高活性白油加氢催化剂RLF-20的开发
2015-09-04毕云飞郭庆洲李洪宝王鲁强
毕云飞,郭庆洲,李洪宝,王鲁强
(中国石化石油化工科学研究院,北京 100083)
高活性白油加氢催化剂RLF-20的开发
毕云飞,郭庆洲,李洪宝,王鲁强
(中国石化石油化工科学研究院,北京 100083)
在优选载体、金属配比、适当提高活性金属负载量以及开发活性金属分散技术的基础上开发了第二代贵金属白油加氢催化剂RLF-20,以中国石油克拉玛依石化公司KN4010橡胶填充油为原料油在中型装置上进行活性评价。结果表明:RLF-20与现有白油加氢催化剂RLF-10W相比,在空速提高25%的情况下产品性质仍能达到食品级白油质量标准;抗硫中毒实验结果表明,与RLF-10W相比,通过提高金属含量以及采用新的分散技术制备的RLF-20催化剂的抗硫性能得到明显提高,其初期脱芳烃率可达87%,运转7天后为85%,下降幅度仅为2.3%。采用中国石化杭州炼油厂提供的芳烃质量分数在10%以上的68号橡胶油为原料,在工艺条件不变的情况下,考察了RLF-20的活性稳定性,结果表明,经过1 000多小时的稳定运转,加氢产品275 nm处的紫外吸光度由运转初期的0.4左右升高到0.6左右,变化幅度不大,完全可以稳定生产合格的食品级白油产品,说明RLF-20催化剂在长期运转过程中具有优异的活性及稳定性。
白油 活性金属 分散技术 芳烃饱和
白油是用于食品、化工等领域的特种润滑油类产品[1-2]。白油的组成一般是相对分子质量为300~400的环烷烃和烷烃,无色、无味、无嗅、化学惰性,并具有优良的光、热安定性。白油的品种主要分为两类:一类是工业级白油,另一类是食品、医药级白油。芳烃和其它含有杂原子的多环化合物具有致癌危险,白油标准中对这类物质(特别是芳烃)的质量分数有严格的限值要求。这些物质的含量通常是以易炭化物和不同波长的紫外光吸光度来衡量。
传统的白油生产方法以硫酸磺化法为主,但由于磺化法生产白油时,原料消耗大、收率低,特别是产生的酸渣不容易处理,造成对环境的严重污染。同时,由于磺化法生产白油采用间歇操作,产品质量不稳定。随着对白油产量、品种和质量要求的不断提高,以及环保要求越来越严格,白油加氢技术得到了快速发展。目前,国外采用加氢法生产的白油约占白油总产量的90%以上。
