低合金高强度钢的MAG焊任务驱动法教学
2015-09-24周勤刘友葵
周勤 刘友葵
摘要:学习者肩负着任务求学,会更加主动积极地投入学习之中。职业教育,边学边做,会使学习效率事半功倍。本文探讨任务驱动法在低合金高强度钢的MAG焊教学中的具体运用,以提高教学效率。
关键词:低合金;高强度钢;MAG焊;任务驱动法教学
中图分类号:G712文献标识码:A文章编号:1005-1422(2015)09-0086-03
一、前言
MAG焊是指在惰性气体(Ar)中加入少量的氧化性气体,用这种气体作为保护气体的焊接,即称熔化极活性气体保护焊(MAG焊)。职业教育中机电类专业教学,要求学生具有较强的动手能力,学习者带着任务参与学习,边学理论知识,边指导实践,全力以赴,克服难关,完成任务,学习效率事半功倍。
二、任务驱动法在低合金高强度钢的MAG焊任务中的实施
工作任务:低合金高强度钢Q345T形梁钢MAG焊。
(一)学习目标
1. 掌握低合金高强度结构钢的MAG焊工艺。
2. 回顾熔化极氩弧焊工艺。
3. 了解焊丝气体保护电弧焊工艺。
(二)任务描述
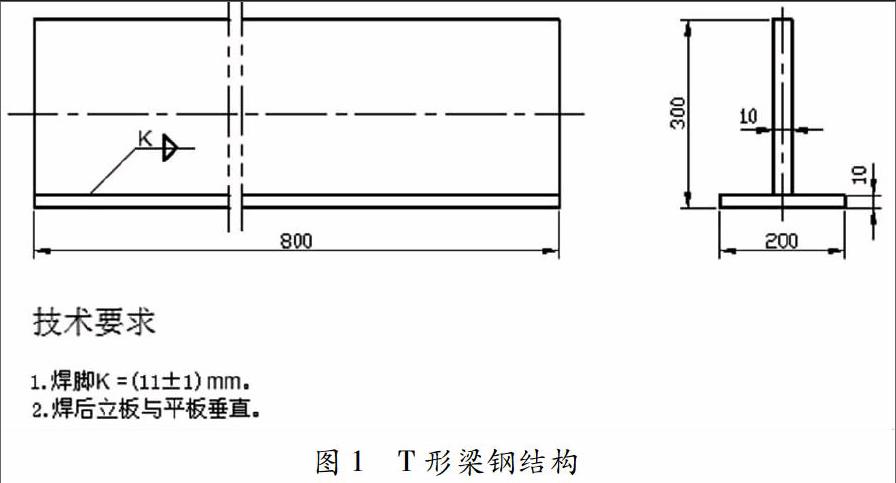
图1为T形梁钢结构图,材料为Q345。根据有关标准和技术要求,采用MAG焊进行焊接,请学习者分析及制定正确的焊接工艺,并填写焊接工艺卡。
(三)Q345 T形钢MAG焊工艺分析
焊接工艺分析主要包括材料的焊接性、焊丝及设备选用、混合气体选用、焊接参数选择等内容,需学习者细心思考、总结。
1.材料的焊接性分析
Q345钢是低合金高强度结构钢,由于其含碳量(Wc≤0.2%)及合金元素含量均较低,因此MAG焊焊接性较好,一般均能保证焊接质量。但由于这类钢中含有一定量的合金元素及微合金化元素,随着强度等级的提高、板厚增加、焊接性变差,可能出现焊接裂纹和产生焊接热影响区脆化,这时须采用一定的焊接工艺措施,如预热、后热、控制热输入等。其焊接性分析如下:
(1)焊接裂纹
低合金高强度结构钢焊接时容易产生裂纹,其裂纹是冷裂纹。而产生热裂纹的可能性比冷裂纹小得多,只有在原材料化学成分不符合规定(如含S、C含量偏高)时才有可能发生热裂纹。
焊接强度等级较低的低合金高强度钢时,因为脆硬倾向很小,焊缝和热影响区金属的塑性较好,一般不会产生冷裂纹。
当强度等级逐渐提高,脆硬倾向也增加,冷裂纹倾向随着增加;同理因厚板刚度大,焊接接头残余应力也大,就是说冷裂纹主要出现在强度等级较高、厚钢板中。
(2)热影响区脆化
低合金高强度结构钢焊接时,热影响区中被加热到11000℃以上的粗晶区,它是焊接接头的薄弱区,其冲击韧度也最低,即所谓脆化区。热影响区粗晶脆化主要与焊接热输入有关:
热轧钢当焊接热输入较大时,其粗晶区将因为晶粒长大,或出现魏氏组织等而降低韧性;热输入较小时,其粗晶区则因马氏体的比例增多而降低韧性。
