TA15钛合金线性摩擦焊在飞机结构上的应用研究
2015-05-31中航工业沈阳飞机设计研究所毕世权苏智星都泽鑫
中航工业沈阳飞机设计研究所 许 平 毕世权 苏智星 都泽鑫
线性摩擦焊技术是待焊工件之一固定,另一工件以一定速度作往复运动,或两个工件作相对往复高频运动,在垂直于往复运动方向的压力作用下随摩擦运动进行,摩擦表面被清理并产生摩擦热,摩擦表面的金属逐渐达到粘塑性状态并产生变形,进而被挤出界面形成飞边,随后停止往复运动并施加顶锻力,完成焊接[1]。该方法在20世纪80年代中期进入燃气轮机行业,拟用作整体叶盘更换损伤叶片的修理工艺[2],与常规焊接技术相比,线性摩擦焊过程属于固态连接,金属不熔化、不变形,而且不管工件截面是否对称,均可以进行焊接。线性摩擦焊除了焊接钛合金、高强度钢材料,还可以焊接难以熔焊的粉末冶金材料、金属间化合物和金属基复合材料,并且可进行异种金属的焊接,焊缝的静动态力学性能甚至超过母材。
线性摩擦焊主要用于飞机发动机涡轮盘与叶片的焊接,还可用于焊接大截面的塑料部件,已经成为叶盘、叶环结构的主导工艺之一,但线性摩擦焊在飞机结构上的应用却较少。为了推广该技术在飞机上的应用,针对飞机结构常用的TA15钛合金材料,开展线性摩擦焊焊接接头热处理优化制度、全面力学性能研究、典型结构件的静力、疲劳试验研究并对其进行评价,为线性摩擦焊技术在飞机结构件上的应用奠定基础。
TA15钛合金是综合性能优异的钛合金材料,它的名义成分为Ti-6.5Al-2Zr-1Mo-1V,主要的强化机制是通过α稳定元素Al的固溶强化,加入中性元素Zr和β稳定元素Mo和V,以改善其工艺性。该合金的Al当量为6.58%,Mo当量为2.46%,属于高Al当量的近α型钛合金,它既具有α型钛合金良好的热强性和可焊性,又具有接近于α-β型钛合金的工艺塑性。TA15钛合金长时间(3000h)工作温度可达500℃,瞬时(不超过5min)可达800℃[3]。概括来说,TA15合金具有中等室温和高温强度、良好的热稳定性和焊接性能,工艺塑性稍低于TC4,强度等级在σb≥930MPa的中等强度钛合金,综合性能优良。
TA15钛合金的锻件或厚板广泛应用于国内第三代飞机的框梁等主承力结构上,由于主承力结构的尺寸通常偏大,往往需要结合焊接工艺以小拼大,以提高零件的整体性和结构效率。以往飞机主承力结构通常选用氩弧焊、电子束焊等焊接技术,随着线性摩擦焊技术的发展以及国内线性摩擦焊设备能力的提升,目前国内可焊接截面积为最大为6000mm2的接头,将其应用飞机的主承力结构上已经成为可能。
1 TA15钛合金线性摩擦焊热处理制度优化研究
