1500 mm宽带轧制润滑设备改造
2015-08-19王晓运莱芜钢铁集团银山型钢公司板带厂山东莱芜
武 强 汪 洋 王晓运 熊 双(莱芜钢铁集团银山型钢公司板带厂 山东莱芜)
1500 mm宽带轧制润滑设备改造
武强汪洋王晓运熊双
(莱芜钢铁集团银山型钢公司板带厂山东莱芜)
1500mm宽带轧制润滑系统在生产过程中,轧制润滑泵站压力波动超压,轧制润滑集管喷嘴堵塞,集管易受带尾碰损,材料耐热能力不足易变形,喷嘴底座受热易产生裂纹,集管连接软管更换困难,油路控制阀门阀芯锈蚀卡塞,对这些问题进行改进,保证系统正常使用。
轧制润滑改造故障分析
一、引言
热轧工艺润滑技术是在轧制过程中,向轧辊辊面喷涂一种特殊的润滑剂(轧制油),通过轧辊的旋转,将润滑剂带入变形区,使轧辊与轧件表面形成一层极薄的油膜。这层油膜能改善变形区的变形条件,降低轧制力,减轻轧辊磨损,提高产品表面质量。1500 mm宽带轧制润滑系统应用于热轧工艺,起到了降低轧制力,减轻轧辊磨损,提高产品表面质量和延长换辊周期的作用。但在实际使用中,也出现了轧制润滑泵站压力波动超压,轧制润滑集管装置喷嘴堵,集管易受带尾伤害,集管材料耐热能力不足易变形,喷嘴底座受热易产生裂纹,集管装置连接软管更换困难以及油路控制阀门阀芯锈蚀卡塞等问题。
二、轧制润滑系统工作原理(图1)
轧制润滑系统由供油、供水、油水混合及喷射和控制等子系统组成。供油和供水系统分别经增压、过滤、计量和控制阀进入混合器,混合后的油水机械混合液通过喷射系统送到工作辊面进行润滑。热金属检测器自动检测坯料的到达并与各机架的轧制压力信号共同控制喷射系统的工作、停止程序。每个机架由1台计量泵独立供油,1个电磁阀控制供油,1个混合器完成油水混合。
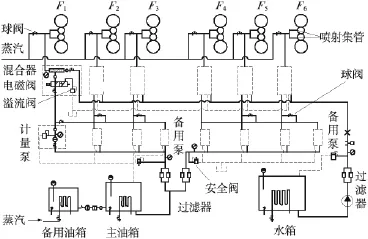
图1 轧制润滑系统工作原理
三、故障分析
1.轧制润滑泵站压力波动超压
轧制润滑主站采用计量泵供油,受计量泵工作原理的限制,计量泵在工作时供油方式为间歇性不连续供油,系统压力波动大。目前主要采用阻尼器稳定供油压力,但受设计回路的影响,计量泵出口压力过高、压力波动过大的问题依然存在,瞬间峰值压力达到1.5 MPa,远远大于计量泵1 MPa的允许使用压力,泵出口压力波动值为0.3~1.5 MPa,造成计量泵损坏。
2.控制阀阀芯锈蚀卡塞
油水混合及喷射系统是整个系统的关键部件,每台机架配1套,分别由喷嘴、混合器、电磁阀、压力调节、自循环等装置组成(图2),保证通过的油水充分混合并使润滑油颗粒均匀弥散在水中形成机械混合状态,在短时间内不聚合,以保证获得良好均衡的润滑效果。在轧钢生产间歇,二位三通电磁阀的换位可使油介质保持自循环状态以保证管道中始终充满液体、保持压力和防止温降。使用维护过程中发现二位三通电磁阀阀芯有锈蚀卡塞现象,正常供油状态与自循环状态无法正常切换,造成工作状态时无法正常给混合器供油,混合液浓度达不到要求;循环状态时无法正常回油,计量泵压力过高。
