N5单晶含取向差TLP接头显微组织与断裂机理
2015-05-30北京科技大学材料科学与工程学院黄继华
北京科技大学材料科学与工程学院 柴 禄 黄继华 王 立
中航工业北京航空制造工程研究所航空发动机工艺研究室 侯金保 郎 波
镍基单晶高温合金作为先进航空发动机高温部件的主要材料,其高温力学性能影响着发动机进出口温度和发动机的工作效率。严苛的工作环境会使高温构件由于高温拉伸、蠕变、热疲劳损伤、高温氧化和热腐蚀等的综合作用而失效,甚至还会造成后果严重的航空事故。通过选晶法和定向凝固技术,结合合理的成分调配,可以铸造出具有单晶组织的高温合金。此种材料不存在晶界这一高温性能薄弱点,可以使合金的综合高温性能得到显著提高。镍基单晶高温合金具有优良的高温蠕变和疲劳性能,此类材料制造的空心叶片已成为制造先进航空发动机涡轮叶片的优先选择。随着冷却形式的不断改进,空心型腔的构造也越来越复杂,型芯也更难去除,凭铸造技术难以独立实现复杂构造空心叶片的制造。采用对开组合的方式可以解决上述问题,而其制造过程必然涉及到单晶材料的连接问题[1-4]。
过渡液相扩散连接 (Transient Liquid Phase Diffusion Bonding,TLP)可以获得组织与母材相同、无晶界的高强度接头。该焊接工艺主要可以分为基体溶解、液相层等温凝固、固相均匀化等3个阶段。在等温凝固阶段,液相中间层在高温下以固/液界面处固相表面为基底,以外延生长[5]的方式向液相中心方向发生等温凝固,并获得与相应一侧母材晶体取向相同的等温凝固组织(Isothermal Solidification Structure,ISS)。虽然铸造过程采用了严格的取向控制手段,但是理论上讲,还是难以获得轴向上完全[001]取向的单晶高温合金;此外,在真实构件焊接过程中,由于构件的复杂结构必然导致会有非[001]取向特征的待焊区域。如前所述,焊缝中心两侧等温凝固组织分别遗传了相应一侧的晶体取向,这就必将导致在焊缝中心处形成亚晶界、小角度晶界或者大角度晶界等缺陷。
有学者认为,对不同晶体取向的单晶进行连接时,大角度晶界很难避免,而这将严重影响接头的服役安全;因此,需要控制待连接构件的晶体取向差在一定范围以内,以避免大角度晶界的产生,从而获得具有单晶化组织的良好接头[6]。N5单晶是国内典型的第二代单晶高温合金,研究其含取向差TLP接头的微观组织结构和断裂机理对于将来在实际工程中的应用有重要的意义。
对具有不同取向的N5单晶基体进行不同组合,并按照前期工作得到的最优焊接参数进行了TLP扩散连接,研究了含取向差N5单晶TLP接头的微观组织结构和断裂机理。
1 试验材料与方法
试验选用N5单晶为焊接母材,该合金成分为在二代单晶高温合金RENE N5基础上添加一定含量Re元素,密度8.78 g/cm3,熔点1350℃。其成分如表1所示。中间层合金选用KNi3A,此材料是在N5母材成分基础上添加2%~3%(质量分数)硼元素作为降熔元素(Melting Point Depressant,MPD)制成的非晶箔片。将N5单晶块料沿[001]方向线切成φ15mm×32mm尺寸,焊前对待焊样品进行1100℃/2h去应力热处理,将其端面机械抛光后得到低粗糙度待焊面,所有母材置于丙酮内超声清洗1min。装配时用不锈钢片在试样接合面两侧点焊定位,用以保证焊缝间隙,装配示意如图1所示。

表1 原材料化学成分(质量分数)%

图1 TLP扩散连接接头形式Fig.1 Diagram of TLP joint
试验设备为真空高温钎焊炉,在1240℃保温10h进行焊接,保温结束后氩气冷却(AC),并进行焊后热处理(1300℃/2h/AC+1100℃/4h/AC+900℃/16h/AC),金相试样腐蚀剂为CuSO4(20g) +浓HCl (80ml)+H2O (100ml),EBSD电解抛光液为H2SO4(10ml)+CH3OH(40ml)。利用扫描电镜(SEM)和能谱分析仪(EDS)对TLP扩散焊接头进行显微组织观察和成分分析,并测试其高温持久性能,持久性能试样如图2所示。

