高线精轧机增速箱振动故障诊断
2015-08-19袁坤于世水武钢集团昆明钢铁股份有限公司昆明
袁坤 于世水(武钢集团昆明钢铁股份有限公司 昆明)
高线精轧机增速箱振动故障诊断
袁坤于世水
(武钢集团昆明钢铁股份有限公司昆明)
高速线材精轧机增速箱故障诊断实例,说明设备故障诊断技术应用于高速旋转设备的必要性和对把握设备运行状况和指导设备维修的重要作用。
故障诊断频谱分析增速箱轴承缺陷
一、精轧机组概况
昆钢棒线厂高速线材车间于1995年5月投产,设计年生产能力35万吨,轧制最高速度为125 m/s,属高速连轧设备。轧制规格,普通线材直径5.5~20 mm,螺纹线材直径6~16 mm,盘卷重量约2 t/卷。
1.技术参数
精轧机组由德国西马克公司设计制造,由精轧机、机架、增速箱等装置组成。其中精轧机电机型号TS6300,功率6300 kW,转速475~1700 r/min。增速箱主动大齿轮齿数Z1=167,右旋斜齿;奇数架被动齿轮齿数Z3=45,左旋斜齿;偶数架被动齿轮齿数Z2=36,左旋斜齿。
2.传动方式
精轧机共10个机架,呈V形90°布置,每个机架由1个锥齿箱和1个插入式辊箱组成,电机传动增速箱,通过齿轮配速分别传动奇数机架(H19、H21、H23、H25、H27)和偶数机架(H20、H22、H24、H26、H28),见图1。

图1 精轧机齿轮箱传动示意图
3.振动监测
(1)监测位置。精轧机增速箱采用SCHENCK-VIBROTEST41X型振动仪进行振动监测,6个监测点分别设置于增速箱Ⅰ轴、Ⅱ轴、Ⅲ轴6个测点轴承座处,见图2。通常情况下专业点检按2次/周的频次进行设备点检。
(2)振动标准。参照德国西马克公司提供的增速箱测点振动参考限值(表1)。

图2 增速箱测点布置图

表1 增速箱测点振动参考限值表mm/s
二、设备运行情况
(1)高速线材车间精轧机增速箱通常情况下专业点检按2次/周的频次进行设备点检,2011年12 月17日点检时发现增速箱Ⅰ轴、Ⅱ轴、Ⅲ轴6个测点轴承座垂直方向振动值都有上升的趋势,其中Ⅱ轴V2b测点振动值上升幅度达2.35 mm/s(正常值≤1.8 mm/s),用听音棒监听有轻微异响,振动监测记录见表2。

表2 增速箱振动监测记录mm/s
(2)为了跟踪增速箱的运行状况,2011年12月18日开始加大点检频次,点检周期临时改为每天1次。19日早班精轧机组利用改品种时机定期更换H28机架辊箱,复产后继续监测运行,振动值仍偏上限临界值,至20日轧制φ8 mm光圆普通线材时增速箱振动值再次上升,特别是Ⅱ轴V2b测点垂直方向的振动值高达3.32 mm/s,异响也随之加剧,因怀疑是19日更换H28机架的辊箱存在装配问题而引起的振动加剧,21日重新拆检H28机架辊箱,经检查辊箱装配均满足误差要求,开机后振动值仍处于超标状态。振动监测记录见表3。

表3 增速箱振动监测记录mm/s
三、频率分析
由于2011年12月20日精轧机增速箱的振动主要在表现在Ⅱ轴V2b测点,故选择V2b测点的垂直方向利用SCHENCKVIBROTEST41X型振动分析仪进行振动分析。
(1)2011年12月20日监测精轧机增速箱时正在轧制8 mm光圆普通线材,轧制速度73 m/s,电机转速887 r/min,增速箱特征频率见表4。

