基于QMC的齿轮测量中心测量不确定度评定方法
2015-05-20韩连福付长凤王军等
韩连福+付长凤+王军+等


摘要: 为评定齿轮测量中心测量不确定度,提出了一种基于拟蒙特卡罗法(quasi MonteCarlo method,QMC)的齿轮测量不确定度评定方法。研究了齿轮测量中心的几何误差源,应用坐标变换法建立了齿轮测量中心精密测量模型,采用拟蒙特卡罗仿真法对齿轮测量中心测量不确定度进行了评定,并分析了评定的稳定性。评定实验表明,该方法可准确评定齿轮测量中心测量不确定度,评定结果最大偏差为2.35%,评定方法稳定。
关键词: 齿轮测量中心; 拟蒙特卡罗法; 测量不确定度
中图分类号: TP 391.4文献标志码: Adoi: 10.3969/j.issn.10055630.2015.02.005
Evaluation on uncertainty of gear center measurement
based on quasi MonteCarlo method
HAN Lianfu1,2, FU Changfeng1, WANG Jun2, TANG Wenyan1
(1.Institute of Precision Instrument, Harbin Institute of Technology, Harbin 151400, China;
2.College of Electronic Science, Northeast Petroleum University, Daqing 163318, China)
Abstract: To evaluate the uncertainty of gear center measurement, evaluation method on uncertainty of gear center measurement based on quasi MonteCarlo method (QMC) is proposed. The geometric errors are confirmed. The gear measurement model based on gear center measuremnt is established by coordinate transformation. The uncertainty of gear center measurement is evaluated by QMC, and the stability of this method is studied. The experiment shows that the evaluation proposed in this paper can accurately evaluate uncertainty of gear center measurement. The maximum deviation is 2.35%, so the method is stable.
Keywords: gear measuring center; quasi MonteCarlo method(QMC); measurement uncertainty
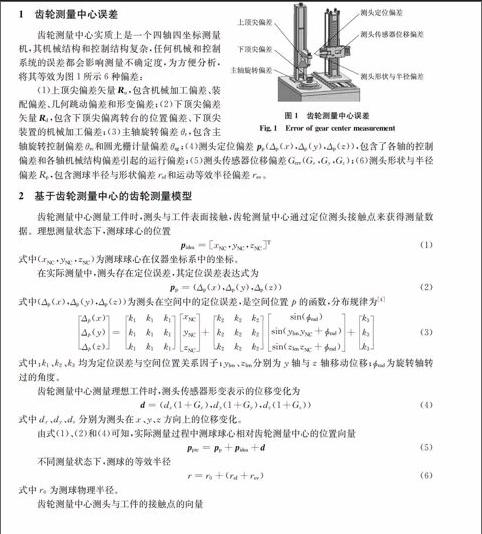
引言齿轮测量中心是一种高精密齿轮测量仪,适应了齿轮测量向高精度、多功能、自动化发展的趋势,已成为齿轮测量领域的主导设备[1]。测量不确定度是衡量齿轮测量中心性能的主要技术指标[2]。目前,国外从事齿轮测量中心测量不确定度评定技术研究的主要有德国国家计量院、日本的国家计量院和京都大学[3]。国内从事该评定技术研究的主要有大连理工大学、西安工业大学、北京工业大学和哈尔滨工业大学[46]。国内主要采用分析各项误差源,然后合成测量不确定度的方法,但由于齿轮测量中心测量项目众多,更换评定项目时需重新计算一次,计算复杂。国外将齿轮测量中心误差归为6类,并采用蒙特卡罗法评定测量不确定度,但蒙特卡罗法使用伪随机数,造成评定收敛速度慢、计算结果不稳定。为克服上述方法存在的问题,本文分析了齿轮测量中心的误差,建立了误差条件下齿轮测量模型,并采用拟蒙特卡罗法(quasi MonteCarlo method,QMC)评定了齿轮测量中心测量不确定度。图1齿轮测量中心误差
