药芯焊丝在模具维修管理中应用
2015-08-19刘现栋任光合哈尔滨汽轮机厂有限责任公司哈尔滨华创天元实业发展有限责任公司河北廊坊
刘现栋 任光合(.哈尔滨汽轮机厂有限责任公司 哈尔滨 .华创天元实业发展有限责任公司 河北 廊坊)
药芯焊丝在模具维修管理中应用
刘现栋1任光合2
(1.哈尔滨汽轮机厂有限责任公司哈尔滨2.华创天元实业发展有限责任公司河北廊坊)
随着机械制造业的快速发展,模具维修已成为生产中的一大难题。为此业内人士研究出多种焊接方式,其中表面堆焊是较为实用和快捷的方式。现从CO2气体保护焊及埋弧堆焊的角度介绍模具的维修方法及效果。
药芯焊丝模具维修埋弧堆焊CO2气体保护焊
一、前言
实际生产中,一些模具会产生局部的磨损或损坏,如果重新加工首先是周期较长,极易耽误生产;其次是成本较高,加重企业的生产负担。因此,企业多采用对模具进行维修等方法解决磨损或损坏问题,如表面研磨、镶嵌耐磨块、表面堆焊等。表面堆焊有电弧焊、电阻焊、高能束焊、钎焊及特殊焊接(高频焊、摩擦焊、超声波焊等)5种主要方式,电弧焊是较常用的堆焊方式。焊接材料主要分为焊条、焊丝、焊带、焊剂等,药芯焊丝作为焊丝的一种,是近年来重点发展的焊接材料之一。现就药芯焊丝电弧焊在模具中的应用进行论证。
二、模具维修及问题描述
随着机械制造业的发展,模具行业的生产规模和质量也有了迅速发展和提高且成为生产中的支柱企业。众多的冲压模具已经成为企业的主要资产,为保证磨具性能多采用高强度钢,比如BH钢(烤漆硬化钢)、DP钢(双向硬化钢)、TRIP钢(相变诱导塑性钢)等,这些材料的使用,既改变了零部件的应变能力分布及碰撞吸收特性,也提高了整体性能。但高强度钢的使用,给零件加工带来了起皱、破裂及回弹等潜在问题,这对模具的硬度和精度提出了更高的要求,同时也增加了模具制造的成本。冲压模具的硬度一般多在58 HRC以上,要求具有良好的耐磨性、强度及韧性,多采用碳素工具钢、合金工具钢、铸铁、空冷钢等材料。在生产过程中冲压模具与生产材料相接触以及传递压力等,会产生磨损、断裂、变形及疲劳等时效形式。黏着磨损是冲压模具失效的主要形式,同时附带少量的磨粒磨损和疲劳磨损。模具失效的原因有多种,如材料性能不过关、热处理不合格、表面加工不达标、使用维护不符合要求等。
三、药芯焊丝的种类及特点
焊丝按照制造方法可分为实芯焊丝和药芯焊丝,药芯焊丝也称为管状焊丝(或折叠焊丝),是近年来迅速发展的一种新型焊接材料。它是将药粉包在以不同加工方法制成的薄钢带或钢管内,经轧拔加工制成的焊丝,主要有气体保护焊、埋弧自动焊和自保护焊等几种类型。药芯焊丝可通过调整药芯添加物的种类和比例,来改变焊接材料的应用场合,当直径<2 mm时,截面多为O形;当截面>2 mm2时,截面多采用T形、E形、梅花形及双层形等特殊截面。由于金属外皮进入到焊芯内部,特殊截面的焊丝熔滴过渡、抗飞溅等性能有所改善,利于提高电弧稳定性。
