Ti-22Al-27Nb/TC4异种合金激光焊接组织性能研究
2015-05-30上海航天精密机械研究所董智军胡明华罗志强
上海航天精密机械研究所 董智军 胡明华 罗志强
近年来,一种新型的、以O相为主的Ti2AlNb基合金由于具有高的比强度、断裂韧性和高温强度等优点而备受关注[1]。Nb元素的加入提高了合金的熔点以及有序化温度,使得合金的使用温度达到了900℃,有望能代替Ni基合金[2]。Ti2AlNb基合金优异的综合性能适应了航空航天发动机对材料高比强度、高比模量且轻质耐高温的要求,从而成为钛合金金属间化合物材料研究的热点[3-4]。但是Ti2AlNb基合金变形能力差且价格昂贵,从成本和可靠性方面来看整体采用Ti2AlNb基合金是不现实的,其往往用于重要部位,需要和其他钛合金结合使用。TC4(Ti-6Al-4V)合金是使用最广泛、最成熟的典型α+β两相钛合金,在航空航天领域中用量超过80%[5-8]。因此研究Ti2AlNb基合金与TC4合金的焊接对于Ti2AlNb的应用具有重要意义。激光焊接焊缝熔宽小,焊接过程易于保护,加工精度高,而且焊接大尺寸复杂钛合金具有相当的柔性[9]。因此作者研究激光焊接对Ti2AlNb/TC4异种材料焊缝成形、焊接接头组织和力学性能的影响规律,为Ti2AlNb基合金的焊接应用奠定基础。
1 试验材料和方法
试验材料是2.5mm厚的Ti-22Al-27Nb(原子数分数)和TC4合金热轧板材。图1为母材的显微组织,Ti-22Al-27Nb合金由α2+ O + B2 3相组成,TC4合金的显微组织为初始α相和片状的(α + β) 相。母材具体化学成分如表1所示。
试验采用的激光器是德国ROFIN公司生产的扩散冷却式CO2激光器。焊前用酸洗液(3ml HF,30ml HNO3和67ml H2O)将试样表面的氧化膜除去,再用酒精洗净后放入烘干箱干燥1h。焊接时采用双面氩气保护,保护气流量为10~15L/min。焊接参数为:焊接功率1.2kW,焊接速度1.0m/min。采用OLYMPUS光学显微镜进行金相分析,焊接接头组织以及断口形貌在FEI Quanta-200场发射扫描电子显微镜上观察。采用D/MAX-rB型X射线衍射仪和Tecnai G2 F30型透射电子显微镜(TEM)对焊缝的精细组织进行观察。室温拉伸性能在INSTRON 5569电子万能试验机进行,拉伸速度为1 mm/min。拉伸试样尺寸如图2所示,标距为10 mm。
2 试验结果和分析
2.1 焊缝成形和接头元素分布
Ti-22Al-27Nb/TC4异种合金激光焊接焊缝表面成型如图3所示。焊缝整体成形良好,焊道弧纹均匀,宽度一致,不存在咬边缺陷。正、背面焊缝均呈银白色,说明焊接过程中氮气、氧气等并未进入熔池,焊接保护良好。
图4是Ti-22Al-27Nb/TC4异种合金激光焊接接头的横截面形貌,焊缝区和热影响区之间有清晰的熔合线。焊缝形状呈不对称的钉形,两边母材的熔化量不同,主要原因是2种母材的熔点和热传导系数不同造成的。焊缝中未发现气孔和裂纹缺陷。

图1 母材的显微组织Fig.1 Microstructures of the parent metals

表1 母材化学成分(质量分数)%

图2 拉伸试样尺寸(mm)Fig.2 Geometry of tensile specimen (mm)