3.轧制润滑集管装置缺陷(图3)
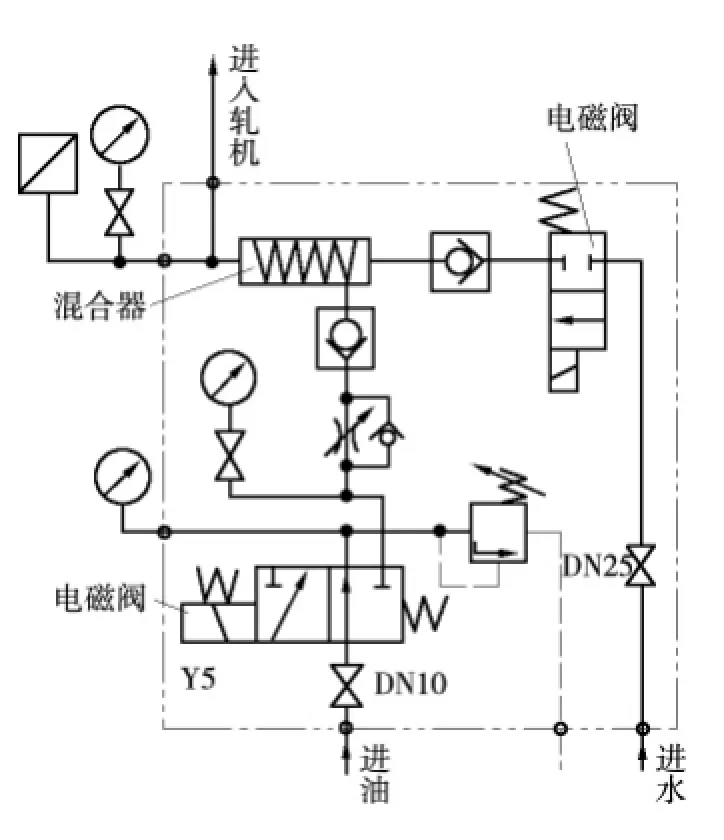
图2 油水混合控制

图3 改造前集管

图4 改造后集管
(1)集管内结污垢,造成喷嘴堵塞。集管装置安装于入口上、下切水板中间,受高温带钢烘烤等因素的影响,残留于集管装置中的润滑溶液出现凝结,造成集管内径减小影响正常的流量。喷嘴上溶液的凝结,直接造成喷嘴堵塞,使轧辊表面润滑不均匀,轧辊表面摩擦因数的降低也将处于不均匀状态,影响带钢表面质量的稳定,同时增加了操作的风险,通常被迫频繁更换集管装置。
(2)喷嘴口径小清洗困难。系统设计的集管自清洗方式是利用自动蒸汽吹扫清洗,在实际使用过程中,由于喷嘴孔径较小,集管中结垢的杂物无法通过,有的甚至卡塞在喷嘴中,喷射过程中造成喷射角度偏移,轧辊润滑扇形面混乱不规则。
(3)缺乏防护措施,易受带钢碰损。集管装置安装于入口切水板上,处于带钢与切水板之间的狭小空间内,与带钢距离很近,F4~F6轧机上的集管装置距离带钢更近,在带钢快速甩尾时,集管装置易受到严重拍击,致使集管变形、断裂。
(4)集管材质耐热能力不足易变形。现集管采用的材料为1Cr18Ni9Ti,其耐高温的能力较差,长期处于高温环境中已出现变形,改变了喷嘴喷射的位置角度。
(5)集管装置更换困难。为保证喷射到轧辊上的润滑液流量均匀,集管装置进液口连接接头设计于集管中部,更换连接集管和混合器的软管时,需要从集管中间部位拆卸接头,受到切水板空间限制拆装作业困难,通常更换一次需要半小时以上。
四、改造
1.设计稳压回路
在计量泵出口增加卸荷回路,设定压力<1 MPa。当系统压力由于某种原因上升到设定压力时,卸荷回路使泵站压力降到1 MPa以内,避免计量泵过载损坏。
2.控制阀阀芯改用不锈钢材料
轧钢生产间歇,二位三通电磁阀的换位可使油介质保持自循环状态以保证管道中始终充满液体,并保持压力和防止温降。为防止水进入油系统中,二位三通电磁阀前的单向阀将水和油隔离,但难免有少量水进入。二位三通电磁阀阀芯采用普通碳钢材质,水的进入易造成阀芯锈蚀导致电磁阀卡塞。将电磁换向阀阀芯改用不锈钢材料,避免阀芯锈蚀卡塞事故的发生。
3.改进集管装置(图4)
(1)集管两侧增设G3/4英寸丝堵。定期清理时,取下丝堵,利用系统高压水或蒸汽快速吹扫清理,使集管内大颗粒通过集管两端排除,避免集管内大颗粒杂质存留,实现在线清理。
(2)为保证轧辊两侧轧制润滑混合液的均匀分布,同时满足更换快捷方便的作业要求,将集管入口接口引至滑水板侧面,更换作业时间降低到半小时以内。
(3)为提高集管装置的耐热能力将集管材料改为Cr25Ni120,解决了集管变形问题。
(4)集管装置外用角钢焊接防护罩,避免带钢快速甩尾造成集管装置受到严重拍击。
〔编辑李波〕
TG333.2
B