相比实芯焊丝,药芯焊丝制造成本较高、送丝困难、保管条件严格,因此发展的较晚。但药芯焊丝具有飞溅小、焊缝成形美观、焊接速度快、可全方位焊接等特点,在近10年引起国内相关企业的关注。模具维修中采用的药芯焊丝多为高强度钢用药芯焊丝和耐磨堆焊用药芯焊丝。高强度钢用焊丝按焊缝强度高低分为Mn~Mo系和Mn~Cr(Ni)~Mo系,当焊接强度要求较高时,一般常采用含Ni的焊丝,采用烧结型焊剂。耐磨堆焊用药芯焊丝耐磨堆焊常采用CO2堆焊、埋弧堆焊及自保护焊丝的方式。CO2堆焊所用焊丝一般较细,其特点是熔敷速度快、焊渣较少、焊道美观,多用于合金成分不太高的准焊层。药芯焊丝埋弧堆焊一般采用大直径的焊丝,焊接效率较高,焊接硬度值可通过焊剂调节。自保护药芯焊丝是钢带包裹药粉,加入药粉总质量占焊丝总质量的15%~30%。药粉晚于钢带融化,保护作用相对滞后,易在焊缝中产生气孔,常用于野外作业。
四、药芯焊丝的焊接工艺
由于模具具有较高的硬度,一般出现的失效形式是表面磨损,常见的修复方法是表面堆焊。但有些模具有时也会出现破坏性损坏,比如有的横梁剖切模,其材料一般采用T8工具钢,凸模和凹模的刃口容易出现崩刃甚至断裂,如果重新制造,既增加成本,又延缓了产品生产;如果进行镶嵌修复,则增加了工艺复杂性。作者尝试运用CO2气体保护焊和埋弧堆焊的方法进行修复,取得了预期效果。现以T8模具钢为例,其主要成分及性能如表1所示:
由于T8钢的淬火状态硬度较高,如果采用直接热焊,会在模具表面产生退火,降低工件的刚性,从而增加其热变形。如果工件较厚,还极容易产生重复裂纹。鉴于上述原因,计划采用冷焊方式,同时采用较小的工艺参数。焊接后采用一定的保温措施,控制焊接区的热变形及硬度变化。
1.焊材及设备选用
根据剖切模的结构特点,计划先采用CO2保护焊打底,埋弧焊盖面的方式进行修复。CO2气体保护焊选用天津雷公焊接材料有限公司生产的LQ3337焊丝,焊丝直径1.6 mm,焊接设备选用NB-500KR型CO2气体保护焊机;埋弧堆焊选用北京某公司生产的LM5835焊丝,焊丝直径3 mm,焊接设备选用MZ-1250型埋弧自动焊机(表2)。
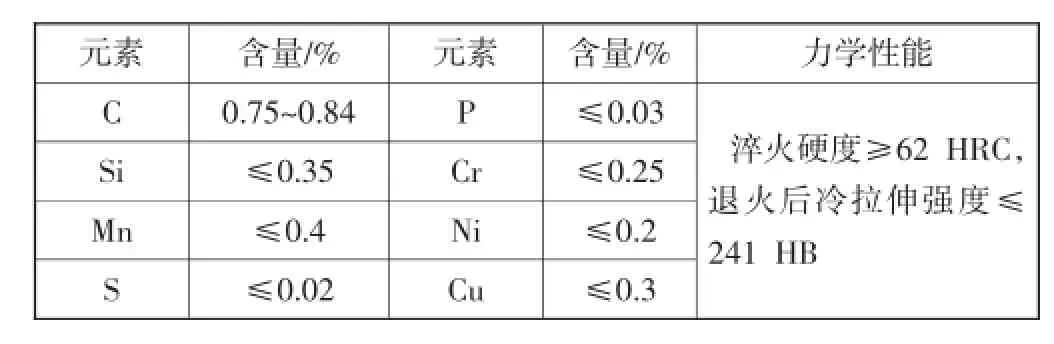
表1 T8工具钢的元素组成及力学性能

表2 药芯焊丝主要元素成分表
2.焊接中需注意的问题
焊接工艺采用多层焊接,焊接过程中需要预热,如果预热温度较低,则容易产生裂纹及气孔等缺陷,预热温度过高又会造成焊缝组织粗大,导致熔敷金属化学成分变化,影响焊缝的组织和性能。因此,在实际焊接过程中,无论是CO2焊接还是埋弧焊接,都要严格按照设定的焊接参数执行,如果超出范围,则容易影响焊缝质量。
例一,CO2焊接质量管理。
(1)焊接速度过高,就会产生咬边、未焊透、气孔等缺陷;焊接速度过低,则易造成焊接变形、焊缝组织粗大等缺陷。
(2)焊接电压和电流较大,熔滴呈现颗粒过渡和焊缝质量较差;焊接电流和电压较小,熔滴呈现短路过渡,焊缝成形较为美观。