图2 高温持久性能试样Fig.2 Specimen for creep rupture testing
分别对下述2类组合的接头进行TLP扩散连接,即:
A类:原位对接,保证两侧母材取向差最小;
B类:将分别来自2块料的棒材对接,使两侧母材存在一定取向差。
2 试验结果与讨论
2.1 N5单晶TLP接头组织
图3所示为焊缝的EBSD检测结果,图中2条曲线分别为A、B 2类接头被检测点相对检测起始点的取向差分布图。可以看出,A接头焊缝两侧母材没有明显取向差异,而B接头两侧母材相对取向差则是达到了10°。图4(a)、(b)分别为A类和B类接头的典型微观组织照片。图4(a)中可以看到,经过参数适宜的TLP扩散焊接工艺和焊后热处理,得到了与N5基体组织一致的TLP接头。在接头中心线位置没有发现明显的晶界、非平衡凝固产物或化合物存在。这说明在焊接工艺中保温时间足够长,能够保证液相中间层在吹氩气冷却前完成等温凝固。图5(a)、(b)所示分别为为A接头ISS与基体的5万倍照片,可观察到二者组织上没有明显区别,N5合金最主要增强相γ'相在尺寸和立方度两方面也基本相同,这对于接头的性能也是有益的[7]。

图 3 与起始点取向差Fig. 3 Misorientation (point to origin)
图4(b)所示为B类接头的微观组织照片,可以看到沿焊缝中心线存在不连续分布的直径几百纳米的颗粒状化合物。表2所示为图4(b)中颗粒物相的EDS测试结果,由于C、B等轻元素会使结果产生较大误差,所以在定量分析中将该2种元素排除。由此可知,图4(b)中所示颗粒物主要为Ni、W、Co的碳化物或硼化物。图5(c)、(d)所示分别为B接头ISS与基体的50000倍照片,可以更明显地观察到上述颗粒状化合物,而二者在γ'相的尺寸和立方度上也不存在明显差异。2类接头的ISS区γ'相都与相应接头的母材相同,说明母材取向差异(焊缝处的晶界)并不会对ISS区γ'相的形态产生明显影响。

图4 接头微观组织Fig.4 Microstructure of joints
在B类接头中可以观察到沿焊缝中心线不连续分布的颗粒状化合物,而在A类接头中则没有发现该类组织。所有试验材料均具有近[001]取向,因此在相同的焊接参数下不会因为降熔元素在固相金属中扩散的各向异性而在2个焊缝中央导致成分差异,也不会在同一个焊缝中引起较大的成分起伏。对比所有工艺过程(原材料、装配、焊接和热处理等)可以发现,2类接头唯一区别是在装配过程中B类接头没有原位装配,而是将来自两块材料的样品进行了TLP扩散焊接(两侧母材取向差10°)。可以断定,B类接头两侧母材取向差导致焊缝中心线处形成晶界,而成为点状化合物形成的主要诱因。
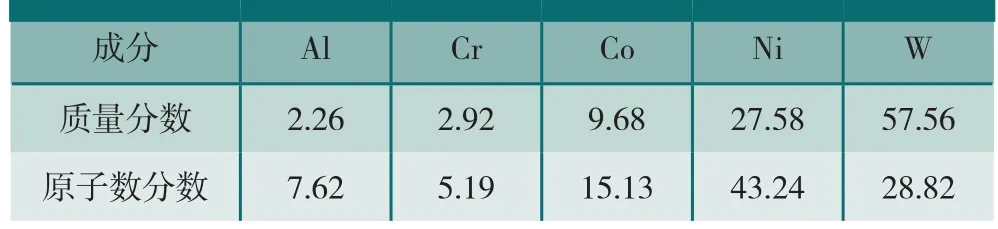
表2 B接头中化合物成分%

图5 接头和基体高倍照片Fig.5 High power field of joint and base metal
基体溶解阶段完成以后,液相中间层以外延生长的形式发生等温凝固,该过程以固/液界面处的固相基体为基底,自固/液界面开始向液相内部持续进行。等温凝固过程所形成的ISS遗传了相应一侧基体的晶体取向,两侧凝固组织在焊缝中心处相接,并最终体现两侧母材的取向差异。当原始母材取向差超过一定限值时,即形成两侧具有一定取向差的晶界。晶界一旦形成就很难消除,也就无法实现接头单晶化。
理论上,在TLP焊接和热处理高温下,B类焊缝中心处是不存在所谓颗粒状化合物的。化合物形成元素作为溶质固溶在Ni基体中,由于溶质原子和溶剂原子尺寸差异,溶质原子置换晶格中的溶剂原子产生畸变能,使系统内能升高;若溶质原子迁入疏松的晶界区(即发生晶界偏聚),便可松弛这种畸变能,从而降低体系内能。正如吉布斯指出,凡能降低表面能的元素,将会富集在晶体界面上产生晶界吸附或偏聚。晶界偏聚的溶质浓度可表示为:其中,C为晶界区溶质浓度;C0为晶格内的溶质浓度;ΔE为1mol原子溶质位于晶内和晶界的内能差;R为通用气体常数;T为温度。