正火钢受焊接热输入影响更大,大的热输入时,其粗晶区在正火状态下的TIC、VC、VN等元素溶入奥氏体中,失去晶粒及组织调控作用而降低韧性。
在工作任务驱动教学过程中,通常将学习者分成若干小组,生生、师生、生师之间,充分讨论、头脑风暴、三方互动,学习参与者很快掌握了如何分析、解决问题的技能。
2.MAG焊常用混合气体
(1)Ar+O2
Ar+O2活性混合气体可用于碳钢、低合金钢、不锈钢等高合金钢及高强钢的焊接。焊接不锈钢等高合金钢及高强钢时,O2的含量(体积分数)应控制在1%~5%;焊接碳钢、低合金钢时,O2的含量(体积分数)可达20%。
(2)Ar+CO2
Ar+CO2混合气体既具有Ar的优点,如电弧稳定性好、飞溅小,很容易获得轴向喷射过渡等,同时又因为具有氧化性,克服了用单一Ar气焊接时产生的阴极漂移现象及焊缝成形不好等问题。Ar与CO2气体的比例通常为(70%~80%)/(30%~20%)(体积分数)。这种比例既可用于喷射过渡电弧,也可用于短路过渡及脉冲过渡电弧。但在用短路过渡电弧进行垂直焊和仰焊时,Ar和CO2的比例最好是1∶1,这样有利于控制熔池。现在常用的是用80%Ar+20% CO2 (体积分数)焊接碳钢及低合金钢。
(3)Ar+O2+CO2
Ar+O2+CO2活性混合气体可用于焊接低碳钢、低合金钢,其焊缝成形、接头质量以及金属熔滴过渡和电弧稳定性都比Ar+O2、Ar+CO2强。
低合金高强度钢的MAG焊任务驱动法教学
3.MAG焊焊丝
当采用熔化极活性气体保护焊时,由于保护气体有一定氧化性,必须使用含有Si、Mn等脱氧元素的焊丝。焊接低合金钢时常用ER50-3、ER50-6、ER49-1焊丝。采用半自动焊,使用1.6mm以下直径焊丝施焊;采用自动焊时,使用大于2mm的焊丝施焊。
4.MAG混合气体保护焊设备
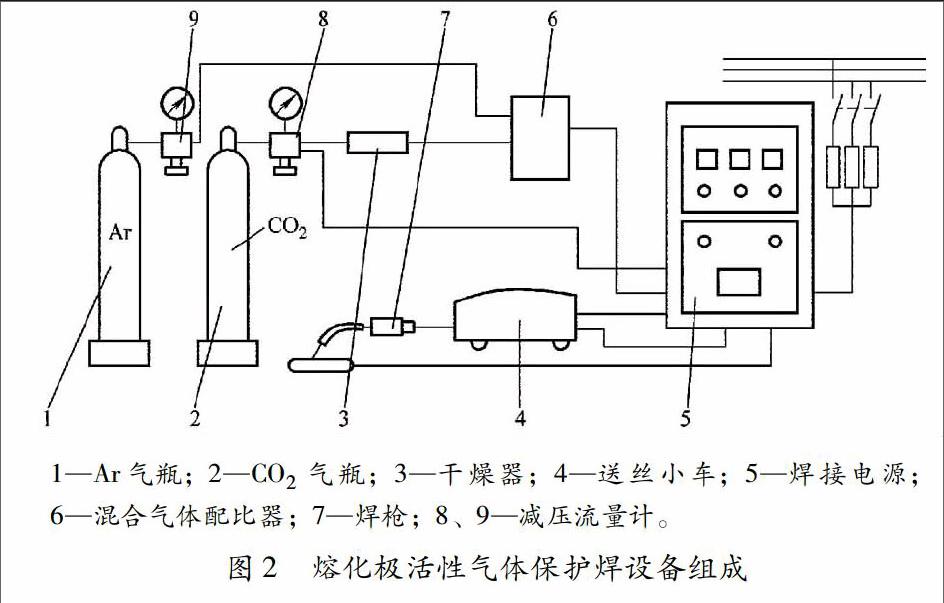
每个工作小组的熔化极活性气体保护(MAG)焊设备如图2所示。因采用混合气体保护,所以它比一般的熔化极气体保护焊设备系统多加入了气源(气瓶)和气体混合配比器。
5.焊接参数的选择规范
熔化极活性气体保护焊的焊接参数主要包括焊丝的选择、焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量、电源种类及极性等。1—Ar气瓶;2—CO2气瓶;3—干燥器;4—送丝小车;5—焊接电源;6—混合气体配比器;7—焊枪;8、9—减压流量计。
(1)MAG焊焊接电流
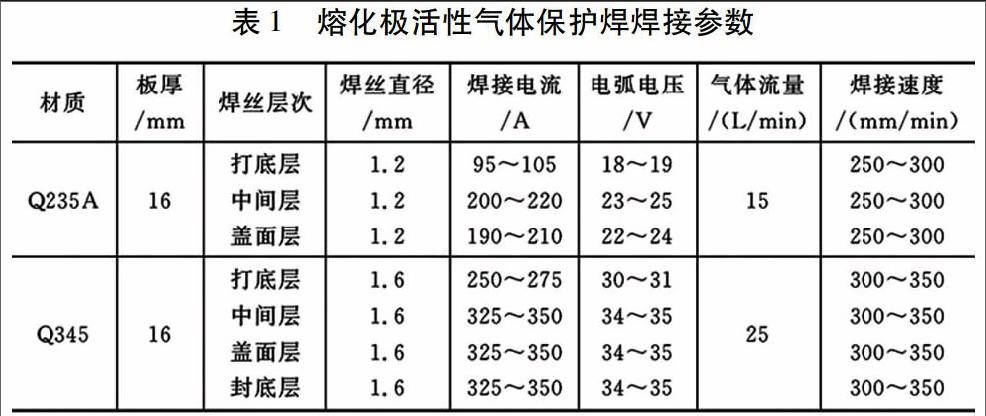
MAG焊焊接电流是熔化极活性气体保护焊的重要焊接参数,焊接电流的大小应根据工件的厚度、坡口形状、所采用的焊丝直径以及所需要的熔滴过渡形式来选择。表1列举出生产实际中熔化极活性气体保护焊焊接操作时的参数。
(2)MAG焊电弧电压
