AP1000核级管道焊缝在役检查分析
2015-05-30于毅
于毅
摘要:本文结合ASME法规要求详细描述了AP1000核电机组核级管道役前及在役检查的计划安排、检查范围等。阐述了管道役前及在役检查前管道焊缝核查的重要性。实际经验标明,通过采取管道焊缝数据核查、可达性审查、以及等轴图编制,可以大大提高役前及在役检查的效率,节省了时间,提高的机组的经济效益。并对AP1000核电机组核级管道焊缝检查进行了详细的分析。
关键字:AP1000 核电厂 管道焊缝 在役检查
中图分类号:TM62 文献标识码:A 文章编号:1672-3791(2015)10(a)-0000-00
The analysis of the nuclear piping welds in-service inspection of AP1000
Yu Yi
Shandong nuclear power plant Haiyang Shandong 265116
Abstract:The paper describe the plans of Pre-service Inspection(PSI)and In-service Inspection(ISI) for AP1000 nuclear power plant based on ASME. And also describe the use of the non-destructive testing and the scope of ISI. This paper also state the important of the data collection before PSI and ISI, because the perfect data can increase efficiency of the PSI and ISI. Besides, this paper describe the inspection of piping welds in details.
Keys word:AP1000 Nuclear power plant Piping welds In-service Inspection
根據HAD103/07核电厂在役检查、ASME BPVC第Ⅺ卷核动力装置设备在役检查规则等法规标准的要求,需对核动力装置进行役前及在役检查,核电厂的役前及在役检查是指在核电厂寿期内,对核安全1、2、3、MC级部件及其附件进行的有计划的定期检查,找出可能的损伤,以判断它们对核电厂继续运行是否安全、可接受,或者是否有必要采取补救措施,是一种预防性检查活动【1】,同时为设备管理和老化管理提供可靠的数据依据。因此,役前及在役检查工作对于保证设备安全从而保证核安全有着重要意义。
1 背景概述
AP1000核电站的役前及在役检查具有准备周期长、检查数量大、设备种类及检查方法多、受检部件分布广、可达性差、检查周期不统一的特点,给役前及在役检查工作从人员准备、设备准备、文件准备到具体实施的整个过程带来诸多困难,为相关管理工作带来不便,且使得役前及在役检查工作有可能占据调试和大修的关键路径,影响电站经济效益。
海阳核电厂1、2号机组采用美国西屋AP1000堆型,属于世界首批第三代核电自主化依托项目。其役前及在役检查参照规范为ASME规范Ⅺ卷1998版及99至2000增补【2】。
2 管道焊缝检查计划
