细长轴车削加工尺寸误差研究
2015-07-03尚广云邓志平张正义
尚广云,邓志平,张正义,仲 良,龙 俊
(西华大学,四川成都610039)
0 引言
在车削力的作用下细长轴类工件极易产生弯曲变形造成较大的尺寸误差,原因在于其(长径比大于20的轴)刚性差,故难以保证其加工精度,因此细长轴的车削加工一直被公认为典型的工艺难题。文献[1]在车削细长轴时,采用了专用夹具,并对刀具材料、几何参数、切削用量等进行分析。文献[2]分析了采用切向进给电火花加工细长轴代替传统的切削加工的关键技术。文献[3]采取反向走刀、一夹一顶装夹工件、蘑菇头销子增加刚性并减小刀杆变形量等措施车削细长丝杠。文献[4]应用人工神经网络建立起使用跟刀架车削细长轴时的尺寸误差预测模型,并基于该模型研究切削用量对尺寸误差的影响。文献[5]对一夹一顶装夹的细长轴进行尺寸误差分析,得出了径向力F2是造成细长轴尺寸误差的主要因子。
本文通过建立细长轴尺寸误差力学模型,定性分析出径向力F2是造成细长轴尺寸误差的主要因子,再由有限元仿真分析实验进行验证,结果表明:本文研究成果对细长轴的实际车削具有指导意义。
1 细长轴尺寸误差分析
普通轴类工件车削过程中,尺寸误差是由工件和车刀的偏移共同造成的,而细长轴类工件的尺寸误差主要由弯曲变形引起。图1为细长轴车削过程的误差模型,虚线表示没有弯曲变形时细长轴直径D1,粗实线小圆为细长轴车削之后直径D2,粗实线大圆为加工前直径 D3。图中[6]ap 为背吃刀量,为车削过程中细长轴在y、z方向产生的弯曲变形[6]。

图1 加工误差模型
即细长轴车削后的实际直径为:

为更加深入分析细长轴弯曲造成的加工误差,将切向力Fy、径向力Fz所造成的弯曲变形分解在两相互垂直的方向,如图2所示:
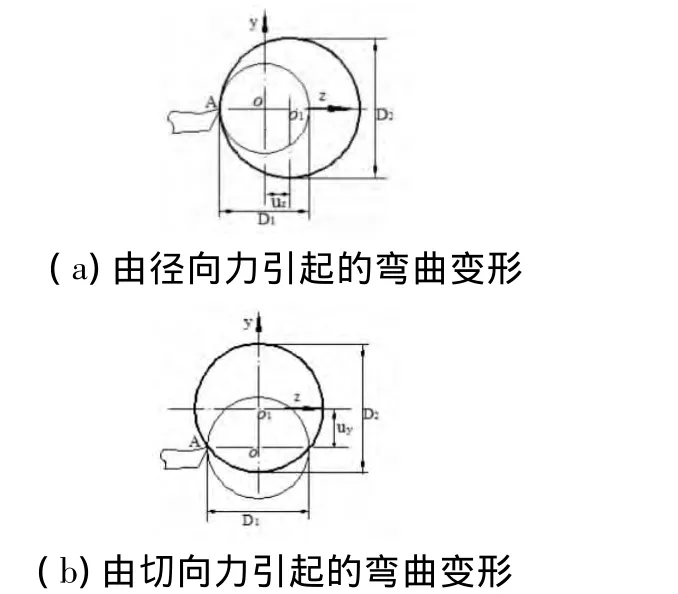
图2 径向力和切向力引起弯曲变形的不同影响
图2(a)小圆为细长轴理论加工直径,大圆为在径向力Fy作用下加工之后细长轴的直径。结合式(1)、(2)可得细长轴尺寸误差为(此时uy=0):

图2(b)小圆为细长轴理论加工直径,大圆为在切向力作用下加工之后细长轴的直径。由于uy远小于 D1,结合式(1)、(2)可得细长轴尺寸误差为(此时 uz=0):