由于焊接为局部加热,在操作过程中会产生复杂的热应力,如果焊后不进行有效的工艺处理,将会产生残余应力和变形,甚至在没有外界因素作用下,结构自身也会产生开裂或变形[4]。因此焊后需进行有效的、温度适宜的热处理,以去除焊接的残余应力和变形,并可适当提高焊缝韧性,获得综合性能优异的焊接接头。
为获得综合性能良好的线性摩擦焊接头制备了一批试验件,焊后采用不同的温度对接头进行热处理,热处理温度分别选取了600℃、650℃、700℃、750℃、800℃、850℃共6个温度点,保温3小时,分析了其不同热处理制度下焊缝微观组织,同时进行了拉伸、冲击、疲劳和断裂韧性等力学性能的测试。
从测试结果上比较,各个热处理温度下的室温拉伸性能基本相当,抗拉强度在930~984MPa之间,屈服强度在826~933MPa之间;V型缺口的夏比摆锤冲击试验,随着热处理温度的升高,其冲击吸收功逐渐升高,热处理制度为850℃时,冲击吸收功平均值最高,达41.364J;各个热处理制度下的疲劳强度极限在378.6~533.9MPa之间,其中热处理制度为650℃时接头的高周疲劳强度最高,可达533.9MPa;对于断裂韧性,在800℃之前,随着热处理温度的升高,性能变得更好,热处理温度为800℃时,接头的抗断裂能力最好,裂纹尖端张开位移CTOD为0.044mm,但热处理温度为850℃时,热影响区断裂韧性略有下降。因而,如果想获得良好的冲击性能和断裂韧性,可以选择温度较高的热处理制度,如800℃;如果需要较好高周疲劳强度,可以选择温度较低的热处理制度,如650℃。
2 TA15钛合金线性摩擦焊全面力学性能
为考核TA15钛合金线性摩擦焊接头的全面力学性能,选择热处理温度为750℃,保温3小时,测试了TA15钛合金母材和线性摩擦焊接头的拉伸、冲击、低周疲劳、高周疲劳、断裂韧度、应力腐蚀开裂、疲劳裂纹扩展速率等性能并进行对比分析,以便对线性摩擦焊接头的性能进行评价。
2.1 拉伸性能
室温拉伸性能试验按HB5143进行,试验温度为23℃;低温拉伸性能试验按GB/T 13239,试验温度为-60℃;高温拉伸性能试验按HB5195进行,试验温度为200℃;图1显示了在不同温度下TA15钛合金母材及线性摩擦焊接头的抗拉强度Rm和屈服强度Rp0.2。可见在各个温度下TA15线性摩擦焊接头的抗拉强度Rm、屈服强度Rp0.2与TA15母材相当甚至略高。

图1 不同温度下TA15钛合金母材及线性摩擦焊接头的抗拉强度Rm和屈服强度Rp0.2Fig.1 Tensile strength(Rm) and Yield strength(Rp0.2) of TA15 titanium alloy base metal and linear-friction welding joint at different temperatures
2.2 冲击性能
