多头拉丝机在汽车线用软铜导体生产中的应用
2015-09-19陆延静
陆延静
(中色科技股份有限公司,河南 洛阳 471039)
当前,我国虽然已跃居世界第一大电线电缆制造国[1],但还不是制造强国,产品多以中等及以下技术含量和附加值为主,缺少高附加值产品,如高端汽车线以及军工、核电、轨道交通、航空航天等特种电缆。开发高效、低耗、高品质和高附加值产品是电线电缆生产企业追求的目标。
汽车线有“汽车神经”之称,是对汽车进行电信号控制的载体,通常被认为是一辆车的中枢神经系统。汽车线在车内电子技术含量和数量,逐渐成为评价汽车性能的一项重要指标。近年来我国汽车工业发展迅猛,2014年我国汽车产量达到近2400万辆,以一辆汽车需用铜线束约15kg计算,汽车线用铜达360万t,汽车线产业有着广阔的发展前景。
1 汽车线用软铜导体的生产工艺
汽车线的导体为铜质多芯软线,由多根软铜线通过束绞或单向/单节距绞合而成,铜线的直径为0.1~0.4mm。汽车线对导线的要求比较严格,要求每盘定长,绞合的导线要具有良好的弯折性和柔韧性,每股线束中任一根线的张力可调。汽车线正在向细线径、轻量化和高耐热方向发展,对生产工艺和生产设备提出了更高的要求。目前汽车线用软铜导体的生产工艺主要有以下两类[2-3]:
(1)采用单头拉丝机生产单芯铜线,后经在线退火或多头管式退火机退火得到软线,再经束线机进行束线。该类工艺中单头拉丝机拉制铜线是在不同时间、不同设备上进行的,其工艺参数如模具、润滑、拉拔力、韧炼温度等很难保持一致,生产的铜线其尺寸、材质、金相结构、力学弹性模量、伸长率等均差别很大。同时,单头铜线绞合成束时需要摆放几十个放线架,费工费力,特别是放线张力难以控制,所以绞合的导体容易断丝少股。该类工艺生产效率低、能耗高,其对设备稳定性、工艺的一致性要求非常严格;
(2)采用多头拉丝机拉伸并经在线退火得到软铜线,再经束线机进行束线。该工艺是在多头拉丝机上同时进行多根(最多可达42根)导线的拉制、连续退火和收线。单线可分别收绕在各自的收线盘内,也可将若干根单线收绕在同一收线盘内。由于是在同一时间、同一工艺条件下拉制而成的,经受了相同条件的模具、润滑、拉拔力和韧炼温度,每根铜线具有相似的尺寸、材质和金相结构,产品质量均一,力学性能和抗弯抗拉性能非常接近。利用这样的铜线绞合成的束线导体质量稳定,加工方便,可保证后续生产电线电缆的高质量和高可靠性,特别适合于批量生产软线、汽车线、电子线、电气安装线、控制电缆等产品。
目前,在欧美等发达国家,多头拉丝工艺已基本取代单头拉丝工艺广泛应用于成品线束的生产,在我国一些具有相当规模的汽车线制造企业也在采用多头拉丝工艺。
2 多头拉丝机设备组成及其工艺特点
2.1 设备组成
目前世界上技术比较先进、产品质量较好、用户较多的多头拉丝机供应商主要有德国尼霍夫公司、意大利菲杰科公司、桑普公司等;我国多头拉丝机供应商主要有永雄、宏泰等。这些设备组成基本相同,均由放线装置、拉丝机、连续退火装置、张力补偿装置和 收线装置等组成,如图1所示。
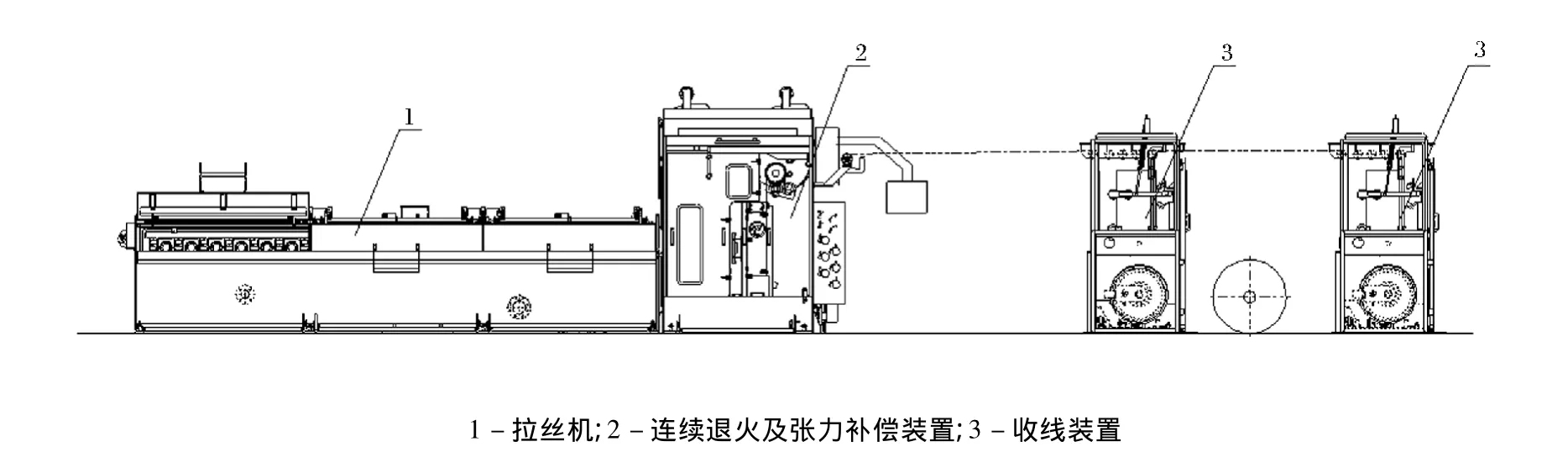
图1 多头拉丝机示意图Fig.1 Layout of a multiwire drawing line
(1)放线装置。用来将铜线从线盘上或线框中引入多头拉丝机,这类装置与单头放线装置相似;
