电梯光幕检测过程自动化装置的设计与研究
2015-09-13卢华兵张海鸥王桂兰
卢华兵,张海鸥,王桂兰
(1.华中科技大学 数字制造装备与技术国家重点实验室,武汉 430074;2.华中科技大学 材料成型与模具技术国家重点实验室,武汉 430074)
0 引言
随着全球经济和我国城市化的高速发展,建筑趋于高层化,配套的设备也越来越齐全,其中电梯的保有量就在逐步攀升。而随着电梯的大量使用,电梯安全事故也越来越多[1,2]。电梯光幕作为一个重要的保护装置,得到了快速的发展,现在光幕产品性能稳定,技术日趋成熟。尽管如此,对电梯光幕的检测仍然必不可少。目前,虽然理论上有各式动态检测方法,但是国内外对电梯光幕的检测都只是采用人工模拟的方式对其各项性能指标进行测试,由于容易受到人为因素的影响,不能真正反映电梯光幕的实际性能。在电梯光幕性能检测装置的研究上都普遍的偏向于实验,还没有适用于电梯光幕生产厂家的高效率检测装置。
本课题组所研制的电梯光幕检测过程自动化装置,能按照电梯光幕生产厂家的检测要求,通过PLC和执行机构,自动模拟电梯光幕的检测动作,实现电梯光幕终检工序的自动化,提高了终检效率和检测可靠度。
1 电梯光幕性能检测要求
电梯光幕是一种光线式电梯门安全保护装置,由安装在电梯轿门两侧的红外发射器与红外接收器、安装在轿顶的电源盒及专用柔性电缆四大部分组成[3]。当乘客进出电梯阻挡了红外光幕扫描过程中的任何一束,光幕控制系统就会探知,并输出信号给电梯轿厢门系统,使正在关闭的电梯门反转打开,从而起到保护乘客的目的[4]。
目前我国的电梯光幕生产厂家较多,产量较大,但由于电梯光幕没有列入到电梯安全部件,其产品性能还没有引起业界足够的重视。使用已超过几十年的产品,到现在还没有相应的国家标准或行业标准[5,6],只有一些生产企业采用人工方法对产品自行进行检验,其检测效率低,且不能真实反映光幕在实际使用环境条件下的综合性能,导致产品的质量参差不齐,使用过程中出故障的频率较高。目前企业对电梯光幕终检的性能要求如表1所示。
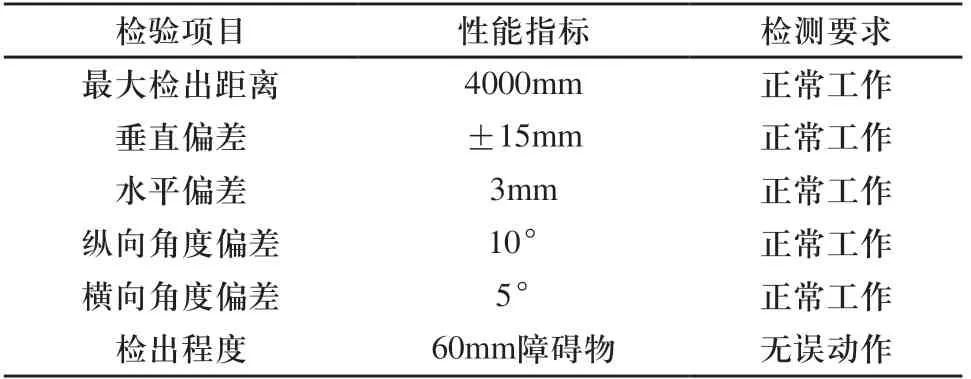
表1 电梯光幕性能检测要求
2 检测装置的整体结构设计
2.1 装置的整体布局
根据电梯光幕的性能检测要求和目前市场上电梯光幕生产厂家的终检工序,对其进行分析,将装置的检测部分分为三部分:横向角度检测机构,检测滑台和遮挡机构。其整体布局如图1所示。

图1 装置整体结构布局
该装置的整体布局较为紧凑合理,光幕横向放置于骨架组合上有利于工人的放置和取走光幕,便于操作;上下料机构采用龙门式结构,对其他运动不造成干涉。
2.2 检测动作分配
电梯光幕检测过程自动化装置由上下料机构和检测机构组成,其中检测机构主要由三部分组成:横向角度检测机构、检测滑台机构和遮挡检测机构。
横向角度检测机构用于检测电梯光幕的横向角度偏差,由步进电机完成执行机构的偏转运动;检测滑台用于检测电梯光幕的垂直偏差、水平偏差、检出程度和纵向角度偏差,由气缸完成执行机构的运动,检测滑台的整体运动由伺服电机控制;遮挡检测机构用来模拟光幕的遮挡,其执行机构由步进电机完成。
2.3 检测滑台结构设计
为了方便检测,将水平偏差、垂直偏差、纵向角度偏差三个检测项目合并为一个工位,在检测滑台上完成。检测滑台安装于双列直线导轨上,在伺服电机的驱动下[7,8],可以在0~4m的范围内运动,便于在1m处和4m处的遮挡检测。
检测滑台设计为三层,通过上下料机构将光幕移动到检测滑台上面并夹紧,检测滑台可以执行上下、左右和旋转动作,具体设计如图2所示。
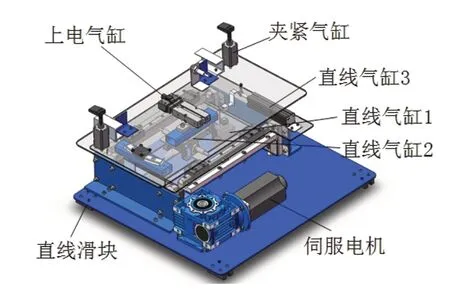
图2 检测滑台结构设计图
电梯光幕接收端移至检测滑台上面,在传感器检测到电梯光幕到位后,夹紧气缸将光幕夹紧。上下直线气缸1工作,使电梯光幕接收端向上移动3mm进行水平偏差检测;左右直线气缸2工作,使电梯光幕接收端向左右各移动15mm进行垂直偏差检测;前后直线气缸3工作,使电梯光幕接收端绕圆锥滚子轴承中心旋转15°进行纵向角度偏差检测。
检测完毕之后,上电气缸工作,将光幕接收端退回上下料机构工作的位置。
2.4 横向角度检测台结构设计
由于横向角度的检测较为复杂,综合考虑装置的整体布局,另外设计横向角度检测机构来检测电梯光幕的横向角度偏差。
横向角度偏差的检测需要将电梯光幕进行翻转,需要将光幕抬起,该运动的实现由气缸2和直线导轨完成,光幕的翻转动作由步进电机完成,其具体设计如图3所示。