图3 焊缝表面成型Fig. 3 Bead appearance of welded joint
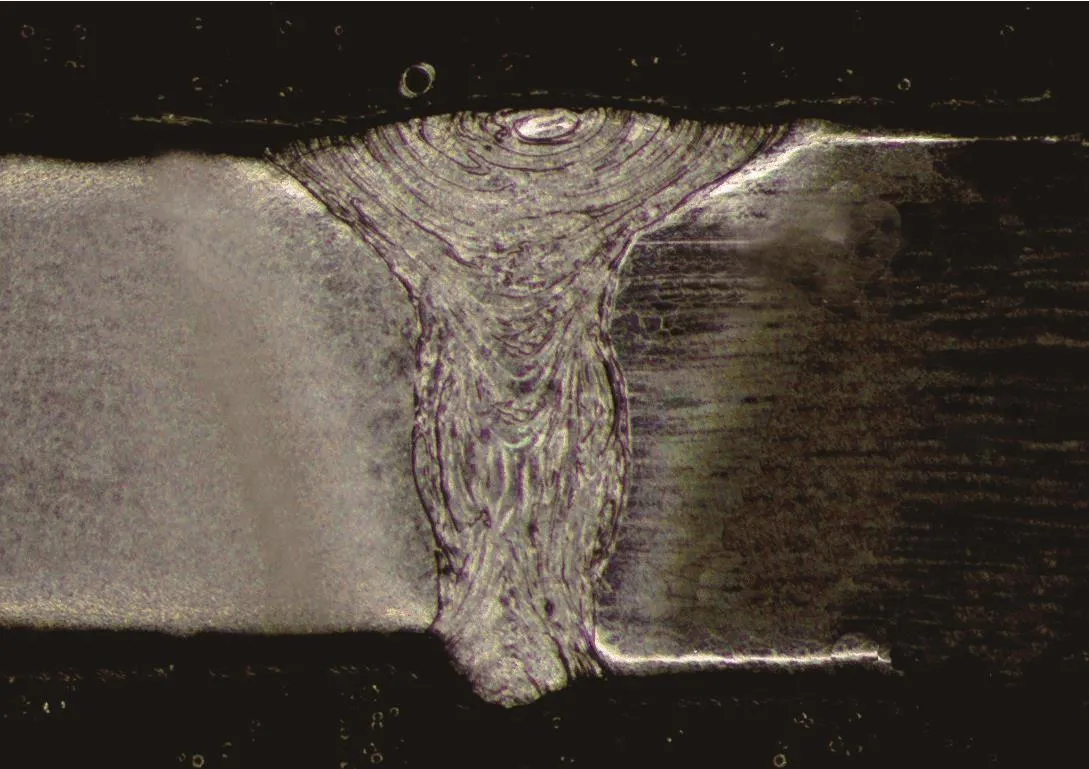
图4 焊缝横截面成型Fig.4 Cross-section profile of welded joint
图5是焊接接头中部的元素分布。Ti-22Al-27Nb侧熔合线处Ti元素的含量急剧增加,焊缝中Ti元素的含量在62%~79%之间波动。从Ti-22Al-27Nb侧熔合线到TC4侧熔合线Nb元素的含量逐渐减少。经过对线扫描数据的分析,发现焊缝的元素组成为Ti-17Al-11Nb-9V (原子数分数)。Nb元素和V元素是β相稳定元素,且V元素的β相稳定作用是Nb元素的1.58倍。焊缝中大量β相稳定元素的存在意味着高温时稳定存在的β相将保留至室温。
2.2 焊接接头组织
2.2.1 焊接热影响区组织
图6是Ti-22Al-27Nb合金侧热影响区组织。由图中可以看出,靠近熔合线的热影响区在焊接过程中最高温度超过β单相区,O相和α2相都转变为β相,降温过程中无序的β相转变为有序的B2相。但是激光焊接加热速度很快,有极少量的α2相并未转化成β相,在降温过程中这部分α2相保留到室温,因此此区域也有极少量α2相存在。随着到熔合线距离的增加,焊接时最高温度降低,最高温度区间位于α2+β两相区和α2+β+O三相区,O相稳定性差,加热过程逐渐转变为β相,温度越高转变的越多,O相越少。α2相相对比较稳定,只有部分α2相转变为β相。在冷却过程中,未转化的α2相保留到室温,无序的β相转变为有序的B2相。

图5 焊接接头元素分布Fig.5 Element distribution of welded joint

图6 Ti-22Al-27Nb合金热影响区组织Fig.6 HAZ microstructure of Ti-22Al-27Nb alloy
TC4侧热影响区由α′马氏体和初始α相构成,如图7所示。靠近熔合线的热影响区焊接过程中最高温度达到β单相区,快速冷却时β相形成α′马氏体。α′马氏体尺寸不同,最长可达170μm。远离熔合线区域焊接过程中最高温度达到β+α双相区,α相在冷却过程中未发生转变,形成α′马氏体+初始α相。
2.2.2 焊缝组织
采用X射线衍射技术对焊缝组成相进行确定,由图8发现α-Ti和B2相的存在。TEM分析也进一步证明焊缝存在密排六方结构的α′马氏体和有序体心立方结构的B2相(图9),选区衍射结果分别是α′马氏体的[010]晶带轴和B2相的[-111]晶带轴。α′马氏体在焊缝中呈网篮状分布且尺寸各异。
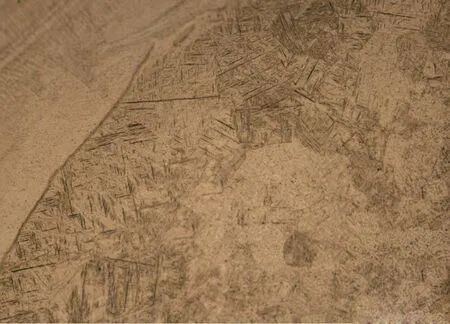
图7 TC4合金热影响区组织Fig.7 HAZ microstructure of TC4 alloy

