要采用新型节能型的制氨工艺。如:Kellogg公司的KREP工艺、Braun公司的低能耗深冷净化工艺、ICI公司的AMV工艺、Topsoe工艺[2]。采用新型氨合成塔和低压高活性催化剂,以提高氨合成转化率、降低合成压力、减小回路压降、合理利用能量,使合成氨综合能耗能够控制在35 GJ以内,进一步降低能物耗和运行成本。
[1]蒋德军.合成氨工艺技术的现状及发展趋势[J].适用技术市场,2005,(9):9-11.
[2]赵博,于刚.高效回收合成氨装置的尾气[J].西部煤化工,2013,(2):28-30.
10.3969/j.issn.1673-5285.2015.02.029
TQ113.26
A
1673-5285(2015)02-0107-03
2014-12-17
张华,男,2004年毕业于长安大学化学工程与工艺专业,目前在宁夏石化公司生产运行处任工艺技术员。