中国石化石油化工科学研究院对白油加氢技术进行了多年的研究,2000年成功开发了芳烃饱和性能良好的白油加氢催化剂RLF-10W,并以该催化剂为基础,开发了一段法、两段法以及从VGO生产白油的系列白油加氢技术,并相继在中国石油大庆炼化公司、中国石油克拉玛依石化公司和中国石化杭州炼油厂等企业成功应用,产品涉及化妆级白油、医药级白油、食品级白油、聚苯乙烯专用白油、高档耐黄变橡胶填充油等,总生产能力达到180 kta。
近些年,由于白油加氢原料油趋于劣质化,芳烃含量增加,硫、氮含量波动增大,采用现有催化剂难以满足生产要求;另一方面,国内新建的一批白油生产装置也急需采用高活性的白油加氢催化剂。为了应对市场变化,中国石化石油化工科学研究院开发了新一代高活性白油加氢催化剂RLF-20。本文介绍白油加氢催化剂RLF-20的研发过程以及综合性能。
1 催化剂制备
白油加氢原料油一般都已经过加氢处理,其硫、氮含量均已降至很低,但原料中仍然含有一些不稳定物质如烯烃、部分饱和的多环芳烃及烯基芳烃等。这些组分非常容易发生氧化和自聚反应,是影响油品质量的有害物质,必须通过加氢反应将这些组分除去。白油加氢过程发生的主要反应如图1所示。
从图1可以看出,白油中芳烃有单环芳烃和稠环芳烃,这些物质的分子空间结构差异大,特别是苯环上带有较多支链的稠环芳烃,支链的空间位阻效应和分子本身的体积更大,因而需要催化剂具有较大的孔体积和孔径。从热力学角度来看,上述反应都是放热的可逆反应,高压、低温有利于反应的进行。因此,新的白油加氢催化剂必须具有较高的加氢活性,这样才能保证所需反应温度较低。另一方面,白油加工原料油中的硫、氮含量波动增大,因而要求新开发的白油加氢催化剂在具有更高的加氢活性的同时还具有更好的抗硫冲击性能,以满足市场的需要。
1.1 载体性能优化
为了更好地吸附、饱和白油原料油中的芳烃分子,需要载体具有大的孔径,但过大的孔径容易造成载体比表面积下降和机械强度降低。另一方面,根据文献报道[3],催化剂载体中如果含有适量的Brönsted酸(简称B酸)中心也有利于吸附油品中的芳烃分子。基于以上认识,确定新催化剂的载体应该具有一定酸性和较大孔体积。
表1为3种载体的物化性质对比。由表1可知:载体ZT-1具有较大的孔径,而载体ZT-2、ZT-3的孔径较小;在酸性载体中,载体ZT-2和载体ZT-3的B酸量相近,但载体ZT-2的孔径比ZT-3小。
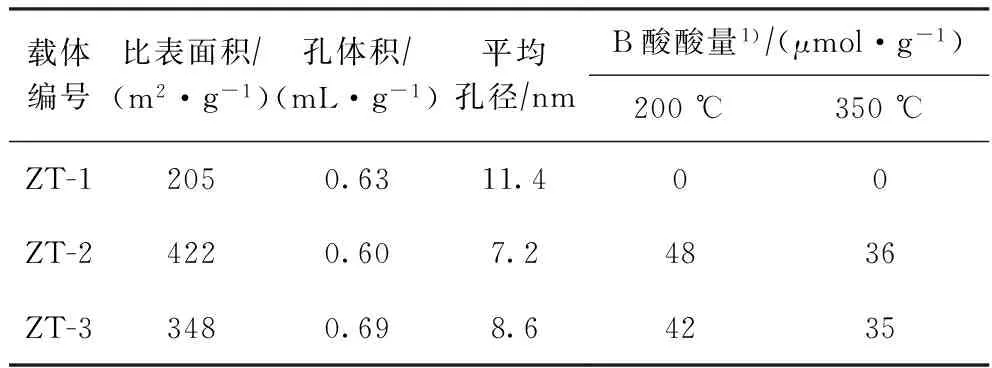
表1 不同载体的物化性质对比
1) 测量方法为吡啶吸附-脱附法。