图3 横向角度检测台结构设计图
上下料机构将光幕运送到检测位置之后,气缸1工作,将定位叉架1和定位叉架2插入到随行夹具的定位孔当中,其中定位叉架2位固定叉架,定位叉架1安装在电机轴上。定位动作完成之后,气缸2工作,推动上下移动支撑板向上运动,将光幕抬起50mm,之后步进电机工作,使电梯光幕发射端转动5°。当检测完成之后,步进电机复位,气缸依次退回。
3 控制系统设计
该系统要求控制简单、可靠性强,便于自动化作业,综合考虑成本与软件开发难易程度,该系统采用触摸屏和PLC控制。触摸屏提供人性化的交互界面,PLC控制机械部分按照检测要求执行检测动作[9,10]。
按照性能检测指标,其检测过程中各执行部件的运动流程如图4所示。
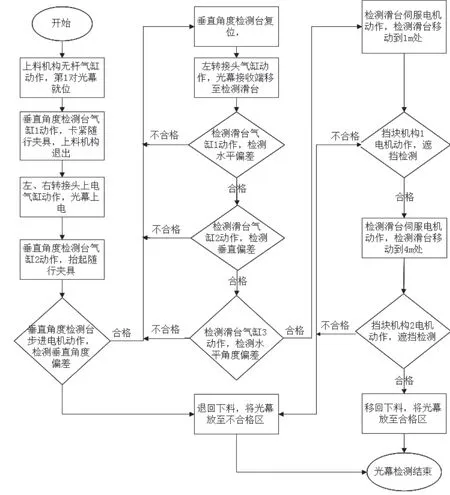
图4 检测过程动作流程图
PLC选型主要CPU、通讯模块、I/O模块、框架、电源等部分的选型。而I/O口数量是控制器和设计方案的主要依据之一,I/O分配是否合理直接影响整个系统的效率与稳定性。通过分析该系统的特点与实际情况,基本I/O需求如表2所示。

表2 系统I/O需求
根据以上I/O口的需求情况分析,选择型号为三菱FX2N-80MT型号的PLC。对于PLC系统程序,采用模块化设计,由主程序和各功能子程序组成。在本控制系统中,子程序是各性能检测指标项目及上下料控制程序。
4 设计结果与性能分析
通过以上设计,完成了电梯光幕检测过程自动化装置的机械部分的设计,其设计结果如图5所示。

图5 装置整体图
用自动化检测装置可规范检测标准,实现定量化检测。提高了检测效率,装置实际动作时间如表3所示。

表3 检测时间
完成一对光幕检测的时间为31s,考虑时间余量(包括工位转换与人工干预处理不合格品),实际完成一对检测的时间大致为40s。两对光幕叠加在一起一同检测,一天按8小时工作制,一台装置一天的检测量为1440(对),相比电梯光幕生产厂家现在800对/天的终检过程,大大提高了工作效率。
5 结束语
电梯光幕检测过程自动化装置根据性能检测要求并结合生产厂家的实际需求设计,用于电梯光幕生产过程的终检工序,适用于直线扫描和交叉扫描等不同类型的电梯光幕。通过对检测过程的自动化设计,减少了工人的劳动强度与员工数量,有效降低了企业生产成本,符合实际生产要求,具有一定的前瞻性和先进性,对电梯的安全使用,提高电梯的质量,提高电梯光幕生产厂家的生产效率,具有重要意义。
[1] 刘洋.提高电梯安全性能方法探讨[J].技术与市场,2012(6):101-102.
[2] 胡绪东.光幕与电梯发展三十年[J].中国电梯, 2009(16):102-102.
[3] 北京市特种设备检测中心.电梯事故现场的分析报告[J].监督与选择,2009,3:17.
[4] 张南松.电梯光幕性能测试系统研究与设计[D].广州:华南理工大学,2011.
[5] TSG T7016-2004,电梯控制柜型式试验细则[S].中华人民共和国国家质量监督检验检疫总局:2004.
[6] 何永胜,罗志群.电梯光幕的原理性能和检测方法[J].中国科技纵横,2013(20).
[7] 莫璧先.电梯安全性的检测检验分析[J].电子制作,2013(9):225.
[8] 孟凡壮,杨天宇.关于机床伺服电机的选型方法浅析[J].大观周刊, 2012(12):150-150.
[9] 范超毅,范巍.步进电机的选型与计算[J].机床与液压,2008, 36(F05):310-313.
[10] 何永胜,罗志群,崔健坤.电梯光幕测试装置PLC系统设计[J].中国科技纵横,2013.
