基于ADXL210的大型机床校准振动检测系统设计
2015-09-13蓝雄
蓝 雄
(柳州职业技术学院,柳州 545000)
0 引言
大型机床随着使用年限的增长与外部气候环境等诸多因素的影响,校准空速需要修正由于空气可压缩性产生的误差,如果采用传统的检测方法[1,2],不但效率低而且对于突发性事件的预警能力也不足,因此,需要设计开发一种大型机床校准振动多参数检测网络,来实现对大型机床工作速度的实时监测与预警。本系统采用无线传感网络与有线网络结合的方式,选用低功耗的芯片进行设计,可以保证在太阳能电池供电的情况下信号采集模块与无线通信模块持续稳定工作[3,4]。在非工作模式时间内节点处于低功耗模式,在工作模式时间,节点收到远程监控中心发来的同步信号后开始采集、发送数 据[5,6]。远程监控中心通过分析软件对大型机床工作过程中所有节点的振动信号频率变化进行综合分析后,可以自动获取大型机床的安全工作速度数据以及存在危险的程度,从而可以为工作人员提供数据支持,并且在大型机床工作速度超出安全范围时发出预警信息,有效预防工作事故的发生。
1 总体设计
1.1 大型机床工作振动特性分析
运行速度是大型机床工作过程中最重要的参数之一,是由空速系统来测定的。对于空速测定系统,无法避免的存在着一定的位置误差,空速管可以对前方来流的总压和外界大气的静压,再通过静压以及总压和静压间的差值分别计算得出压力高度和指示空速。但由于在实际工作过程中,大型机床对来流的干扰不能准确获得静压,难以真实反映大型机床在工作高度上的大气静压,进而将误差带入到了指示中。校准系统就是找出该机床测定高度、速度时产生的误差。
采用大型机床工作振动检测的方法来判别大型机床校准系统的有效程度,其优点是:振动检测方便实施,利用大型机床工作中的振动参数就能实现,因此不会影响大型机床其他系统的正常工作;多点振动检测可以对空速误差准确检测,并有效识别大型机床结构的整体动力特性。当大型机床工作在特殊区域,其固有频率会发生变化,基于固有频率的变化对大型机床校准检测是最容易实现也是最准确的方法。在大型机床工作速度误差发生之前将其划分为若干单元,可利用该单元损伤前的固有频率Δωi与损伤后的固有频率 Δωj变化之比进行损伤定位:

其中: Φi为第i阶振型;n为单元个数;Kni为第i单元的刚度;M为整体质量。高阶频率的变化能更好地反映大型机床工作过程中由于干扰而造成的工作振动的变化。通过分析研究后得出大型机床机身刚度修正公式(EI)n和固有频率计算公式ωn为:


其中,EcIc为大型机床机身刚度;l为大型机床的等效长度;N为预拉力。通过研究得出结论,对大型机床工作振动的固有频率检测方法是比较简单的,而且精度很高,受测量噪声的影响较小。
1.2 系统总体结构设计
大型机床校准振动检测系统总体结构设计如图1所示,系统主要由振动信号采集终端设备、数据汇集节点、Internet网络与GPRS网络、远程监控中心几部分组成。振动信号采集终端主要工作是振动信号的采集与处理,并通过无线通信模块发送到数据汇集节点,其主要部署在机身的关键部位;数据汇集节点在收集到所有终端设备发送的检测数据后,根据系统功能要求对数据进行分解、变换并存储;通信系统将处理过的数据通过Internet网络或GPRS网络传送到远程监控中心;监控中心利用实时诊断软硬件对接收到的所有工作振动数据进行分析出来,从而得出工作速度是否存在误差,按照具体情况发出相应的预警信号。