(2)拉丝机。多头拉丝机是串列式鼓轮结构,以拉制8根线为一个基本单元可依次组成8头、16头、24头、32头等拉丝机,根据拉制线径要求,拉制道数可在5~35之间任意选择。同时根据线缆结构的不同要求,也可将多头拉丝机设计为拉制7根线为一个基本单元,可依次组成7头、14头、21头和28头等拉丝机,一次性拉制7、14、21、28等头数的铜线;
当上述两种翻译方法都不能满足翻译的要求时,就需要使用意译翻译法。这与我国传统教学中只可意会,不可言传的方法类似,将句子中潜藏的意思挖掘出来并加以翻译,例如“a wet blanket”是指一个人没有情调,而不是英文词汇表示的原本的湿毛毯的意思。因此在我们学习过程中遇到翻译不通的句子时,可尝试使用意译法。
(3)连续退火装置。多数连续退火装置是由预热区、主加热退火区、冷却区和热吹干区组成。连续退火装置可以同时退火多根铜线,这些铜线都有独立的干燥器,在退火时相互分开,压缩空气切向进入并在干燥腔内产生强烈的湍流,干燥效果较好。
根据所处理铜线的线径不同,部分先进的连续退火装置设计了可切换退火段数的退火装置。当线径小于0.2mm时,采用三段式退火,其中的再加热段保证了铜线的彻底干燥,避免了小线径铜线由于过度冷却而产生冷凝水,防止在收线后由于受潮而造成表面变色。当线径大于0.2mm时,采用两段式退火,能够节能且提高生产效率;
(4)张力补偿装置。用于控制退火装置中铜线的张力,并对收线装置的速度和多头拉丝机的其他部分进行协调;
(5)收线装置。收线装置可分为动盘收线装置和静盘收线装置。采用动盘收线时,线盘是连轴一起转动,由电机驱动旋转,而多根铜线平行收绕在线盘上,其轴一般为水平形式。静盘收线时,线盘垂直放置且不旋转,旋转臂将多根铜线绕在线盘上,而线盘则上下移动进行排线,旋转臂每旋转一周,这一组多根铜线自身即随之扭转一次(360°)。选用动盘收线还是静盘收线要根据后道束线工序的结构类型要求来决定。
2.2 多头拉丝工艺的特点
作为已经成熟且在国际上广泛应用的技术,多头拉丝工艺的特点主要体现在提高产品质量、生产效率和降低生产成本上。
2.2.1 提高产品质量
导线的品质因素由延伸率、柔软度和外径的一致性等来评定。采用多头拉丝工艺,由于所有线均是在同一时间内由同一台机器拉出,因此各单线成品外径一致;同一盘内和各线之间,退火后延伸率的波动范围小于±2%,甚至更低。单线质量的提高为后续各道工序的生产奠定了良好基础。束线质量由单线延伸率和张力的稳定性决定。采用多头拉丝工艺后,由于多根铜线收绕在一个或两个线盘上,在束线机前采用带驱动的主动式放线装置,并通过张力摆杆自动控制放线速度,因此放线张力稳定。加之各单线的延伸率十分稳定,束出的线束圆整度高、延伸率大、节距稳定且结构紧凑。束线质量的提高使绝缘电缆的质量得以提高,由于束线线芯更为紧凑、柔软、稳定及圆整,线芯与绝缘层之间的同心度得到改善,缺陷减少。
2.2.2 提高生产效率
多头拉丝机对生产效率的提高主要体现在以下几个方面:1)可在同一台设备上进行中拉和小拉,或者小拉和超细拉,简化了生产工序,提高了生产效率;2)可在一台设备上同时生产多根导线,产量高,占地小,大大提高了单位面积的产能。多根铜线同时收在一个线盘上,可大大降低处理线盘所需的时间和人力;3)先进的控制系统和人机对话系统,可显示操作指示和故障显示,减少了停机时间。