冲击性能试样采用V形缺口,室温冲击性能试验按HB5144进行,试验温度23℃;低温冲击性能试验按HB5278进行,试验温度-60℃,分别测试了焊缝界面区和焊缝热影响区的冲击性能,每组试样各8件,结果取平均值,并与TA15母材的冲击性能进行了对比,见图2。
-60℃时,TA15母材和接头的冲击吸收功值相差不大,接头焊缝界面区的冲击性能略高;室温条件下,TA15母材的冲击性能略高于接头,接头焊缝区和热力影响区的冲击性能相差不大,二者皆可达到母材的84%。
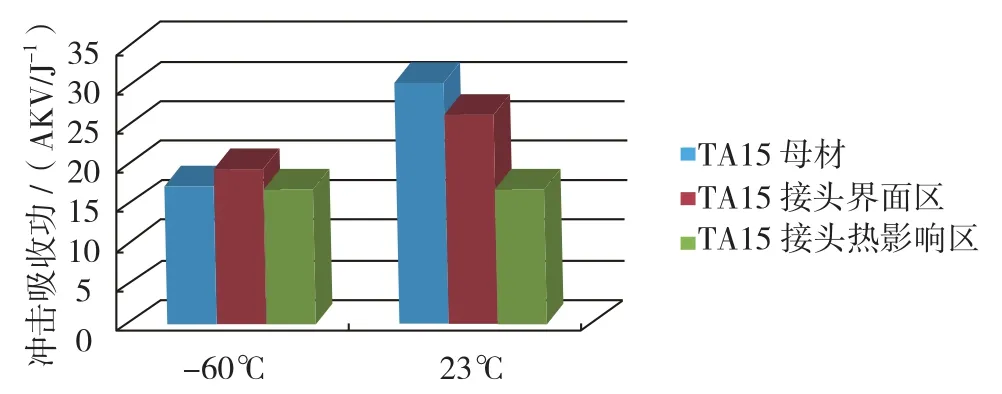
图2 低温与室温冲击性能测试结果Fig.2 Test results of impact properties at low temperature and room temperature
2.3 平面应变断裂韧度
平面应变断裂韧度K1C试验按HB5142进行,试样按紧凑型试样B=20、W=40选取,分别测试了焊缝界面区和焊缝热影响区,每组试样各8件,结果取平均值,并与TA15母材的断裂韧度进行了对比,见图3。
根据图3显示,TA15母材断裂韧度较接头略高,线性摩擦焊接头界面区和热影响区的断裂韧度值略低一些,大约为母材的80%。
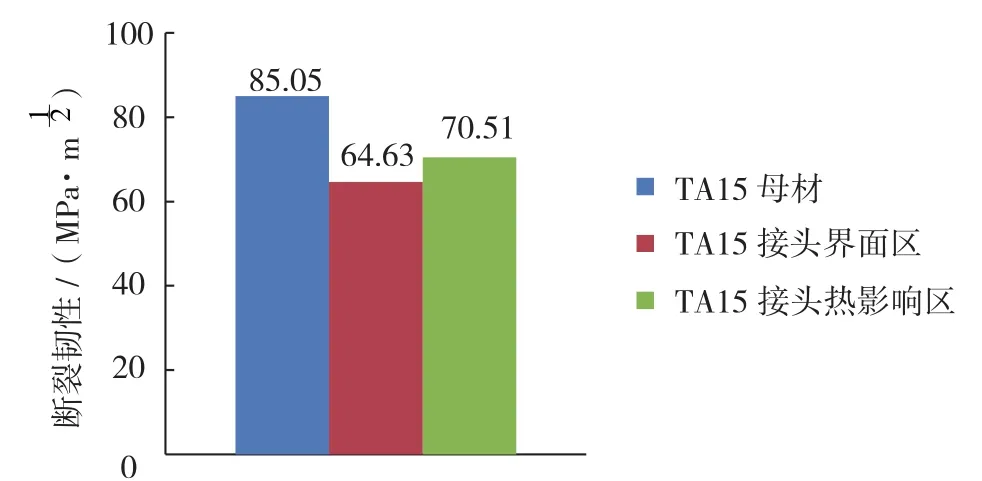
图3 平面应变断裂韧度测试结果Fig.3 Test results of plane strain fracture toughness
2.4 应力腐蚀性能
应力腐蚀性能KISCC试验按GB15970.6进行,试样按紧凑型试样B=20、W=40选取,与平面应变断裂韧度试样同一尺寸,试验温度为室温,腐蚀溶液为3.5%(质量分数)的NaCl溶液,分别测试了焊缝界面区和焊缝热影响区,每组试样各12件,结果取平均值,并与TA15母材的断裂韧度进行了对比,见图4。

图4 应力腐蚀性能KISCC测试结果Fig.4 Test results of stress corrosion behavior(KISCC)
根据图4显示,TA15母材的应力腐蚀KISCC值最高,焊缝界面区和焊缝热影响区的应力腐蚀KISCC值都略有降低,达到母材的87%。
2.5 疲劳裂纹扩展速率
裂纹扩展速率试验按GB/T6398,在室温条件下进行,应力比R=0.06,试件为100×20块状试样,采用Paris公式拟合出焊缝界面区、焊缝热影响区处的da/dn-ΔK曲线,并与母材进行了对比,见图5。
从图5中可以看出,焊缝界面区与焊缝热影响区的裂纹扩展速率几乎与母材相当,在Log(ΔK)<1.3时,焊缝界面区>母材>焊缝热影响区; Log(ΔK)>1.3时,母材与焊缝热影响区相当,且略高于焊缝。
2.6 轴向加载疲劳
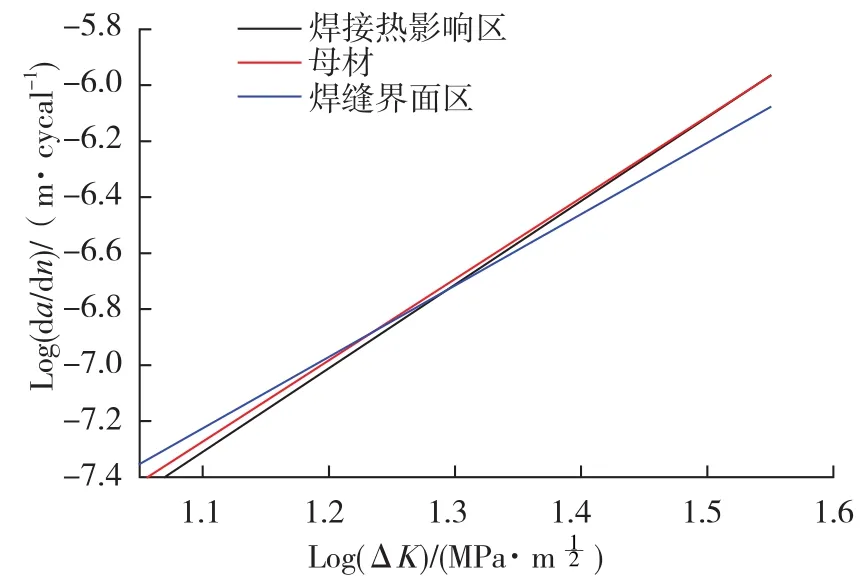
