固定层造气炉改造运行总结
2015-05-25李忠
李 忠
(安徽晋煤中能化工股份有限公司安徽临泉236400)
固定层造气炉改造运行总结
李 忠
(安徽晋煤中能化工股份有限公司安徽临泉236400)
安徽晋煤中能化工股份有限公司(以下简称中能公司)造气系统原有31台造气炉,其中12台Φ2610mm锥形炉、6台Φ2610mm直筒炉和13台Φ2800mm直筒炉,采用固定层间歇制气工艺。由于造气炉的水夹套泄漏比较严重、炉况不稳定,经常出现炭层吹翻、集尘器带出物多、下灰残碳量高(主要是渣包炭)等现象,造成吨氨原料煤消耗较高,为此,对造气系统进行了改造。改造后,吨氨块煤消耗明显下降。
1 原料煤筛分设备改造
(1)降低入炉煤末含量。入炉煤末含量大,不但造成块煤消耗增加,更会对设备造成冲刷,增加维修费用。2011年3月,弹性振杆筛角度由原20°缩小至19°,延长了块煤在振动筛上的停留时间,提高筛分率,降低入炉煤末含量。2011年5月,新增2台直线脱水振动筛,确保入炉煤中煤末率质量分数<1%。原料煤前期处理工艺流程见图1。
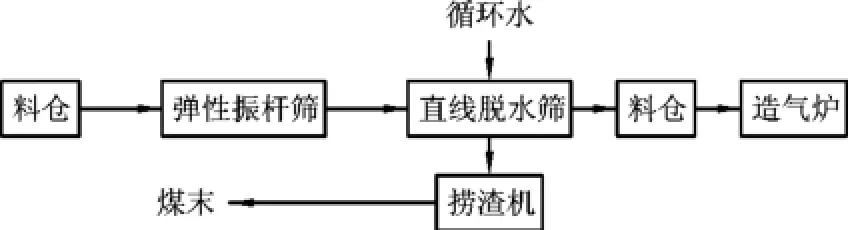
图1 原料煤前期处理工艺流程
1#和2#系统改造后,四楼落煤末管的煤末量明显增多,由检修前18.0t/d增至22.5t/d左右,入炉煤中煤末含量明显降低,系统带出物由检修前(2011年3月15至31日)的共排灰672.7t、平均39t/d、每炉2.198t/d分别下降至检修之后(2011年5月23-28日)的共排灰189.6t、平均31.6t/d、每炉1.755t/d。
(2)原料煤的分级入炉。固定层造气炉对入炉原料煤粒径的要求:最大粒度<Φ120mm,最小粒度>Φ5mm,一般大块煤粒度>Φ80mm,应把Φ80~120mm粒度的煤进行分级筛选后直接入炉;如采用粒径较大的块煤制气,由于其透气性好,炉内床层阻力小,适合于较强负荷生产,但是容易出现炭烧不透的现象,灰渣中残碳量增加;如采用粒径过小的块煤制气,虽然增加了其与气化剂的接触面积,但炉况难控,不利于强负荷生产。因此,2011年6月,在现有弹性振杆筛的上方用扁钢加装了100mm×110mm筛网,筛除大块煤(振动筛筛板厚6mm),粒度>Φ110mm的块煤由人工进行集中破碎处理后再入炉。
(3)煤种的合理搭配。2011年,由于块煤供应量较少,需外购块煤,故煤种比较杂、数量不稳。经总结长期生产经验,选择冷热强度好而化学活性差的晋城煤与性质相反的永城煤按一定比例掺烧,选择高硫煤与低硫煤按一定比例掺烧。改为掺烧后,气化效果比单烧某一煤种要好,且炉况稳定、气质及气量均有大幅好转。
2 设备改造
(1)优化流程、降低系统阻力。2011年5月20日,利用系统停车机会,割除1#和3#洗气塔水封管插入的部分,同时新增1台7#洗气塔。大修开车后,1#系统阻力从检修前的5.0kPa下降至4.2kPa,气量明显好转。
(2)采用中压水夹套。中压水夹套起到减少水夹套吸热量、增加造气炉气化强度、降低灰渣中的可燃物含量、提高蒸汽分解率等作用。
(3)采用炭层高度自动测量装置。炭层高度自动监测装置可以实现对造气炉膛内炭层高度的及时检测,避免人为因素误差,减轻工人劳动强度,稳定上、下行煤气温度,稳定造气炉工况。
(4)提高阀门运行速度。现已完成对1#造气系统8台造气炉的油压系统改造工作,阀门动作时间由7s缩短至3s。
(5)采用上加氮与上吹蒸汽分离技术。原上加氮管道与上吹蒸汽管同管进入下行管道三通处,因此,无论是调整上加氮手轮阀开启度,还是延长上加氮时间,都会影响上吹蒸汽量,造成上吹蒸汽量偏小,从而引起过热、结疤现象。经过详细论证,将上加氮管与上吹蒸汽管分两路进入下行管道,减少了过热现象,稳定了造气炉炉况,降低了吨氨块煤消耗。
(6)改造蒸汽缓冲罐。将蒸汽缓冲罐近路管由管道改配至缓冲罐本体,各系统蒸汽压力波动范围由检修前的7~21kPa降低至7~17kPa。
3 缩短制气循环时间及优化DCS程序
(1)缩短制气循环时间。制气循环时间长短对稳定气化层温度和煤气产量有一定的影响。制气循环时间过长,在一个循环内气化温度波动大、产气量低、气体质量相对差些。因此,循环时间以短些为宜。自2011年4月14日后,将制气循环时间由130s改为120s,达到造气炉气化层温度稳定、单炉发气量提高的效果。
(2)延迟上加氮阀开启时间。固定层造气炉在吹风之后,炉温应该在最高状态;若吹风之后立即进行上吹加氮,会造成炉温再次提高,易引起造气炉结疤、结块及炉温难控。因此,对DCS控制系统进行了程序优化,延迟各炉上加氮阀的开启时间。延迟时间可根据炉温、炉况进行合理调整,加大上加氮使用量后,气质、气量明显好转。
(3)延迟吹风气阀的开启时间。造气炉在吹风阶段与制气阶段转换时,即制气阶段转为吹风阶段时,由于阀门的阀待问题,会出现吹风气阀门和煤气总阀门同时处于开启的状态,造成大量的煤气进入吹风气回收系统,不仅浪费大量煤气,而且影响吹风气回收系统安全运行。为此,中能公司对DCS控制系统进行了改造,避免了吹风气阀门开启延迟现象。
(4)提前关闭烟囱阀。造气炉初开炉时,煤气总阀门与烟囱阀由于阀待问题,会有1~3s 2只阀门同时打开情况,造成大量煤气浪费(用肉眼观察发现烟囱冒白烟)。为此,对DCS控制系统进行改造。初开炉时,烟囱阀提前关闭1~2s后(可根据阀门起落时间进行调整),蒸汽总阀和煤气总阀方可开启,有效避免了煤气的浪费。
4 小结
采取以上措施改造后,有效控制了煤气的损失量,单炉发气量明显提高。在煤质及工艺条件基本未作调整前提下,改造前开18台造气炉,时常会出现供气量不足;改造后基本上开17台造气炉,可满足后序系统用气量,吨氨块煤消耗由2011年的1172kg下降至2012年的1154kg。
2014-06-06)