为保证整个管道焊缝检查计划在确保安全的前提下合理可行,且检查结果具有较好的跟踪对比性,ASME规定了两类检查大纲:检查大纲A的间隔时间不相等,检查大纲B的间隔时间均为10年。海阳核电厂采用检查大纲B,将整个寿期分隔为若干间隔,每10年一个间隔。每个间隔是一个完整的检查循环,完成所有检查任务。下一个间隔重复上一个间隔的检查任务和计划。同时将一个间隔分成3个周期。为避免少检、漏检,每个周期设定最低检查比例要求。同时为避免计划分布不合理,如某个周期过多、另一个过少,设定每个周期最高可信检查比例和最低检查比例【3】。检查大纲B的检查要求见表1所示。
表 1 :检查大纲 B 的检查要求
检查间隔 检查周期,电厂在间隔内使用的累计年数 要求完成的最小检验百分数(%) 可信的最大检验百分数(%)
全部 3 16 50
7 50 75
10 100 100
3 核级管道焊缝的核查以及可达性审查
针对受检部件分布较广,可达性较差的问题,在设备安装阶段即提前组织人员对受检部件的安装进度、可达性和可检性进行核查,通过核查,提前摸清受检部件的安装进度,有利于根据工程进度提前进行役前检查的准备工作,并根据工程进展适时开展役前检查。管道焊缝核查以及可达性审查的重点主要包括以下几个方面:
3.1 管道焊缝信息的收集
核电厂役前检查需要对在役检查范围内所有的管道焊缝进行检查。在各系统移交之后,役前检查之前就要对在役检查范围内核级管道进行核查,收集检查过程中需要的重要信息,其中包括梳理在役检查范围、焊缝和部件标识、管线走向、管道标高、焊缝和部件所处房间号、管道材质及尺寸、设计温度及压力、参考图纸、是否有图层或者保温、核安全级别、检查的可达性等所有在役前检查过程中需要的信息。
3.2 不利因素的排查与整改
对于核查过程中发现的不利于检测的情况,主要包括焊缝标识错误、焊缝表面凹凸不平未圆滑过渡、焊缝检测范围被支吊架覆盖等。
由于对程序理解的差异性、或者其它人因失误等原因,不可避免的会造成现场管道焊缝、阀门或支吊架的钢印编码存在错误,这就需要在核查过程中对该信息进行检查,及时发现存在的错误,及时修正,避免检查对象出现偏差,保证焊缝标识的唯一性。
同样,由于核电现场内管道及设备交错排列,不可避免的造成焊缝被阻挡或者覆盖,比如焊缝因支吊架、模块、设备的阻挡无法接近焊缝,造成管道焊缝的手动超声或渗透检查无法实施或者不满足上述可达性检查要求,这就需要在核查过程中统计此类问题,在检查实施前尽早与相关单位协调,及时进行整改,使检查工作顺利实施。
3.3 等轴图编制
根据ASME规范以及法规导则确定管道的在役检查范围,参照管道的设计文件、安装图纸等信息资料,并结合核查过程中实际整理的管道信息,编制能涵盖在役检查要求的等轴图,等轴图是管道役前及在役检查的重要文件。等轴图册中包括系统管道的焊缝编号、尺寸、材质、管道级别、所处房间号、是否有保温层或油漆覆盖以及每条焊缝离房间地面的高度等信息。在后续役检实施的过程中,可以根据等轴图册知晓是否需要脚手架的搭制、保温层的拆装以及油漆的打磨和涂刷等配合作业,有利于役检工作的提前策划和准备,实现对受检部件的快速定位和检查,避免了人因失误的可能性和检验人员找错房间而漏检误检的情况发生。
同时对核查过程中所拍摄的影像资料进行编辑整理,作为后续役检及在役检查工作的参考,并根据核查情况以系统为单位编制核查报告。
3.4 数据库的建立
通过大量的管道核查工作,最终形成完整、准确的管道焊缝和部件的检查清单,将收集到的重要检查信息录入到信息系统中,并在后续的役前及在役检查过程中及时对数据库进行更新,保持数据库的实效性和准确性。