2.2.3 降低生产成本
主要体现在以下几个方面:1)由于生产效率的提高,加快了物流的流转速度,从而降低了生产成本;2)工艺流程短,综合成品率高,可节省原材料;3)相对单线拉丝工艺,各种介质的消耗量大大降低,从而大幅降低了运行成本;4)减少了周转线盘的用量及人员配备,降低了备件的用量;5)对后道工序产生有利影响,可减少绝缘材料的消耗、减少废品等;6)对于相同的生产规模,采用多头拉丝机比单头拉丝机设备投资少。
但是,多头拉丝工艺对铜杆的要求很高,必须是99.99%以上的精炼铜,且不能有气孔、疤痕等缺陷,否则拉制时一旦断线,浪费巨大,严重影响效率。同时,必须要确保多头拉丝设备工作的连续性,否则如经常出现断线或停机的话,效果将会适得其反。因此,在使用多头拉丝设备时,不仅对模具、乳液等工艺条件要求较高,对操作人员的要求也很高。
总之,多头拉丝机以其高效、节能、高品质的特点,已成为拉丝机的发展方向,越来越受到线缆企业的青睐。
3 结束语
我国多头拉丝技术是在通过引进消化吸收国外先进技术的基础上发展起来的,在短时间内取得了可喜的成绩,工艺设计日益完善、机械性能和电气控制精度日益提高,国产多头拉丝机不仅成功用于国内线缆行业,同时还有部分设备出口到国外。但是,与国外先进水平相比,我国多头拉丝技术仍存有一定差距,主要体现在以下几点:
(1)国内多头拉丝产品的相关标准尚不完善
针对多头拉丝产品国外已有相关标准(如欧标EN13602),该标准对多头拉丝产品的分类、性能和测试方法以及包装要求进行了规定。而目前我国尚无相关标准,多头拉丝产品主要参照欧标和日标进行生产,市场较为混乱。因此,组织相关单位制定完善多头拉丝产品的标准,规范国内市场是当务之急;
(2)多头拉丝机在国内线缆行业应用率较低
多头拉丝工艺在欧美国家的铜线生产中占有相当大的比例,多头拉丝机已经是汽车线、建筑用线、工业机械用软电缆生产厂的标配式设备。由于价格等原因,国内多头拉丝技术仅限于一些高端项目,例如铜绞线加工、汽车线以及橡套电缆等,大量企业仍在使用陈旧的单头拉丝工艺,甚至不用在线退火装置。目前我国正处于产业转型时期,解决节能环保问题,是打造中国经济升级版的一项重要而紧迫的任务,多头拉丝机以其高效、节能、环保的特点成为中国电线电缆行业向高新技术,环保节能转型的最佳选择。
(3)国产多头拉丝机在技术参数和性能指标等方面与国外先进水平仍存在一定差距
如国内多头拉丝机一般多为8头、16头,而国外最多可达42头;国外多头拉丝机可拉制35道次,而国内为21道次;国外多头拉丝机拉伸速度越来越快,出线越来越细,最细的线径已达0.012mm,而国内最细的出线线径为0.15mm;另外在控制系统的稳定性和可靠性等方面与国外先进水平仍有差距。
随着国产多头拉丝技术和设备的进步以及在国内市场的普及,相信不久的将来国产多头拉丝技术与国外先进水平的差距会越来越小。
[1]吕冰.电线电缆市场分析及预测[J],有色金属加工,2008(4):1-5.
[2]张杰.再谈拉丝机的新发展[J],电线电缆,2003(3):11 -14.
[3]张杰.国产多头拉丝退火机的现状与发展[J],光纤与电缆,2013(1).
[4]尼霍夫公司多头拉丝机报价资料.
[5]菲杰科公司多头拉丝机报价资料.