Fig.1Error of gear center measurement1齿轮测量中心误差齿轮测量中心实质上是一个四轴四坐标测量机,其机械结构和控制结构复杂,任何机械和控制系统的误差都会影响测量不确定度,为方便分析,将其等效为图1所示6种偏差:光学仪器第37卷
第2期韩连福,等:基于QMC的齿轮测量中心测量不确定度评定方法
(1)上顶尖偏差矢量Ru,包含机械加工偏差、装配偏差、几何跳动偏差和形变偏差;(2)下顶尖偏差矢量Rd,包含下顶尖偏离转台的位置偏差、下顶尖装置的机械加工偏差;(3)主轴旋转偏差θr,包含主轴旋转控制偏差θrc和圆光栅计量偏差θrg;(4)测头定位偏差pp(Δp(x),Δp(y),Δp(z)),包含了各轴的控制偏差和各轴机械结构偏差引起的运行偏差;(5)测头传感器位移偏差Gerr(Gx,Gy,Gz);(6)测头形状与半径偏差Rp,包含测球半径与形状偏差ref和运动等效半径偏差rev。2基于齿轮测量中心的齿轮测量模型齿轮测量中心测量工件时,测头与工件表面接触,齿轮测量中心通过定位测头接触点来获得测量数据。理想测量状态下,测球球心的位置pidea=[xNC,yNC,zNC]T(1)式中(xNC,yNC,zNC)为测球球心在仪器坐标系中的坐标。在实际测量中,测头存在定位误差,其定位误差表达式为pp=(Δp(x),Δp(y),Δp(z))(2)式中(Δp(x),Δp(y),Δp(z))为测头在空间中的定位误差,是空间位置p的函数,分布规律为[4]Δp(x)
Δp(y)
Δp(z)=k1k1k1
k1k1k1
k1k1k1xNC
yNC
zNC+k2k2k2
k2k2k2
k2k2k2sin(rad)
sin(ylenyNC+rad)
sin(zlenzNC+rad)+k3
k3
k3(3)式中:k1、k2、k3均为定位误差与空间位置关系因子;ylen、zlen分别为y轴与z轴移动位移;rad为旋转轴转过的角度。齿轮测量中心测量理想工件时,测头传感器形变表示的位移变化为d=(dx(1+Gx),dy(1+Gy),dz(1+Gz))(4)式中dx、dy、dz分别为测头在x、y、z方向上的位移变化。由式(1)、(2)和(4)可知,实际测量过程中测球球心相对齿轮测量中心的位置向量pptc=pp+pidea+d(5)不同测量状态下,测球的等效半径r=r0+(ref+rev)(6)式中r0为测球物理半径。齿轮测量中心测头与工件的接触点的向量p=[r0+(ref+rev)]sinφ1cosφ2
sinφ1sinφ2
cosφ1+pp+pidea+d(7)式中φ1、φ2分别为测球球心在球坐标系中的水平角和垂直角。由于齿轮测量中心上、下顶尖都存在偏差,齿轮偏移矢量e和正交倾斜矩阵T表达式分别为e=(Ru+Rd)l1l(8)
T=Ru-RdRu-Rd0
0
1-1(9)式中:l1为齿轮中心到测量平面中心距离;l为齿轮测量中心上、下顶尖距离;Ru、Rd分别为上、下顶尖偏离理想位置矢量,Ru和Rd均服从正态分布,Ru的矢量角ω(Ru)与Rd的矢量角ω(Rd)均在(-π,π)服从均匀分布。理想工件装卡在理想齿轮测量中心上,其工件表面的表达式为f(u,v,w),其装卡在倾斜齿轮测量中心上的表达式fT(u,v,w)为fT(u,v,w)=e+Tf(u,v,w)(10)测量工件装卡在齿轮测量中心上,工件跟随齿轮测量中心旋转,旋转后的工件表面方程为fR(u,v,w)=cos(θ+θrc+θrg)-sin(θ+θrc+θrg)0
sin(θ+θrc+θrg)cos(θ+θrc+θrg)0
001fT(u,v,w)(11)式中θrc、θrg均服从正态分布。齿轮测量中心测量工件时,测球与工件表面接触,测量点满足齿轮测量模型,即n(fR(u,v,w))+n(p)=0
fR(u,v,w)=p(12)式中n(p)、n(fR(u,v,w))分别为测量点测球表面和工件表面的法矢量。3基于拟蒙特卡罗法的测量不确定度评定方法蒙特卡罗法评定测量不确定度过程中使用伪随机数,而伪随机数的随机性和均匀性都不强,这造成了蒙图2拟蒙特卡罗法评定齿轮测量不确定度
