塑料感应焊接技术(上)
2015-09-16张胜玉
张胜玉
(广州市特种设备行业协会)
塑料焊接技术连载(二)
塑料感应焊接技术(上)
张胜玉
(广州市特种设备行业协会)
感应焊接是一门简单、快捷、可靠的塑料焊接技术。该技术是通过感应加热向设计接头精确输出能量,接头处的植入材料选择吸收能量、熔化和流动以填满接头。塑料感应焊接商业应用已有三十多年历史,在焊接压力容器和其它高要求零件(需高强度和外形美观的结构、密封接头)方面获得了持续成功。感应焊最初之所以大受欢迎是因为它有效地解决了低表面能聚合物如聚丙烯和聚乙烯的焊接问题,过去的十年里其使用范围已扩展到覆盖全系列工程塑料及难以用其它方法焊接的高填充复合物。本文论及感应焊接原理及过程、植入物、焊接设备、工艺参数、焊接性、接头设计、特点、应用、最新进展。
感应焊接工作线圈 植入物 电磁材料 涡流加热 磁滞损耗加热
前言
大多数塑料焊接方法如超声波焊、振动焊等在结合面处不需外加材料。但在某些情况下由于工件或接头复杂、零件限制和设备可达性的原因,这些方法不能用。这时须考虑采用外加材料的方法,感应焊就是其中之一。感应焊,又叫感应植入焊(implant induction welding),是通过高频磁场感应加热植入材料熔化和填充待焊表面而形成持久结合的一种焊接方法。塑料感应焊接商业应用已有三十多年历史,最广泛用于焊接难焊材料如聚烯烃等。感应焊也可用于填充或玻纤增强聚合物及某些异种塑料的焊接。随着高强度和承载用途的工程塑料(增强塑料)使用量的显著增长(如汽车业),感应焊接正成为基础设计和制造方法至关重要的一环。
1 .感应焊接原理及过程
感应焊接的基本原理是电磁材料(植入物)预先置于待焊零件界面处,然后对植入物施加一个由高频电源(2-10MHz)产生的交变磁场,电磁材料在交变磁场作用下发热,熔化待焊零件表面,在适当压力下将两零件熔合在一起形成持久焊缝。
电磁材料(导电材料或铁磁材料)置于交变磁场中时会出现感应加热。感应焊接有两种加热机理:焦耳加热(涡流加热,见图1)和磁滞加热。感应加热是由涡流和磁滞损耗产生的,两者的相对大小取决于磁场作用下材料的磁性。在导电非磁性材料(如铝粉)中只出现涡流加热。在非导电的铁磁性材料(如陶瓷铁氧体)中只发生磁滞损耗加热。在导电磁性材料(如铁基铁磁材料)中,磁滞损耗加热和涡流加热都起很大作用。加热速度由焊接界面处植入物的磁导率或磁化率决定。磁滞损耗的大小由图2中包围的面积来描述,磁滞回线包围的面积与转化为热量的能量成正比。需要高频(2-10MHz)进行有效加热的原因是即使具有最佳磁性的磁感受体,单个磁滞回线(磁滞循环)产生的发热量也是极小的(温升约0.003℃)。
磁滞损耗(hysteresis loss)是指铁磁材料在磁化过程中由磁滞现象引起的能量损耗。磁性体的磁化存在着明显的不可逆性(如图2所示),当铁磁体被磁化到饱和状态后,若将磁场强度H由最大值逐渐减小时,其磁感应强度B不是循原来的途径返回,而是沿着比原来的途径稍高的一段曲线而减小,当H=0时,B并不等于零,即磁性体中B的变化滞后于H的变化。磁性物质都具有保留其磁性的倾向,磁感应强度B的变化总是滞后于磁场强度H的变化,这种现象就是磁滞现象。磁感应强度B与磁场强度H之间呈现磁滞回线关系。经一次循环,每单位体积铁芯中的磁滞损耗等于磁滞回线的面积。这部分能量转化为热能,磁滞损耗的大小取决于所用材料的磁滞回线。
涡流损耗(eddy current loss)
导体处在随时间变化的磁场中时,导体内感生的电流导致的能量损耗,叫做涡流损耗。在导体内部形成的一圈圈闭合的电流线,称为涡流。由于电流的热效应(通过I2R加热),涡流会使导体发热,消耗能量。如果导体的电阻率小,则产生的涡流很强,发热量就很大。涡流损耗的大小与磁场的变化方式、导体的运动、导体的几何形状、导体的磁导率和电导率等因素有关。