(3)由于CO2保护气体的存在,则焊接过程中易产生飞溅问题,气体流量不足,则易产生气孔;若气体流量过大,则会造成焊缝表面氧化物较多,降低焊缝质量。
例二,埋弧焊接质量管理。
(1)焊接速度过低,熔深增大,热变形区变形量增大,造成焊缝成形不良;焊接速度过高,熔深减小,易产生气孔,造成焊缝边缘参差不齐。
(2)焊接电流和电压过高,会使熔滴过渡恶化,增加气孔,使焊缝凹凸不平;若焊接电流和电压过低,会减小熔池熔深,造成气孔增加,影响焊缝表面质量。
3.焊接操作步骤及工艺参数
厚板焊接会经常出现层状撕裂、冷热裂纹、焊接变形、焊接应力等缺陷。为确保模具焊接后的性能检测,焊前应采用T8钢板进行工艺试焊,参考上文的分析,CO2气体保护焊与埋弧焊的操作步骤如下。
(1)焊前操作步骤。
①去除对接表面疲劳层、油污及锈迹。
②按照GB 985-1988要求处理焊接面坡口。
③对焊剂进行干燥处理1~2 h。
④对模具进行预热,预热温度200~300℃,预热时间0.5~1 h。(2)焊接工艺要求。
①CO2气体保护焊的气体纯度为99.5%,气体流动速度20 L/min;埋弧焊直流反接,焊剂采用HJ350。
②CO2气体保护焊为打底焊,焊接时注意受热均匀,保持一定的熔深,避免有未焊透、夹渣等缺陷。
③焊接时保证每层的厚度,层间温度控制在200~300℃。
④当母材表面高于焊层之间3~5 mm距离时,采用埋弧堆焊,焊接时注意焊缝要平整。
⑤焊接过程中防止冷热裂纹的产生,焊接完成后注意去应力退火,加热温度650℃后保温缓冷。具体的焊接参数详见表3。
五、焊接效果比对
(1)对焊接后的样件进行磁粉探伤及超声波探伤,并未发现焊缝有裂纹等现象,这说明焊接工艺可以满足要求。使用便携式硬度检测仪对焊缝进行硬度检测,CO2气体保护焊缝硬度为52 HRC,埋弧堆焊焊缝硬度为60 HRC。对样件进行冲击试验、磨损、抗裂性试验等,发现样件可以满足指标要求。
(2)用JXA-8800R型电子探针观察焊接后的显微组织里可以看出生碳化物位于共晶碳化物的中心,中心具有一个或多个缩孔,表面光滑,较为规则。在形如树枝的组织边缘分布有白色的奥氏体析出的二次碳化物,降低组织中碳的含量。
(3)对CO2保护焊缝进行组织观察,焊缝区的组织主要为铁素体、珠光体,同时还有少量贝氏体,热影响区组织主要是索氏体和贝氏体,通过对比焊缝区与热影响区的组织,可以发现采用的工艺取得了预期效果,通过焊前预热、焊后热处理等措施,有效抑制了马氏体的生成,避免了冷裂纹的产生,保证了焊缝的质量。

表3 焊机工艺参数
六、结论
通过上述及对焊缝组织的观察,经过焊接后的模具可以达到正常使用的要求。其中CO2保护焊可以作为焊缝的打底焊,同时为增大模具焊接部位的耐磨性能,可在CO2保护焊的基础上进行埋弧表面堆焊。再通过一定的处理工艺,既可有效防止产品焊接后性能降低等问题,又能大大降低生产成本。
〔编辑王永洲〕
TH17
B