为了验证表1中3种载体的性能,用3种载体负载同种、等量金属制备了催化剂并以轻脱油为原料油考察其活性。表2为轻脱油的性质,表3为催化剂活性评价结果。由表3可知,尽管酸性载体ZT-2和ZT-3的孔径小于载体ZT-1的孔径,但由于ZT-2和ZT-3含有一定量的B酸,因而由ZT-2、ZT-3制备的催化剂的芳烃饱和性能高于由ZT-1制备的催化剂的芳烃饱和性能。在酸性载体材料中,ZT-3与ZT-2酸量接近,但ZT-3孔径更大,因而以载体ZT-3制备的催化剂的芳烃饱和性能最好,在达到同样的芳烃转化率时反应温度与ZT-2相比至少可降低40 ℃。
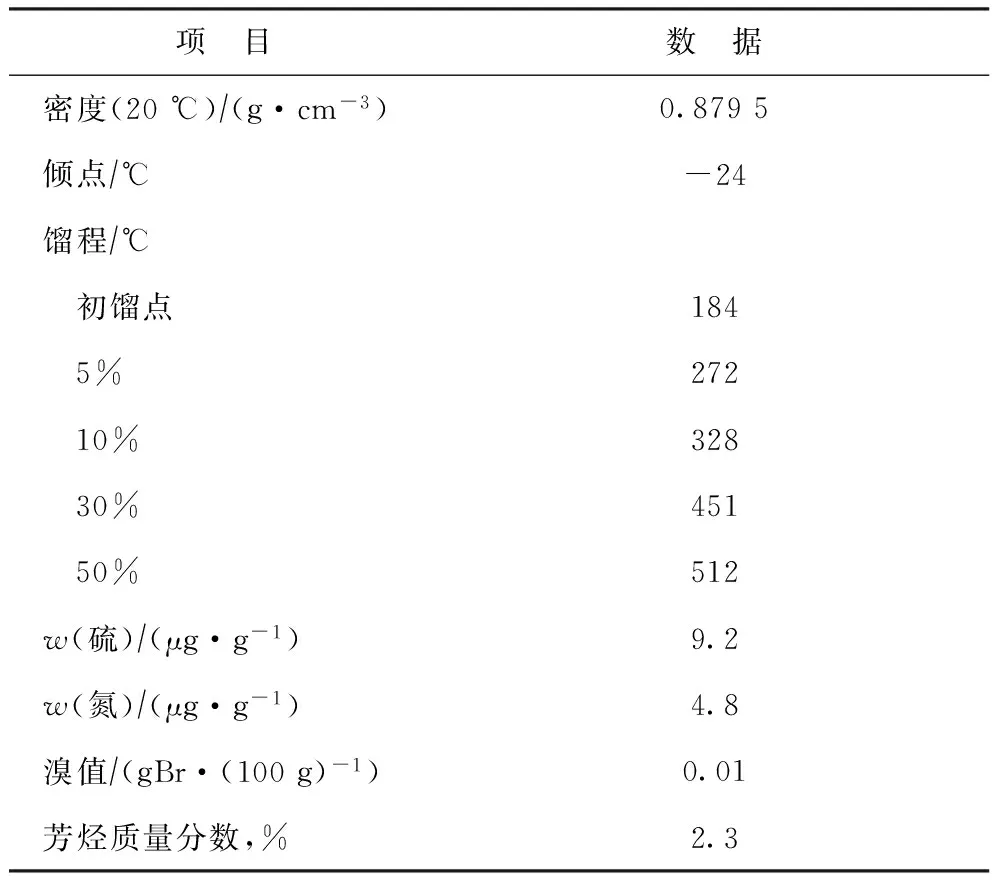
表2 轻脱油原料的性质
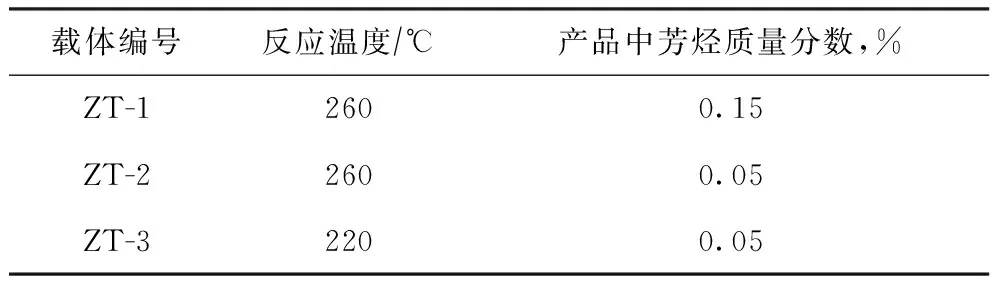
表3 不同载体制备的催化剂活性对比
1.2 加氢活性组分优化
白油加氢催化剂的主要功能是通过加氢脱除油品中的芳烃分子,因而催化剂活性金属需要具有较强的加氢功能。常用加氢活性金属包括非贵金属Ni,Co,W,Mo以及贵金属Pt、Pd等。其中,贵金属Pt、Pd具有较高的加氢活性。为了稳定生产食品级白油,拟采用贵金属Pt、Pd为活性组元[4-7]。
1.2.1 活性金属配比 在微反装置上以甲苯质量分数为10%的正己烷溶液为原料,在反应压力2.0 MPa、反应空速10 h-1、反应温度200 ℃的条件下考察了PtPd质量比变化对催化剂活性的影响,实验结果如图2所示。由图2可见,在保持催化剂中Pt质量分数一定的条件下,Pd的引入量有一最佳值,即PtPd质量比为0.5时催化剂的芳烃饱和性能最好,表明Pd、Pt之间“配位效应”的强弱与两者的原子比密切相关。基于以上研究结果,确定催化剂中PtPd质量比为0.5。

图2 PtPd质量比对催化剂加氢性能的影响
1.2.2 活性金属加入量 以同一种载体采用常规方法制备了不同金属含量的催化剂F-48,F-52,RLF-10W。3个催化剂的单位质量催化剂与单位质量活性金属的吸氢量见表4。从表4可以看出:单位质量催化剂的吸氢量随金属含量的增加而增加,单位质量活性金属的吸氢量随金属含量增加而减小;RLF-10W和F-52催化剂的单位质量活性金属的吸氢量相差不大,说明两个催化剂的活性金属分散度差别不大;催化剂F-48的金属含量大幅度增加,但单位质量活性金属的吸氢量显著降低,说明金属分散度较差。

表4 不同金属含量催化剂的吸氢量