图1 系统总体结构
其振动信号检测终端设备电路如图2所示,以IAP15F2K61S2单片机为控制核心,实现了振动信号的采集、放大、模数(A/D)转换、无线通信传输等功能;整个电路功耗很低,以太阳能电池组供电,可保证电路的持续长时间供电,非常适合工作过程中进行部署;整个终端设备采用小型化设计,安装便捷。信号检测终端分布于整个机床所有关键部位,根据机床的大小合理进行规划部署。

图2 振动检测终端设备电路结构
2 系统关键模块的硬件设计
2.1 振动传感器与信号采集模块的硬件设计
本系统主要是对大型机床工作的振动情况进行检测,振动信号传感器采用ADI公司的加速度传感器ADXL210,它主要由多晶硅与差动电容器组成,当有振动发生时,产生大型机床工作加速度的作用力,多晶硅结构发生偏移拉动差动电容值发生变化,从而产生电信号。ADXL210振动信号采集放大偏置电路如图3所示。

图3 ADXL210振动信号采集放大偏置电路硬件设计
上图中,ADXL210输出的工作加速度信号,经过输出电容滤波后,工作加速度信号经过运算放大器LF353组成的放大电路得到直流偏移电压约为2V~3V的共模信号。X、Y两轴的直流电压信号送入后级ADC0809模数转换电路。其中VREF为基准信号。
2.2 IAP15F2K61S2单片机与模数转换模块的硬件设计
大型机床校准振动检测系统主控电路的单片机采用STC公司生产的IAP15F2K61S2,晶振采用11.0592MHz,其抗干扰能力很强,且功耗很低,价格便宜。而A/D转换芯片采用ADC0809,其为8位A/D转换器,0~5V对应输出数值为0~255,其时钟信号CLK由单片机IAP15F2K61S2的ALE信号提供。IAP15F2K61S2单片机外围电路与ADC0809模数转换电路设计如图4所示。
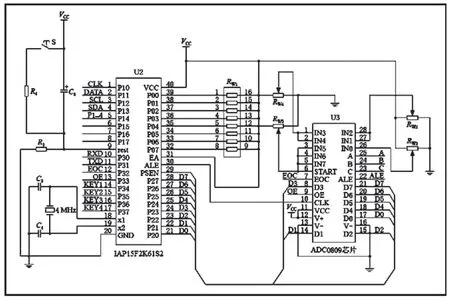
图4 单片机外围电路与A/D转换电路硬件设计
上图中,ADXL210采集处理后的X轴与Y轴电信号分别送入ADC0809的通道IN1与通道IN2,经过A/D转换后单片机软件获取到检测信号的数字值等待提取。
2.3 ZigBee无线通信模块的硬件设计
本系统设计的ZigBee无线通信模块是以TI的CC2048为核心,其硬件设计如图5所示。引脚AVDD SOC与AVDD RREG为模拟电路连接2.0V~3.6V的电压,分别接100nF和220nF的滤波电容。

图5 无线通信模块的硬件设计
上图中,引脚DVDD为数字电源输入引脚,为I/O口提供的电源,接一个100nF的滤波电容。引脚DCOUPL提供1.8V的去耦电压,此电压不为外电路所使用,需要旁接一个220nF的去耦电容。引脚X1为外接32MHz的专用于2.4GHz射频电路的晶振,其旁路电容为22PF。引脚RBIASl与RBIAS2接偏置电阻,用来为32M晶振提供一个适合大型机床工作过程的工作电流。
2.4 高速CAN总线接口模块的硬件设计
整个校准振动检测网络中的控制节点之间的通信通过高速CAN总线连接实现。CAN总线设计采用双绞线,而校准检测系统终端匹配电阻设计为120欧姆,如图6所示的硬件接口电路CAN总线连接通信的数据传输速度为1Mbit/s。其中TJA1050芯片是驱动单片机IAP15F2K61S2的CAN控制器与物理总线间的接口,实现CAN控制器与总线的信号转换。