图5 采用Paris公式拟合的da/dn-ΔK曲线Fig.5 da/dn-ΔK curve fitted by Paris formula
轴向加载疲劳试验按HB5287进行,试件分为Kt=1光滑疲劳试样和Kt=3缺口疲劳试样2种,试样数为35件/组,采用升降法,应力比为R=0.06,其中光滑疲劳Kt=1试件采用直径7mm中间有24mm的平直段试样,缺口疲劳Kt=3试样采用直径7.5mm的试样。根据试验结果得出,光滑疲劳试样的强度极限为409MPa,Kt=3缺口疲劳试样的强度极限为401MPa。而TA15钛合金锻件母材的Kt=1光滑疲劳和Kt=3缺口疲劳的疲劳极限分别为423MPa[3]和226MPa,由此可见线性摩擦焊接头的轴向加载疲劳寿命非常好。
2.7 横应变低周疲劳性能
恒应变低周疲劳性能试验按GB/T15248在室温下进行,应力比R=0.1,试验波形为三角波,试件数为25件。根据试验结果拟合出Δε/2-2Nf曲线,并与母材进行了对比,如图6所示。应变幅在0.5以下时,接头与母材的低周疲劳性能相当,当应变幅大于0.5时,低周疲劳寿命略低于母材。
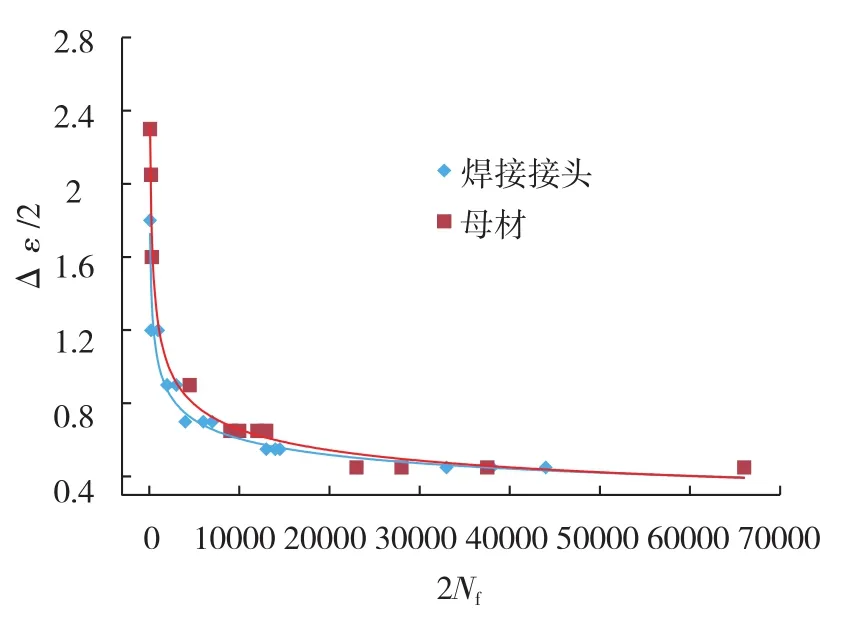
图6 TA15钛合金线性摩擦焊接头恒应变低周疲劳曲线Fig.6 Constant strain low cycle fatigue curve of linearfriction welded joint made of TA15 titanium alloy
从上述线性摩擦焊的性能数据可见,TA15钛合金线性摩擦焊接头具有较好的综合性能,其中拉伸性能、冲击性能、疲劳裂纹扩展速率、轴向加载疲劳及与横应变低周疲劳性能等都与母材基本相当,平面应变断裂韧度和应力腐蚀性能略低于母材,达到母材的80%左右。
3 线性摩擦焊典型结构件的静力/疲劳试验研究
根据线性摩擦焊的特点,该技术可用于主承力框梁的连接,这些连接部位一般采用工字型、T字型或Π字型截面,因而开展了工型截面线性摩擦焊四点弯曲梁的静力/疲劳性能研究,四点弯曲梁的对称面处采用线性摩擦焊连接,见图7。四点弯曲梁的支持加载方案见图8,外侧两个支持点,中间两个加载点,两个加载点中间为等弯矩区,不考虑焊缝修正系数的理论静力破坏载荷为115.08kN。
3.1 静力试验
选取2件四点弯曲梁进行静力试验,实际破坏载荷分别为128.89 kN和128.04 kN,较理论破坏载荷高出约10%,破坏于线性摩擦焊附件的等弯距区域,这说明线性摩擦焊接头的静强度略高于母材。
3.2 疲劳试验
疲劳试验分3个阶段进行,前两个阶段采用二级等幅谱加载,分别完成94500次相当于3000飞行小时的疲劳寿命试验,其中第二阶段载荷谱为第一阶段原谱的1.2倍,第三阶段采用等幅谱加载,应力比R=0.1,载荷峰值取静力破坏载荷平均值的一半,做至试验件破坏或94500次。