以中国石油克拉玛依石化公司KN4006橡胶填充油为原料油,对催化剂进行活性评价,原料油性质如表5所示。在氢分压15 MPa、反应温度240 ℃、体积空速0.5 h-1的条件下,对不同金属含量催化剂的活性进行了评价,结果见表6。以油品在275,295,300 nm的紫外吸光度表示油品中芳烃质量分数的多少,紫外吸光度越大,说明芳烃质量分数越多。从表6可以看出:与催化剂RLF-10W相比,活性金属含量适当提高的催化剂F-52的芳烃饱和活性显著提高;与催化剂F-52相比,活性金属含量大幅提高的催化剂F-48的活性提高不明显。兼顾活性与市场竞争力,新催化剂的金属质量分数选择基准+0.15%。
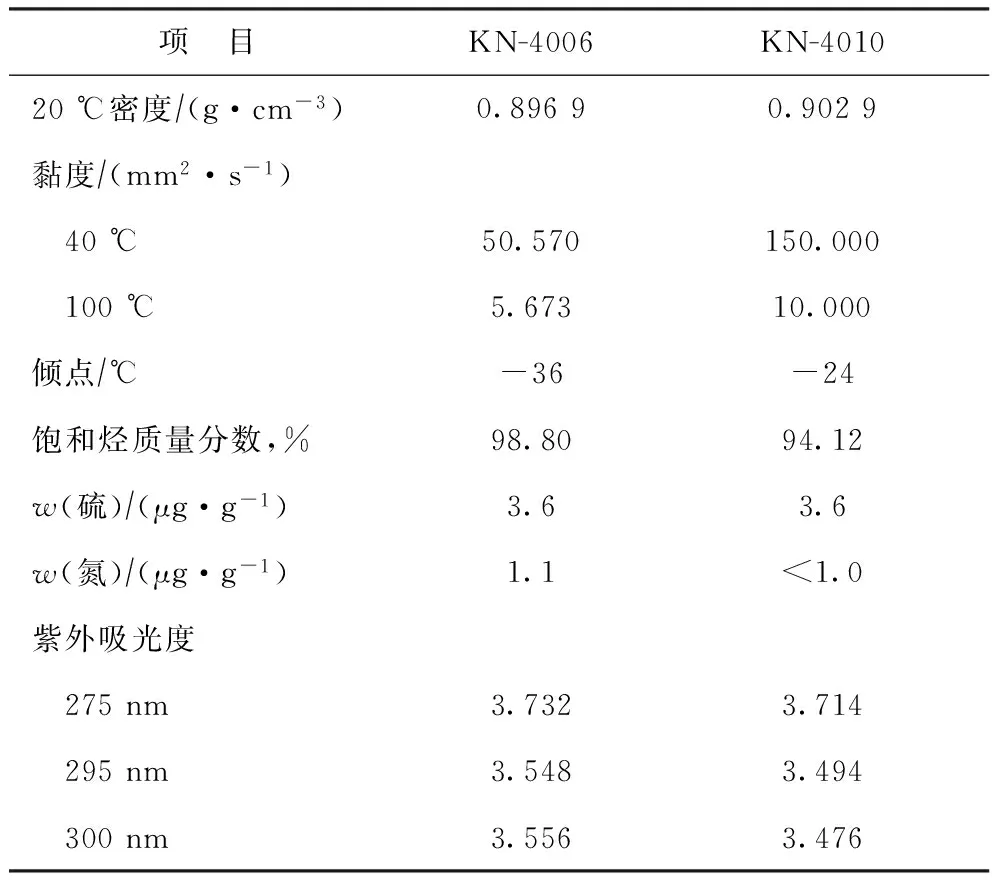
表5 KN4006和KN4010原料油的性质

表6 不同金属含量催化剂的活性评价结果
1.2.3 活性金属使用效率 贵金属催化剂中活性金属含量低,活性金属的分散水平对催化剂性能将产生重大的影响。本课题通过调整活性金属的吸附、分散方式,研究开发了白油加氢催化剂的活性金属分散技术,大幅度提高了催化剂的芳烃饱和活性。实验中用透射电镜和EDX对采用分散技术制备的催化剂F-62和未采用分散技术制备的催化剂F-52进行表征(两种催化剂的金属质量分数均为基准+0.15%),结果如图3所示。从图3可以看出:对于催化剂F-62,活性金属分散得非常均匀,在催化剂载体上未见明显金属颗粒(图3a中方框表示);当未采用分散技术时,在催化剂F-52载体上存在大尺寸的颗粒,直径为10~20 nm(图3b中圆圈表示)。
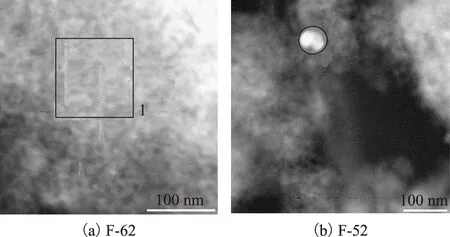
图3 催化剂的透射电镜照片
为了进一步验证上述结果的正确性,采用EDX对催化剂F-62中方框以及催化剂F-52中圆圈内的成分进行元素分析,结果如图4所示。从图4可以看出,在方框内和圆圈内均存在Pt、Pd元素,这一结果进一步证明了分散技术的作用。
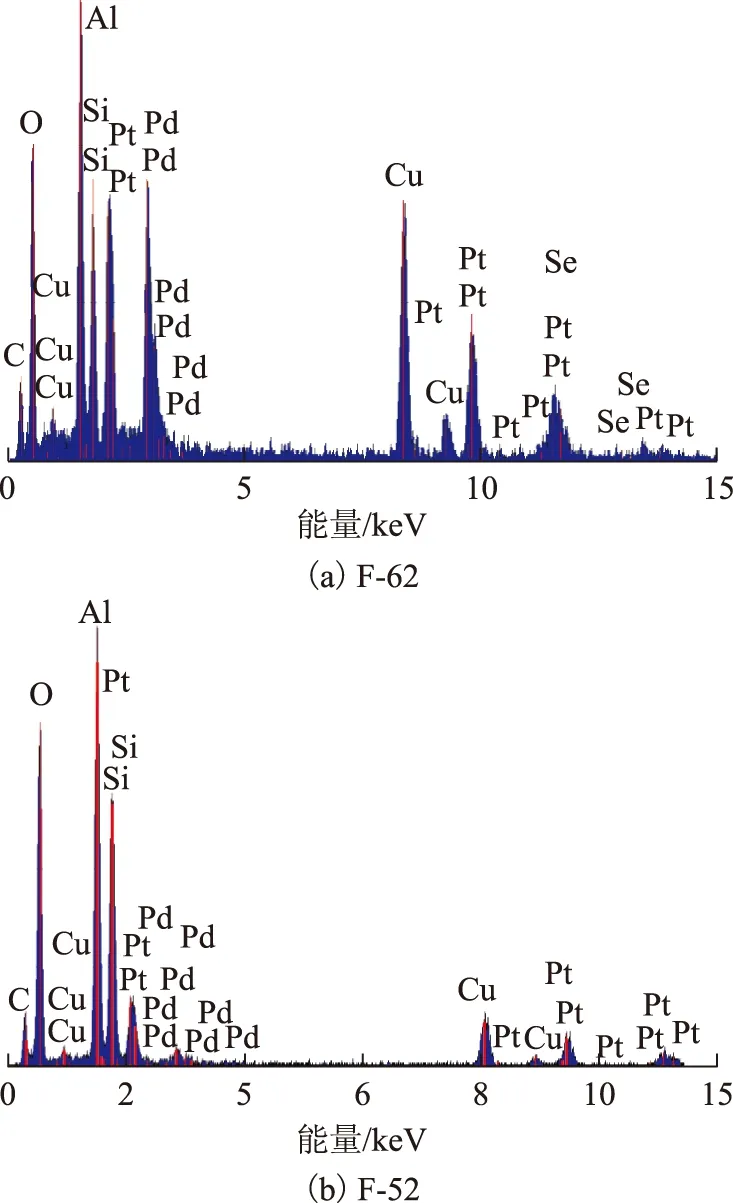
图4 催化剂的EDX分析结果
采用原料油KN4006对F-62和F-52催化剂进行活性评价,实验结果见表7。由表7可见,活性金属分散技术对催化剂活性具有明显的影响,采用分散技术制备的催化剂F-62的芳烃加氢活性明显高于未采用分散技术制备的催化剂F-52。
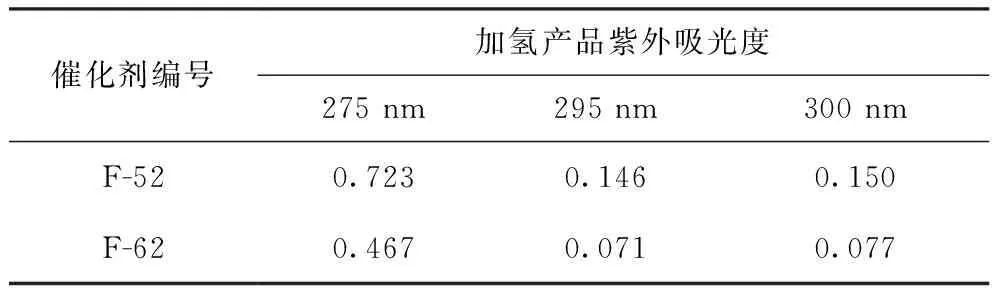