图8 焊缝区域X射线衍射谱Fig.8 XRD pattern of welded joint
激光焊接TC4合金时焊缝金属为单一的α′马氏体,而焊接TC4与Ti-22Al-27Nb合金焊缝金属则为α′马氏体+B2相。主要原因为Nb和V元素能稳定化β相,促进高温时的β相转变为低温时的B2相。激光焊接能量集中、焊速快,熔池凝固时间短,Nb和V元素在焊缝中分布不均匀。在含β相稳定元素多的地方则形成B2相,含β相稳定元素少的地方则形成α′马氏体相。
2.3 焊接接头力学性能
由表2可以看出,Ti-22Al-27Nb/TC4异种合金激光焊接接头平均拉伸强度为1043MPa,接近Ti-22Al-27Nb母材的强度。焊接接头平均延伸率为5.65%,为Ti-22Al-27Nb母材的49%。激光焊接Ti-22Al-27Nb合金接头拉伸强度为918MPa,焊缝组织为单一的B2相。本试验中,Ti-22Al-27Nb/TC4焊缝中存在的α′马氏体的强度高于B2相,因此接头的强度也高于Ti-22Al-27Nb合金焊接接头。Ti-22Al-27Nb/TC4合金焊接接头的断裂部位均在焊缝区域,断口内部凹凸不平且存在明显的撕裂棱,如图10(a)。对断口进行高倍扫描观察,断口形貌为不同尺寸和不同深度的韧窝花样,如图10(b),焊接接头的断裂方式为塑性断裂。

图9 焊缝区域TEM分析Fig.9 TEM microstructure of welded joint

表2 Ti-22Al-27Nb/TC4合金激光焊接接头室温拉伸性能
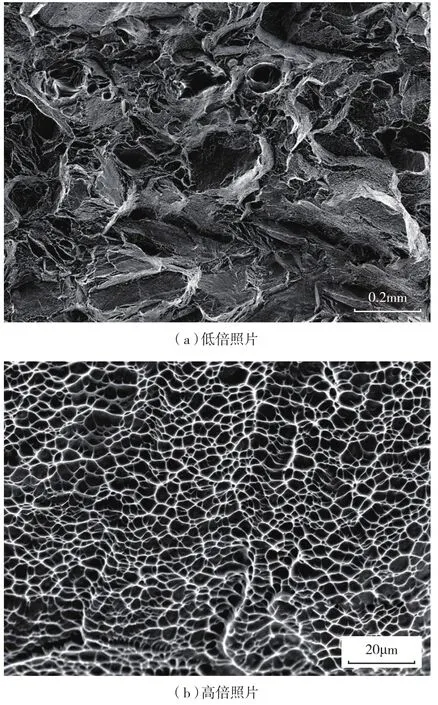
图10 激光焊接接头拉伸断口形貌Fig.10 Fracture morphologies of laser welded joint after tensile test
3 结论
(1)激光焊接Ti-22Al-27Nb/TC4合金成形较好,焊缝中未发现气孔和裂纹缺陷。由于异种材料熔点和热传导系数不同导致焊缝横截面呈不对称的钉形。
(2)Ti-22Al-27Nb侧热影响区随着到熔合线距离的减少,O相和α2相逐渐转变为B2相。熔合线附近组织为B2相和少量残留的α2相。TC4侧热影响区由α′马氏体和初始α相构成。焊缝区由B2相和α′马氏体构成。
(3)Ti-22Al-27Nb/TC4异种合金激光焊接接头平均拉伸强度为1043MPa,接近Ti-22Al-27Nb母材的强度。焊接接头平均延伸率为5.65%,为Ti-22Al-27Nb母材的49%。拉伸断裂位置均位于焊缝区域,断口形貌为韧窝花样。
[1]李世琼, 张建伟, 程云君. Ti3Al和Ti2AlNb基金属间化合物结构材料研发现状. 稀有金属材料与工程, 2005, 34(3): 104-109.
[2]司玉锋, 孟丽华, 陈玉勇. Ti2AlNb基合金的研究进展. 宇航材料工艺, 2006, 36(3): 10-13.
[3]郭和平, 曾元松, 李志强. O相合金Ti2AlNb的超塑性研究进展. 航空制造技术, 2005(10): 64-65.
[4]尹建明, 卢斌, 李玉兰, 等. Ti2AlNb合金板材的电子束焊接.中国有色金属学报, 2010, 20(1): 325-330.
[5]许鸿吉, 尹丽香, 李晋炜, 等. TC4钛合金电子束焊接接头组织和性能. 焊接学报, 2005, 26(11): 43-47.
[6]荣常辉, 苏杭. 薄壁TC4钛合金电子束焊接应用研究. 航空制造技术 , 2012(10): 86-91.
[7]Li X Z, Hu S B, Xiao J Z, et al. Effects of the heterogeneity in the electron beam welded joint on fatigue crack growth in Ti-6Al-4V alloy.Materials Science and Engineering A, 2011, 529: 170-176.
[8]Wang S G, Wu X Q. Investigation on the microstructure and mechanical properties of Ti-6Al-4V alloy joints with electron beam welding.Materials and Design, 2012, 36: 663-670.
[9]陈彦宾. 现代激光焊接技术. 北京:科学出版社,2005:2-3.