表4 增速箱特征频率表
(2)2011年12月20日采集到的增速箱Ⅱ轴V2b测点振动频谱见图3,与增速箱Ⅱ轴V2b测点频谱图对应的特证频率见表5。

图3 增速箱V2b测点频谱图
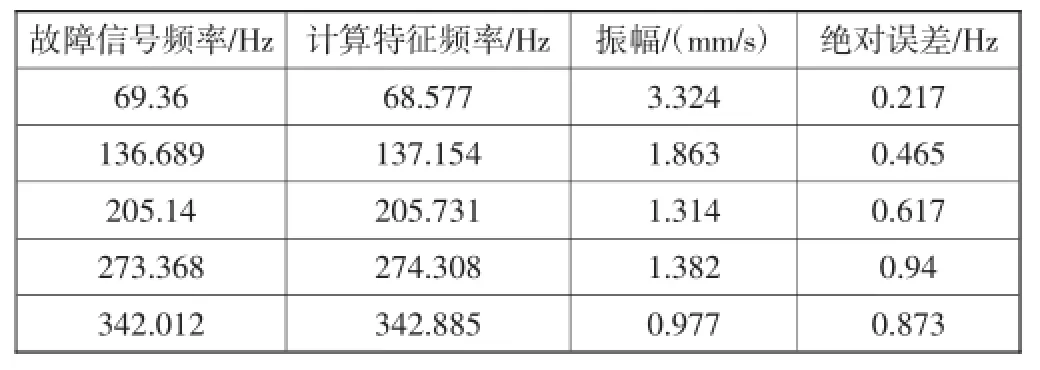
表5 特证频率表
(3)增速箱V2b测点垂直方向振动频谱图分析。
主要振动频率在增速箱Ⅱ轴旋转频率68.36 Hz上,占振动值的主导地位,振幅高达3.32 mm/s,谱图上反映的Ⅱ轴旋转频率68.36 Hz与计算特征频率68.577 Hz较接近,并伴有明显的倍频现象。未出现增速箱的轴承润滑不良、齿轮跳动、转轴弯曲的特征频率。由振动理论可知,如果机械系统的振动响应中包含某些频率成分,就有与之相应的同频激振源。如某一个或几个频率分量的响应幅值增大,则必然是其相对应的激振力的幅度有所增大而引起的。
综合上述分析,根据故障的典型频谱特征判断,造成增速箱V2b测点垂直方向振动大的主要原因可能是Ⅱ轴轴承存在故障缺陷所致。
四、轴承故障缺陷分析
精轧机增速箱测点Ⅱ轴V2b轴承座由型号为NU1034 MP/ C4圆柱滚子轴承(GB/T 283)和6034 MA/C4深沟球轴承(GB/T 276)配套组成。
滚动轴承缺陷特征频率的计算
滚动轴承缺陷特征频率的计算结果见表6。

表6 滚动轴承缺陷特征频率表Hz

图4 NU1034圆柱滚子轴承保持架损坏图
根据滚动轴承运转时,各元件的相互动力作用形成了各自的特证频率,如果在频谱图中出现了滚动轴承缺陷的振动特征频率分量,那么对应的各轴承元件有缺陷存在。对照增速箱轴Ⅱ旋转频率(68.360 Hz)及滚动轴承缺陷特征频率表(表5)可知:增速箱Ⅱ轴旋转频率(68.360 Hz)近似于型号为NU1034MP/C4轴承保持架碰内环缺陷特征频率(34.357 Hz)的2倍频,由此可判断型号为NU1034MP/C4轴承保持架可能已损坏。

表7 增速箱振动监测记录mm/s

表8 增速箱2012年1月3日~5日振动监测记录mm/s
为了完成2011年产量任务,从2011年12月22日起采用低速大规格轧制维持生产,同时加大对增速箱的监控运行,从12月22日-24日监测数据(表7)判断,采用低速大规格轧制基本能维持设备的运行条件。
五、验证情况
(1)2011年12月25日棒线厂高速线材车间完成全年生产任务,2011年12月26日~2012年1 月2日开始停机年终检修,拆检精轧机增速箱时发现NU1034圆柱滚子轴承保持架已出现两处断裂点(图4),6034深沟球轴承外环有轻微磨损。
(2)更换增速箱NU1034圆柱滚子轴承、6034深沟球轴承及相关设备检修后,于2012年1月3日恢复生产,从增速箱复产后的振动监测情况(表8)可知增速箱运行恢复正常。
〔编辑李波〕
TG333.6+2
B