表7 F-62和F-52催化剂的活性评价结果
2 催化剂的综合性能评价
在优选载体和金属配比、适当提高活性金属负载量以及开发活性金属分散技术的基础上开发了第二代贵金属白油加氢催化剂RLF-20。
2.1 催化剂的加氢活性
RLF-20催化剂的活性评价结果见表8。原料油为中国石油克拉玛依石油公司KN4010橡胶填充油(性质见表5),反应条件为:氢分压15 MPa,反应温度240 ℃。由表8可以看出,采用参比剂RLF-10W时生成油的紫外吸光度难以满足食品级白油质量标准,新一代催化剂RLF-20的芳烃加氢活性得到大幅度提高,在空速提高25%时,产品质量仍然可以满足食品级白油质量标准。

表8 RLF-20、RLF-10W催化剂的活性评价结果
2.2 催化剂的抗硫性能
为了考察催化剂的抗硫中毒性能,采用硫质量分数为150 μgg、芳烃质量分数为13%的直馏汽油对催化剂RLF-20以及参比剂RLF-10W进行活性对比评价,试验结果见图5。评价条件为:压力6.0 MPa,温度240 ℃,空速2.0 h-1。由图5可以看出:参比剂RLF-10W在运转初期的脱芳烃率为40%左右,运转7 天后降为20%,下降幅度达50%;与RLF-10W相比,通过提高金属含量以及采用新的分散技术制备的RLF-20催化剂的抗硫性能得到明显提高,初期脱芳烃率可达87%,运转7天后为85%,催化剂脱芳烃率下降幅度仅为2.3%。

图5 催化剂的抗硫性能评价结果■—RLF-10W; ▲—RLF-20
2.3 催化剂的活性稳定性
在中型固定床评价装置上对定型RLF-20催化剂进行了运转稳定性考察试验。采用中国石化杭州炼油厂提供的芳烃质量分数在10%以上的68号橡胶油为原料,该原料的组成见表9。从表9可以看出,该原料除了芳烃含量较高外,其芳烃构成中还含有多环芳烃。
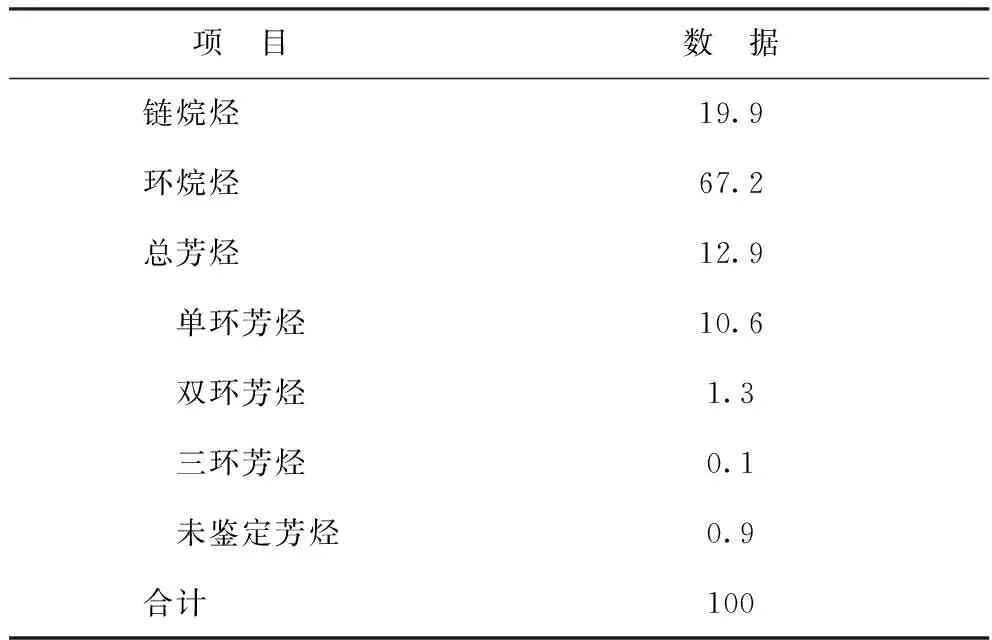
表9 68号橡胶油的质谱组成 w,%
在开始长周期运转前首先对催化剂进行了200 h的常规评价试验,评价原料采用中国石化杭州炼油厂09混合料、KN4010橡胶填充油,完成上述2种原料的评价试验后,切换为68号橡胶油,开始进行长周期稳定性运转,试验过程共运转1 160 h。
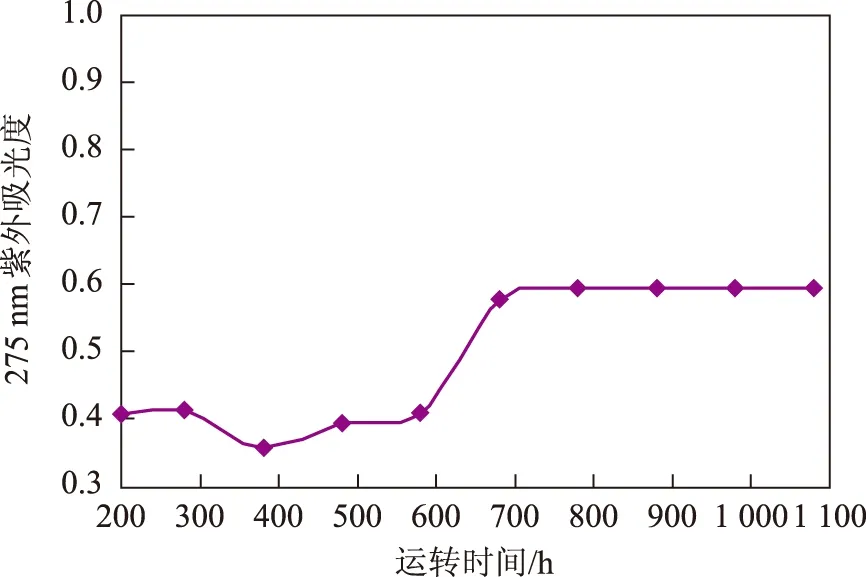
图6 催化剂的长周期运转活性变化趋势