通过对比分析式(3)、(4)可知:由径向力Fz引起的尺寸误差远大于切向力Fy引起的尺寸误差,因此可得径向力Fz是造成细长轴弯曲变形的主要因素。
2 经验公式计算
切削力经验公式是用来估算加工中切削力的大小,它是通过大量的切削实验数据而建立起来的,对生产实际具有相当的参考价值,因此在机械制造加工中被广泛应用。常用的经验公式有单位切削Υ经验公式和指数经验公式两种,本文采用的是切削力指数经验公式,具体公式如下[7]:

式中:CFz——切削条件和工件材料影响系数;
XFZ——背吃刀量 影响指数;
yFZ——进给量f影响指数;
KFZ——与经验公式中切削条件不同时的修正系数。
其中 KFm=KmF·KKrF·KΥoF·KλsF·KrεF
45号钢通常会正火或调质处理,抗拉强度≥600MPa,本文取 600MPa。
查表附录表1得:KyF

查表附录表2得:切向力:KKrF=0.89;
径向力:KKrF=0.5;KΥoF=0.85;1KλsF=1;KrεF=0.7
计算得:KFy=0.7275;KFz=0.2670;KFx=0.9367
查表附录表3得:切向力相关系数:CFz=270 xFz=1;yFz=0.75;nFz=-0.15
径向力相关系数:CFz=199;xFz=0.9;yFz=0.6;nFz=-0.3
所以两个切削分力计算公式如下:

vc=100m/min ap=2mm f=0.3 计算得:Fy=782.9548N;F2=118.6405N
3 静力学仿真分析
用ANSYS仿真分析法对细长轴在车削时进行模拟仿真分析,研究车削过程中刀具的切削切向力Fy、径向力Fz对细长轴弯曲变形的影响。仿真模拟相关参数如图表1、2所示,仿真结果图如下所示:图3为在切向力作用下50号节点处细长轴弯曲变形图,图4为在径向力作用下50号节点处细长轴弯曲变形图。

表1 仿真模型参数

图3 在切向力作用下50号节点处细长轴弯曲变形图

表2 仿真模型参数

图4 在径向力作用下50号节点处细长轴弯曲变形图
由图2、3分析对比可得知切向力Fy的弯曲变形量为0.0000m,径向力 的弯曲变形量为0.169×10-4m,明显得出径向力Fz引起的弯曲变形远大于切向力Fy引起的弯曲变形,因此可得径向力Fz是造成细长轴弯曲变形的主要因素,从而进一步验证了理论分析的正确性。
4 结论
本文通过建立细长轴车削尺寸误差模型,分析得出影响细长轴车削过程尺寸误差的主要因素径向力Fz,采用切削力指数经验公式计算出了细长轴在车削时切向力Fz为782.9548N;径向力Fz为118.6405N。通过利用ANSYS软件分析又进一步验证了细长轴车削加工时的主要影响因素是径向力Fz。
[1]徐家品.细长轴的车削[J].金属加工:冷加工,2008(14):18-19.
[2]夏渭江,马文锁,丁叶.低刚度细长轴的电火花成形方法研究[J].科技信息,2008(15):36-37.
[3]张东升,周巍,王文惠.长丝杠的车削加工[J].机械,2008,35(6):32-34.
[4]韩荣第,崔伯第.基于神经网络的细长轴车削加工尺寸误差预测研究[J].工具技术,2008,42(5):9-11.
[5]蔡士兵,陈树峰.细长轴类加工误差分析[J].煤矿机械,2005(10):92-93.
[6]郭建亮,崔伯第,郑书华.基于切削力测量的细长轴加工误差在线补偿[J].机床与液压,2009,5:86-89.
[7]韩荣第.金属切削原理与刀具[M].哈尔滨:哈工大出版社.2005.