图6 通信接口模块的硬件设计
上图中,使用高速光耦6N137在缓冲器和CAN驱动之间进行光电隔离,可以提升CAN总线通信的抗干扰能力。其次,采用小功率电源隔离模块B0505S对大型机床工作系统电源进行完全隔离,从而防止电源引起的干扰。其中,TJA1050的8脚S端接地表示选择高速模式。
3 软件设计
3.1 振动信号采样过程设计
大型机床工作振动信号采用过程:首先是信号适调,即对大信号的衰减与弱信号的放大处理,对一些直流信号进行偏置处理,使其满足A/D输入量程要求;然后,A/D转换包括采样、量化和编码三个组成部分,利用采样脉冲序列p(t)从模拟信号x(t)中抽取一系列离散样值,使之成为工作速度采样信号Δt称为采样间隔,其倒数fs=1/Δt之为采样频率。

T为大型机床采样长度,当采样长度一定时,采样频率越高,采集的数据量就越大。
3.2 主程序流程设计
主流程设计时,主要考虑了大型机床工作过程中的省电,振动信号变化,A/D转换模式行,具体流程设计如图7所示。

图7 主程序流程图
4 实验与分析
比较对比验证试飞结果与大型机床校准振动检测系统校准结果,可以看出校准结果与对比验证试飞得到的结果存在着差异。通过移动PC对检测的振动传感信号进行收集,采用ANSYS分析软件对数据进行分析对比后,仿真模拟振动固有频率变化曲线,得出大型机床工作过程中空速误差程度数据。实测的大型机床工作固有频率f(k)与变化幅度fΔ的检测数据如表1所示。

表1 大型机床工作振动固有频率测量结果
通过表1的测量数据对机身各单元的固有频率变化进行计算仿真,为区分不同单元不同程度的误差得到的工作速度误差识别向量对结果的影响,建立了6个误差识别矩阵,每个矩阵由不同的速度误差程度得到,仿真得出不同频率阶次所对应的工作速度误差程度曲线如图8所示。

图8 不同频率阶次所对应误差程度曲线
分析软件根据检测数据判断出该误差与已知工作速度差异数据一致,说明本系统检测结果准确。当大型机床工作过程中工作速度达到预警阀值时,系统就会自动发出报警信息,提示相关人员尽快查看。通过系统实验,振动信号数据包的时间延迟较低,最大数据包时间延迟为11602ms,平均时间延迟为5918ms,表现出了良好的实时性,远程数据传送成功率为100%。整个振动检测传感网络工作稳定,各项性能也达到了设计要求,取得了较为满意的结果。
5 结束语
工作速度是大型机床工作过程中最重要的参数之一,对于振动测定系统,无法避免的存在着一定的位置误差。由于在实际工作过程中,大型机床机身对来流的干扰不能准确获得静压,难以真是反映大型机床在工作高度上的大气静压,进而将误差带入到了指示空速中。而校准系统就是找出该系统测定高度、速度时产生的误差,可以减少甚至避免安全事故的发生。本系统较传统的校准检测系统相比具有造价低、安装维护方便、环境适应能力强等优点,非常适合对大型机床工作过程中校准系统的安全监测,应用前景十分广阔。
[1] 严普强,乔陶鹏.工程中的低频振动测量与其传感器[J].振动、测试与诊断,2002,22(4).
[2] 吕丽娟,王莹.基于无线网络的振动监测系统的设计与实现[A].中国航海学会通信导航专业委员会,2006年学术年会论文集[C].2006.
[3] 赵丹.适用于振动信号监测的无线传感器网络研究[D].太原理工大学,2011.
[4] 苏令永,张瑞华,刘燕.基于Zigbee技术的无线传感器网络设计[A].第一届中国高校通信类院系学术研讨会论文集[C].2007.
[5] 江甜甜.基于ZigBee网络的地下管线振动监测技术的研究[D].南京信息工程大学,2012.
[6] 孙佩刚,赵海,罗玎玎.无线传感器网络链路通信质量测量研究[J].通信学报,2007,28(10).
