油气润滑在连铸系统中的应用
2015-10-16刘长文
刘长文
(杭州钢铁集团公司 维检中心,浙江 杭州 310022)
油气润滑在连铸系统中的应用
刘长文
(杭州钢铁集团公司 维检中心,浙江 杭州 310022)
主要分析了油脂润滑在高温、粉尘等环境下使用存在的问题,论述了油气润滑的特性以及油气润滑在电炉连铸出坯辊道上的应用。
连铸机;辊道;润滑;双线集中油脂润滑;油气润滑
0 引言
润滑管理工作是连铸设备管理与维护工作中的核心之一。润滑不充分直接影响设备使用寿命和铸坯表面质量,润滑过量造成浪费也会成为极大的安全隐患。润滑系统工作的稳定、给油量的大小、给油时间控制以及管路的合理性,直接影响设备运行状态,所以优化润滑系统能提高设备使用寿命、降低事故率、提高铸坯表面质量以及降低成本[1]。
杭钢电炉炼钢有限公司六流连铸机方坯输送辊道原使用油脂润滑系统。由于高温、钢渣、灰尘、水等外部环境,使集中润滑系统经常出现因润滑不到位辊子卡死,有时泄漏还对环境造成一定的影响。由油气润滑代替油脂润滑后效果显著。
1 油脂润滑在实际使用中存在的问题
1.1 工作环境温度高导致轴承咬死
工作环境温度高,输送时的方坯温度可达700℃左右。在线辊子的轴承原采用油脂集中润滑,工作介质为脲基脂,这是一种由脲类化合物稠化优质矿油,并加有极压、抗氧和防锈等多种添加剂精制而成,适用温度范围:-10℃~200℃。根据现场实测轴承座温度(高达 300℃),使轴承座周围及管接头内的润滑脂氧化,油脂氧化达到极致将发生碳化,同时碳化的润滑脂不能及时排出轴承座,无法带走热量而使轴承座内温度进一步升高,加速了碳化过程,加剧了轴承老化磨损。
集中润滑系统中间管线多经过高温区域,特别是经由分配器出口后的管线为Φ8mm的紫铜管,当油脂分配器出现故障不能持续供油时,钢坯辐射的高温将使紫铜管内的死油发生碳化现象,堵死润滑管使轴承缺油而损坏。
众所周知,轴承座空隙内的供油达到1/3~1/2润滑油就能满足轴承润滑要求。但是集中润滑系统无法检测摩擦副内润滑油的含量,即使有压力检测点也无法保证理想的润滑油含量。由于结构、密封等问题,轴承座内的老油脂无法排出,而新的油脂不断添加,使轴承座空隙的润滑脂超过 1/2,这样既不能及时散热,润滑效果也很差,完全无法保证轴承的正常使用。
1.2 环境恶劣导致双线分配器出现故障
连铸机出坯辊道分火切机前段、后段辊道,集中润滑系统主管线长 80m,分布的支管管线总长为1248m,需要润滑的点有312个。润滑主管容易发生螺纹接头O型密封圈破裂,系统无法建立压力的情况,双线分配器不动作,影响正常出油。
由于出坯辊道处于高温、钢渣、灰尘、水等外部环境(如图1),双线分配器的指示杆因钢渣、灰尘发生卡阻,使工作活塞无法动作,不能正常出油。高温使双线分配器的控制活塞和工作活塞上的密封容易发生老化,主管泄漏后无法建立压力,系统所有分配器不能正常出油。
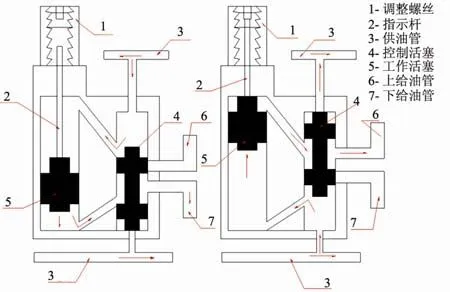
图1 双线分配器原理图
1.3 维护成本高
油脂成本高。由于泄漏耗油量大,再加上耐高温油脂的价格比较高,所以增加了设备的维护成本。轴承经常性卡死,辊道寿命短,更换辊道的频率很高。
1.4 污染环境
从油管和轴承密封处渗出的干油会掉下来,污染设备的环境,着火的情况时有发生。更为严重的是对连铸二冷室循环使用的冷却水造成严重的污染,这就会大大增加水处理系统的费用。
2 油气润滑的特性
为了确保连铸机输送辊道的正常运行,提高生产率和成品的质量,降低消耗和设备的维护成本,对运行状态不佳的原润滑系统进行改造势在必行。首先安装小型油气润滑站,在一流火切机前辊道进行试用,共 8个润滑点,经过一段时间观察,效果良好,决定引进德国威纳油气润滑系统,作为适宜的辊道润滑系统改造方案。为此公司决定在连铸机出坯火切机前段、后段辊道的轴承由油脂润滑改成油气润滑。
2.1 油气润滑的原理
按照润滑介质的状态可分为固态、液态、气态三种,油气润滑是介于液态润滑与气态润滑之间的过渡润滑方式,具有液态润滑和气态润滑的优点,又有两种润滑不具有的独特润滑性能。在一个管状空间内,用剖面分析油气润滑原理,如图2所示。图为油滴及气流在管道始端的状态,越往后在气流方向上油滴就会展开。油滴在气流的作用下移动并沿管壁扩大,也就是说油滴彼此相连附在管壁上,这就是所谓的“附壁效应”,产生精细的连续的油流,在管道的末端,最精细的油流连续地喷入摩擦副,并不产生油雾。
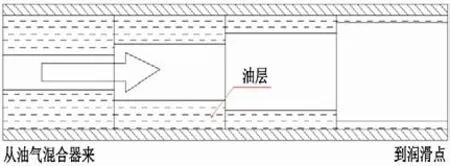
图2 油气润滑原理
2.2 油气润滑的优点
进入润滑点的油气可使摩擦副形成一个正压的腔体,能有效防止周围环境中的钢渣、灰尘、水、有害气体等不利于轴承润滑的杂质进入摩擦副,保证轴承清洁。