大序数原子在晶界处富集且处于较高自由能态,而形成新相需要增加的表面积最小,在降温过程中硼元素和碳元素溶解度降低而析出,并与晶界处富集的金属原子反应,使碳化物和硼化物优先在晶界处形核并长大,从而在晶界处形成了颗粒状的碳化物或硼化物等第2相粒子。

图6 B类接头断口照片Fig.6 Fractography of B joint
2.2 取向差接头断裂机理
对接头进行了980℃高温持久试验,B类接头断口照片如图6所示。
B类接头没有实现单晶化连接,焊缝中心处形成了晶界,以沿中心晶界发生准解理断裂。断口放大形貌表现为形状大小不规则的小平面,小平面呈高低起伏的不均匀分布,每个小平面中心均有第2相粒子,说明第2相粒子分布于整个焊缝当中。
高温持久条件下,试样内部应力水平较高,由于第2相粒子和基体结合比较牢固,当基体与第2相粒子脱离的时候,造成了第2相粒子自身的破裂,而裂纹的扩展也使基体发生了开裂;再者,裂纹萌生存在一个临界粒子尺寸问题,临界粒子尺寸随温度升高而增大,一定大小的粒子只在一定温度下起作用。值得注意的是,第2相粒子是弥散分布于焊缝中,对位错起到钉扎作用,这在一定程度上也强化了接头;然而,由于粒子较脆,又很容易成为微孔裂纹的核心,推动裂纹形核和扩展,降低接头的高温力学性能。
由于第2相粒点与基体之间存在弹塑性差异,高温持久变形过程中,外加载荷致使第2相粒子周围的局部应力达到临界值时,微孔裂纹便沿第2相粒点(或穿过第2相粒点)形核,微孔裂纹形核有粒子与基体界面脱开成核和粒子自身断裂成核两种方式;随着持续加载,微孔聚集长大并使裂纹以第2相粒子为中心向四周扩展,由于轴向极大的束缚作用,可认为裂纹尖端附近只受到横向的平面应变场,因此裂纹将主要在垂直于轴向[001]方向的平面内扩展,形成解理平面,此时的裂纹扩展非常迅速;之后,平面裂纹的扩展速度将逐渐减小,当相邻平面内的裂纹相遇时便形成拉长的撕裂棱,并最终发生准解理断裂。
3 结论
(1)获得了取向差10°左右的非单晶化接头,焊缝中心存在晶界,大序数原子在晶界处富集且处于较高自由能态,在降温过程中硼元素和碳元素溶解度降低而析出,并与晶界处富集的金属原子反应,使碳化物和硼化物优先在晶界处形核并长大,从而在晶界处形成碳化物或硼化物等第2相粒子。
(2)存在晶界的B类接头在高温持久过程中,微孔裂纹沿第2相粒点(或穿过第2相粒点)形核、扩展,在垂直于轴向[001]方向的平面内扩展,最终发生准解理断裂。
[1]柴禄, 黄继华, 侯金保, 等. N5单晶高温合金TLP扩散连接头的组织与性能. 材料热处理学报, 2014, 35(11): 117-121.
[2]叶雷, 毛唯, 谢永慧, 等. 定向凝固高温合金IC10瞬态液相(TLP)扩散焊接头组织研究. 材料工程, 2004(3): 42-44.
[3]曹健, 宋晓国, 郑祖金, 等. 扩散时间对DD6单晶高温合金TLP接头界面组织的影响. 焊接学报, 2011, 32(7): 13-16.
[4]郎波, 侯金保, 吴松. DD32单晶高温合金过渡液相扩散连接 . 材料工程 , 2010(10): 32-37.
[5]Gale W F, Butts D A, Transient liquid phase bonding. Science and Technology of Welding and Joining, 2004, 9(4): 283-300.
[6]Broomfield R W. Development of brazing techniques for the joining of single crystal comoponents fifth internation charles parsons turbine conference. Cambridge. Cambridge University Press, 2000: 741-754.
[7]姚志浩, 董建新, 陈旭, 等. GH738高温合金长期时效过程中 γ'相演变规律. 材料热处理学报, 2013, 34(1): 31-37.