研究结果表明,多环芳烃在加氢过程中,其最后一个芳环是比较难于加氢的,加氢产品中单环芳烃含量的多少及变化,可以较好地说明催化剂的活性及稳定性。因此,在长周期运转试验过程中,选择反映白油产品中单环芳烃含量的275 nm紫外吸光度的变化作为活性及稳定性的考察指标。图6是稳定性运转过程中加氢产品275 nm紫外吸光度的变化趋势。由图6可见,在工艺条件不变的情况下,经过1 000多小时的稳定运转,加氢产品275 nm处的紫外吸光由运转初期的0.4左右升高到0.6左右,变化幅度不大,并且比食品级白油对275 nm紫外吸光度的指标(<1.6)要求低很多,完全可以稳定生产合格的食品级白油产品,说明RLF-20催化剂在长期运转过程中具有优异的活性及稳定性。特别是所采用的原料芳烃含量很高,进一步体现了RLF-20催化剂具有很好的芳烃加氢活性。
3 结 论
(1) 优化设计了新型载体,新型载体不仅有利于大分子芳烃进入反应孔道中,而且有利于这些分子吸附在活性位上。
(2) 在优选载体、金属配比、适当提高活性金属负载量以及开发活性金属分散技术的基础上开发了第二代贵金属白油加氢催化剂RLF-20。以中国石油克拉玛依石化公司KN4010橡胶填充油为原料油在中型装置上进行活性评价,结果表明,RLF-20与现有白油加氢催化剂RLF-10W相比,在空速提高25%情况下产品性质仍能达到食品级白油质量标准。
(4) 采用中国石化杭州炼油厂提供的芳烃质量分数在10%以上的68号橡胶油为原料,在工艺条件不变的情况下,考察了RLF-20的活性稳定性,结果表明,经过1 000多小时的稳定运转,加氢产品275 nm处的紫外吸光度由运转初期的0.4左右升高到0.6左右,变化幅度不大,完全可以稳定生产合格的食品级白油产品,说明RLF-20催化剂在长期运转过程中具有优异的活性及稳定性。
[1] 汪军平,刘新果,刘彩虹,等.国产贵金属芳烃饱和催化剂生产不同黏度食品级白油技术的开发及工业应用[J].石油炼制与化工,2012,43(3):24-27
[2] 孙国权,姚春雷,全辉,等.全氢法生产润滑油基础油技术的开发及工业应用[J].石油炼制与化工,2014,45(10):77-82
[3] Guo Rong,Shen Benxian,Fang Xiangchen,et al.Study on relationship between microstructure of active phase and HDS performance of sulfided Ni-Mo catalysts:Effect of metal loading[J].China Petroleum Processing and Petrochemical Technology,2014,16(2):12-19