图1 感应焊涡流加热
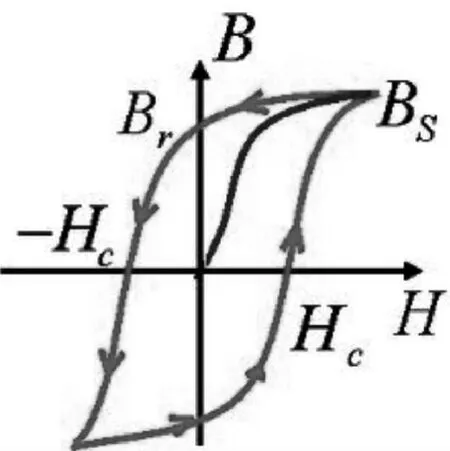
图2 典型的磁滞回线
如图3所示,感应焊接过程分为四个阶段:

图3 感应焊接过程
第一阶段:放置植入物。通过手工或者使用自动装置将植入物放在接合处。
第二阶段:施压。将零件放入与气缸相连的夹具中对零件施压,或者通过将感应线圈嵌入其中的聚四氟乙烯或陶瓷块对零件加压。
第三阶段:感应加热。电源作用于感应线圈(工作线圈),产生加热植入物的电磁场,通过热传导依次加热和熔化周围的热塑性塑料。由于随着离工作线圈的距离的增加,电磁场呈指数衰减,所以接头应尽可能靠近线圈以便最大限度加热植入物。在加热过程中,植入物流动填补零件之间的间隙。
第四阶段:零件的冷却和拆卸。在达到预定焊接时间之后,切断电源,零件在压力下冷却至预设时间。然后移走焊接组件,循环重复进行。
2 .感应焊接植入物
植入物(implant),有时称作电磁感受体/电磁材料(electromagnetic susceptor/material)、磁感受体/铁磁材料(magnetic susceptor/ferromagnetic material)、感受材料/复合物(susceptor material/compound)、粘合剂(binder/bonding agent),是感应焊接过程中的加热元件(发热体)。颗粒填料或者丝或网状植入物用于提供热源。感应加热使用的粘合剂由填满金属粒子或氧化铁的热塑性树脂组成。粘合剂在感应磁场中熔化并形成粘合接头。填料材料可以是简单的铁磁材料如金属铁或不锈钢,也可以是提供更精确温度控制的陶瓷铁氧体材料。最常用的填料是非常细小的微米级铁磁粉末。填料的种类和数量影响能量吸收,因而影响结合线处的发热量。电磁材料通常得专门配制以便固化时内部放热量较少。否则接头会过热,粘合剂会热降解。
为了连接热塑性塑料,这些电磁材料(金属网或者不同类型、颗粒大小和浓度的铁磁粉末)密闭在与待焊塑料相容的热塑塑料基体中。植入物通常针对特定用途生产以确保与待焊材料相容和达到最大效率。对于同种材料制成的热塑性零件的焊接,基体通常与零件材料相同,在熔体流动方面是相配的。例如,在焊接聚乙烯时,粘合剂可以是含有0.5-0.6%体积百分数磁性氧化铁粉末的聚乙烯树脂。对于异种材料,使用的基体是两种热塑性塑料的混合物。感应焊设备供应商也提供焊接异种材料的专利化合物。

图4 各种形状的植入物

图5 感应焊机简图
电磁感应方法也用于快速固化热固性粘合剂如环氧树脂。在连接热固性塑料如片状模塑料时,粘合剂基体包围电磁材料。热量直接在粘合剂中产生,提供快速固化。在环氧树脂的固化过程中胶凝时间可短至30秒。
粘合剂通常形成匹配接头设计的外形。从装配角度来说,模切预型件(die-cut preform)如垫片应用最简便,但根据待焊零件的大小和形状及感应线圈的位置,有各种形状的植入物如片材、带材、线束、挤塑型材、注塑成型制品等(见图4)可供选用。通过夹物模压(insertmolding)、双色模塑(two-colormolding)、共挤压(co-extrusion)或共注射(co-injection)将植入材料与待焊零件之一直接合为一体也是一种可行的途径。
(未完待续:见本刊2015年第4期)
Induction W elding Technique for Plastics
Zhang Shengyu
(Guangzhou Association for Special Equipment,)
Induction welding is a simple,rapid and reliable welding technique for thermoplastics.This technique uses induction heating to provide ameans of precise delivery of energy to a designed joint in which an implantmaterial selectively absorbs energy,melts and flows to fill the joint.Induction welding of thermoplastics has been in commercial use for over thirty years and enjoyed continuing success in welding pressure vessels and other highly demanding components that require robust structural,hermetic,and aesthetically pleasing joints.First popularized for its effective solution for joining low surface energy polymers such as polypropylene and polyethylene,its use has broadened over the past decade to include the full range of engineering thermoplastics and highly filled compounds that are difficult to join by othermethods.This article deals with principle and processes,implant,welding equipment,process parameters,weldability,joint design,characteristics,applications,recent advances of the technique.
Induction welding work coil implant electromagnetic material eddy current heating hysteresis loss heating