4 核级管道焊缝检查的范围和要求
AP1000机组核级管道焊缝的检查方法主要是手动超声检查和渗透检查。按核安全级别、系统功能、焊缝尺寸的不同进行特定的检查。
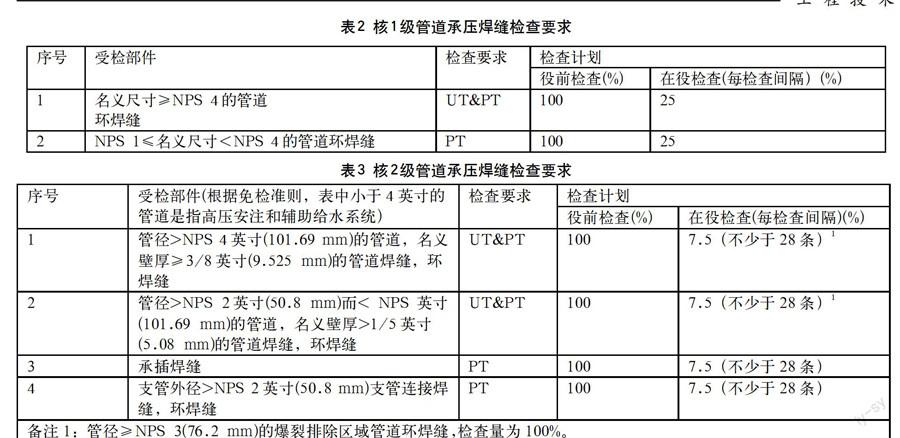
对于核1级管道焊缝,除蒸汽发生器和非能动余热排出热交换器传热管外,公称直径等于或小于25mm的管道焊縫以及不可达焊缝免于体积检查和表面检查,属于在役检查范围内的管道焊缝应按照表2的要求进行检查:
表2:核1级管道承压焊缝检查要求
序号 受检部件 检查要求 检查计划
役前检查 在役检查(每检查间隔)
1 名义尺寸≥NPS 4的管道
环焊缝 UT&PT 100% 25%
2 NPS 1≤名义尺寸 对于核2级管道焊缝,公称直径不大于NPS 4的管线和执行高压安注管线中公称直径不大于NPS 2的管道焊缝免于体积检查和表面检查,属于在役检查范围内的管道焊缝应按照表3的要求进行检查: 表3:核2级管道承压焊缝检查要求 序号 受检部件(根据免检准则,表中小于4英寸的管道是指高压安注和辅助给水系统) 检查要求 检查计划 役前检查 在役检查(每检查间隔) 1 管径>NPS 4英寸(101.69 mm)的管道,名义壁厚≥3/8英寸(9.525 mm)的管道焊缝,环焊缝 UT&PT 100% 7.5%(不少于28条)1 2 管径>NPS 2英寸(50.8 mm)而< NPS 英寸(101.69 mm)的管道,名义壁厚>1/5英寸(5.08 mm)的管道焊缝,环焊缝 UT&PT 100% 7.5%(不少于28条)1 3 承插焊缝 PT 100% 7.5%(不少于28条) 4 支管外径>NPS 2英寸(50.8 mm)支管连接焊缝,环焊缝 PT 100% 7.5%(不少于28条) 备注1:管径≥NPS 3(76.2mm)的爆裂排除区域管道环焊缝,检查量为100%。 对于核3级管道焊缝,只对核3级的先漏后破和破裂排除区域管线焊缝存在检查要求。 为提高AP1000核电机组的安全性,海阳核电厂执行先漏后破和破裂排除区域分析技术作为电站内压力管道灾难性破裂事故的重要评定准则。海阳核电厂同样对先漏后破管线和破裂排除区域管线焊缝实施在役检查。对于破裂排除区域管线需要在每个检查间隔内完成100%的检查,对于管径≥3英寸的核二级和核三级管线需要进行100%的手动超声检查;对于先漏后破管线,需要对其范围内的阻尼器实施定期的检查和试验,来保证其可靠性,同时核三级的先漏后破管线的检查要求等效于表3核2级管道承压焊缝检查要求。 5 总结 海阳核电厂核级管道的役前及在役检查项目众多,检查前主要开展检查计划的安排、检查范围的确定、管道核查以及可达性审查、编制等轴图。检查项目主要包括了焊缝的超声和渗透检查、支吊架以及焊接附件的目视检查、管道测厚等项目。为保证役前及在役检查项目的保质、高效实施,前期需要经过大量的协调、准备工作。同时,也可通过建立在役检查数据库,将检查信息和检查报告等录入数据库,提高役前及在役检查的效率和可追溯性。 参考文献: [1] 梅德松.关于核电站在役检查标准的探讨〔J〕.核动力工程,1993,15(03):219-220. [2] 官益豪.三门核电AP1000机组无损检验技术能力验证实践探讨及分析〔J〕.无损检测,2014,36(5):73-74. [3] 王鑫.基于EAM平台的核电在役检查管理系统模型设计〔J〕.电力信息与通信技术,2013,11(11):82-83.