[4] Oudar J.Sulfur adsorption and poisoning of metallic catalysts[J].Catal Rev-Sci Eng,1980,22(2):171-195
[5] Matsubayashi N,Yasuda H,Imamura M,et al.EXAFS study on Pd-Pt catalyst supported on USY zeolite[J].Catal Today,1998,45(1234):375-380
[6] Fujikawa T,Koji T,Hirofumi M,et al.EXAFS characterization of bimetallic Pt-PdSiO2-Al2O3catalysts for hydrogenation of aromatics in diesel fuel[J].Catal Lett,1999,63(12):27-33
[7] Chiou J F,Chang J R,Huang Y L,et al.Aromatics reduction over supported platinum catalysts.1:Effect of sulfur on the catalyst deactivation of tetralin hydrogenation[J].Ind Eng Chem Res,1995,34(12):4284-4289
DEVELOPMENT OF HIGHLY ACTIVE WHITE OIL HYDROGENATION CATALYST RLF-20
Bi Yunfei, Guo Qingzhou, Li Hongbao, Wang Luqiang
(SINOPECResearchInstituteofPetroleumProcessing,Beijing100083)
A highly active catalyst RLF-20 for white oil production is developed by optimizing carrier, metal ratio, metal loading, and using metal dispersion technology. A pilot plant test was done using KN4010 rubber filling oil from Kelamay refinery of CNPC as the feed. The results reveal that the product meets the quality standard for food grade white oil at LHSV, 25% higher than the original catalyst RLF-10W. The sulfur resistance of RLF-20 is also improved. The aromatics removal rate in the early stage reaches 87%, then decreases to 85% after 7 days running, only 2.3% less. Under the same conditions, No. 68 rubber filling oil with more than 10% aromatics from Hangzhou Refinery of SINOPEC was used to do the stability test. The 1 000 h stability test demonstrates that small changes in UV adsorption at 275 nm only from 0.4 in the initial stage to about 0.6 are observed, which indicate a good stability of RLF-20 for food grade white oil production.
white oil; active metal; dispersion technology; aromatic saturation
2014-08-07; 修改稿收到日期: 2014-09-22。
毕云飞,博士,高级工程师,主要从事加氢催化剂的研制工作。
毕云飞,E-mail:biyf.ripp@sinopec.com。
中国石油化工股份有限公司资助项目(No.111138)。