由于轴承座未完全密封,气流连续不断的在轴封处排出,不断带走热量,相当于对摩擦副进行冷却,使轴承温度处于正常范围,完全不会出现碳化现象。
因气流连续不断的供给能有效清除轴承自身摩擦产生的金属颗粒,从而缓解轴承老化速度。
润滑油用量经济。油气润滑系统由于采用独特的润滑方式,在保证轴承获得正常润滑油膜的前提下,油气润滑以高效、直接的润滑方式进入摩擦副,所发生的润滑油用量比润滑脂少得多,而且润滑油价格比传统的润滑脂低得多。
油气润滑系统结构简单、可靠,维护、加油方便。油气润滑系统采用单线供给方式,与气流一起进入油气混合器后到达摩擦副,油气混合器为集成块设计,多点供应。
3 在电炉连铸出坯辊道上的应用
3.1 油气润滑泵站
杭钢电炉连铸出坯辊道油气润滑采用德国威纳集中润滑技术,连铸出坯辊道共有 312个润滑点。图3为六机六流连铸出坯辊道油气润滑系统润滑站原理图。供油回路采用单线润滑系统,泵站为两开一备,每台泵流量为0.50L/min,系统主油管最高压力为3.5MPa,空气最高压力为0.8MPa,最低压力不得低于0.3MPa,系统总耗油量为0.468L/h,总耗气量为468m3/h。泵站带有系统泄漏、过滤器堵塞、空气压力低等报警功能,维护简单方便。

图3 油气润滑站原理图
3.2 油气混合器
润滑泵站采用PLC程序控制,供油时间可根据辊道润滑点情况进行调整,目前调整值为每隔2min泵站工作 60s。各润滑点离泵站或油气混合器距离相差较大,可通过油气混合器的空气调节螺钉及分配器节流口调整出气量和出油量(图4),平均每个润滑点耗油量为1.5mL/h。
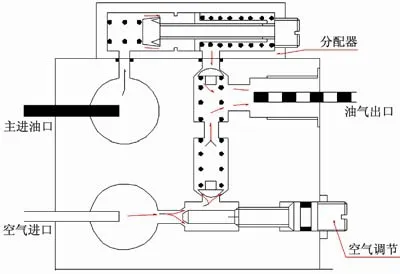
图4 油气混合器剖面
3.3 使用油气润滑综合效益分析
1)油气润滑效率高。由于系统采用了自动控制模式,润滑油量可以根据实际情况进行调节。油液的输送主要由压力和时间来控制,不需要对油进行加热和凝缩就能形成低温精细油膜进行润滑。保证了润滑处于给油量、轴承温度和轴承的摩擦这三个影响轴承润滑效果的关系参量的最佳区域,润滑油利用率达到了95%以上。
2)油气润滑系统故障少。油气润滑系统简单可靠,泵站设置有报警信息,故障排查快速。
3)节约润滑油成本。改造前的润滑系统,由于耐高温油脂价格较高,每年干油费用为15万元左右。采用油气润滑每小时耗油量约为312点×1.5 mL /点,每天工作8h,每年稀油费用约为0.7万元。从以上数据可以看出,每年润滑油费用相差巨大。
4)节约辊道成本。据统计,改造前每个月平均更换6只,改造后每年更换大约6只,每年节约设备成本近20万元。
5)减少环境污染。油气润滑所消耗的润滑油量少,而且即使有部分渗漏,稀油比油脂容易分解,且渗漏油量极少,对水质及环境污染小。
4 结语
通过三年的运行,电炉连铸出坯辊道油气润滑系统运行稳定,很好地满足了生产需要,同时大大降低润滑油费用及设备维护费用。对于温度高、灰尘多、水和有害气体等恶劣环境下的设备采用油气润滑具有极高的推广价值。
[1]成大先.机械设计手册(第 2卷)[M].北京: 化学工业出版社,2008.
[2]杨和中,刘厚飞.油气两相流体冷却润滑技术-油气润滑[J].液压与气动,2004(4): 67-69.
[3]启东润滑设备有限公司.干油润滑系统设备(元件)选型手册[Z].
Application of Oil Mist Lubrication in Continuous Casting Machine System
LIU Chang-wen
(Center of Maintenance and Inspection,Hangzhou Iron & Steel Group Company,Hangzhou 310022,China)
The problems of the use of grease lubrication under the high temperature,dust and other environments are analyzed.The characteristics of oil mist lubrication and the application in electric furnace continuous casting roller bed of the blank are discussed.
continuous casting machine; roller bed; lubrication; double-line and centralized grease lubrication; oil mist lubrication
TG249.7;TF777.3
A
10.16443/j.cnki.31-1420.2015.03.012
刘长文(1979-),男,工程师,工程硕士。主要从事冶金机械工程研究。