电弧电压也是焊接工艺中的关键参数之一。电弧电压的高低决定了电弧长短与熔滴的过渡形式。当电流与电弧电压匹配良好时,电弧稳定、飞溅少、声音柔和,焊缝熔合良好。
(3)MAG焊焊丝伸出长度
焊丝伸出长度一般为焊丝直径的10倍左右。
(4)MAG焊气体流量
气体流量也是一个重要的参数。流量太小,起不到保护作用;流量太大,保护效果也不好,而且气体消耗大,成本高。采用半自动焊,控制气体流量在15-25L/min左右。
(5)MAG焊焊接速度
半自动焊焊接速度全靠施焊者自行确定。因为焊接速度过快,会产生很多缺陷,如未焊透、熔合不佳、焊道薄、保护效果差、产生气孔等;但焊接速度太慢则可能使焊缝过热、甚至烧穿、生产率低。
(6)MAG焊电源种类及极性
熔化极活性气体保护焊(MAG焊),为了减少飞溅,一般均采用直流反极性焊接,即焊件接负极,焊枪接正极。
(四)Q345 T形钢MAG焊工艺确定及施焊
通过师生详细、综合分析,以学习者为主体、教师为主导的一体化课堂上,编制出Q345钢T形梁钢结构焊缝MAG焊焊接工艺如下,编制的焊接工艺卡见表2。
由于T形梁钢结构材质为Q345,其碳的质量分数≤0.18%,抗拉强度约为500MPa,且结构简单,板厚为10mm,故焊接性良好,焊接时不需要采取预热、后热及焊后热处理等工艺措施。
2.焊接工艺
(1)焊丝
常用的MAG焊焊丝有ER50—3、ER50—6、ER49—1等,强度均能满足焊接要求,但ER50—6的塑性、韧性要优于ER49—1,故常选用ER50—6。
(2)气体
采用80%AR+20%CO2(体积分数)混合气体。
(3)电源极性
MAG焊当采用交流电源,其电弧不稳。为了减少飞溅,所以选用NB-500、直流反接。
(4)焊接参数
板厚为10mm,需二层三道焊:
第一层(一道),焊丝直径1.2mm,焊接电流165A,电弧电压21V,气体流量15.5L/min,焊丝伸出长度13mm。
盖面层(两道),焊丝直径1.2mm,焊接电流195A, 电弧电压22.5V,气体流量18L/min,焊丝伸出长度13mm。
三、结束语
项目任务驱动教学法中,分小组完成任务,在执行、完成任务中可加入行为引导、头脑风暴教学法。若干个学习小组,可能产生互有微小区别的焊接工艺,主导教师应调控、定出最佳的一、二个工艺向各小组公示,供学习者参考、参照,并在任务结束后点评、总结、公示。每个任务若选用有经济效益的课题,化耗材型实训为效益创收型实训,将会有更大的意义。
参考文献:
[1]周相军.项目案例教学在数控编程与操作课程中的应用[J].职业,2014(01).
[2]王洪.实用焊工手册[M].北京:机械工业出版社,2010.
[3]张应立.新编焊工手册[M].北京:金盾出版社,2004.
[4]张文明,焦万才等.简明焊工手册[M].沈阳:辽宁科学技术出版社,2010.
[5]郑海生.浅谈焊接专业实习教学方法[J].职业,2011(12).