图7 线性摩擦焊四点弯曲梁Fig.7 Linear-friction welded four point bending beam
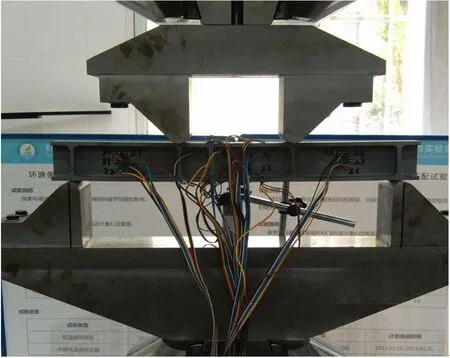
图8 四点弯曲梁的支持加载方案Fig.8 Support and loading scheme of four point bending beam

表1 TA15线性摩擦焊四点弯曲梁疲劳试验结果
四点弯曲梁疲劳试验结果见表1,目前完成4件疲劳试验,全部完成上述三个阶段的疲劳寿命试验,试件并未发生破坏。这表明在特定的应力水平下,四点弯曲梁疲劳寿命已远高于9000飞行小时,线性摩擦焊接头具有较好的疲劳特性,能够满足飞机结构上主承力框梁的设计需求。
4 采用线性摩擦焊的结构特点分析
图9为左、右两侧采用TA15钛合金,中间接头采用TC17钛合金的结构样件,线性摩擦焊为实现异种金属材料的焊接提供了可能。根据资料报道,异种钛合金材料之间进行线性摩擦焊,其接头的拉伸强度介于两种母材之间,略高于低强度的母材,高周疲劳性能可达到较低强度母材的95%以上[5],这种结构的接头区需要强度较高的材料,而其余部分采用中等或较低强度的材料即可,这项技术对于根据结构特征充分发挥材料的性能和实现结构的减重意义重大。
线性摩擦焊技术还可以用于飞机主承力框梁上接头连接、局部突出缘条连接以及纵、横构件交叉处连接,见图10。由于在空气中完成焊接,线性摩擦焊不受真空室尺寸及焊缝方向的限制,对于焊接特定形状的零件,其自由度更大,更易于实现。线性摩擦焊技术和搅

图9 异种钛合金焊接的线性摩擦焊接头Fig.9 Linear-friction welded joint made of different titanium alloys

图10 拟采用线性摩擦焊的飞机结构件Fig.10 Linear-friction welded aircraft structure in the future
拌摩擦焊技术、电子束焊接技术等互为补充,取长补短,为实现飞机设计师的设计理念提供了更有效的途径。
[1] 张柯柯,涂益民.特种先进连接方法.哈尔滨:哈尔滨工业大学出版社,2008.
[2] 汪亚卫.国防科技名词大典(综合卷).北京:航空工业出版社,2002.
[3] 《中国航空材料手册》编辑委员会.中国航空材料手册.第2版,第4卷.北京:中国标准出版社,2002.
[4] 王向明,刘文珽,等.飞机钛合金结构设计与应用.北京:国防工业出版社,2010.
[5] 刘颖,张田仓,李晶,等.TC4/TC17钛合金线性摩擦焊接头性能分析,航空材料学报,2011(31):112-117.