Fig.2Uncertainty evaluation of the gear by
quasi MonteCarlo method特卡罗法收敛速度慢、计算结果不稳定。低偏差序列比随机数具有更强的均匀性,采用低偏差序列替代伪随机数序列的蒙特卡罗法称为拟蒙特卡罗法[79]。如图2所示,采用拟蒙特卡罗法生成齿轮测量中心的各项误差并将其加载到虚拟齿轮测量中心上,采用该虚拟齿轮测量中心测量理想工件获得含有误差的仿真信号,最后按照评定标准对渐开线偏差、螺旋线偏差和齿距偏差进行不确定度评定。4模拟实验与分析以齿廓总偏差测量不确定度评定为例,对齿轮测量中心测量不确定度进行评定,理想齿轮参数有:齿数为36个,模数为8个,压力角为20°,螺旋角为0°,分度圆直径为288 mm。齿轮测量中心各误差分布如下:(1)上、下顶尖偏差分别为Ru~[AmcosAφ,AmsinAφ,d]Rd~[AmcosAφ,AmsinAφ,0]其中Am服从N(0,0.5)分布,Aφ服从U(-π,π)分布。(2)主轴旋转偏差、测头定位偏差和测头传感器位移偏差分别为θr~U(-4.85×10-8,4.85×10-8)Rp~N(0,0.1)Gx、Gy、Gz~N(0,0.005)(3)测头定位偏差计算测头定位偏差需要确定的参数如式(3),各参数值分别为k1~N(0,0.3)k2~N(0,0.3)k3~N(0,1)rad~U(-π,π)ylen=9.29×10-5zlen=0.25采用基于拟蒙特卡罗法评定齿轮测量中心齿廓总偏差测量不确定度,评定结果如图3所示。图中,U95表示可信度为95%的测量不确定度,n为U95齿廓测量不确定度时的运行次数。
图3齿廓总偏差评定结果
Fig.3Evaluation results of total deviation for the tooth profile
图4评定结果稳定性
Fig.4Stability of evaluation results由仿真结果可知:测量不确定度U954 500次运行结果为1.26 μm;30 000次运行结果为1.31 μm;50 000次运行结果为1.29 μm。4 500次、30 000次和50 000次的测量结果基本一致,也就是4 500次收敛情况与30 000次、50 000次一样,而采用蒙特卡罗法需要十几万次运行才能达到同样效果,故拟蒙特卡罗法收敛速度远高于蒙特卡罗法。在样本容量为4 500次的条件下,重复计算20次,评定结果和平均值如图4所示。由图4可知,评定结果的最大值为1.31 μm,最小值为1.25 μm,平均值为1.28 μm。将评定结果的平均值ua作为评定结果的理论值[10],则评定结果最大偏差umax为0.03 μm,其最大相对偏差为:er=umax-uaua×100%=0.031.28×100%=2.35%(13)由式(13)可知,齿廓测量不确定度评定结果的最大相对偏差为2.35%,故基于拟蒙特卡罗法的齿轮测量中心不确定度评定结果稳定。为避免评定的偶然性,采用不同参数的齿轮多次重复上述实验。多次实验结果均表明本文提出的方法收敛速度快、结果稳定。5结论通过对齿轮测量中心几何结构与控制系统的分析,将其几何误差和控制误差等效成6项误差,在分析误差对测量不确定度影响的基础上,采用坐标变换法建立了齿轮测量中心齿轮测量模型,以齿廓测量不确定度为例,采用拟蒙特卡罗法评定了齿轮测量中心测量不确定度,并分析了评定方法的稳定性。实验表明,本文提出的方法可准确评定齿轮中心测量不确定度,评定结果最大偏差为2.35%,评定方法稳定。参考文献:
[1]HAN L F,TANG W Y,WANG J,et al.Measurement of involute profile with small clamping eccentricity in a gear measuring center[J].Strojniki VestnikJournal of Mechanical Engineering,2013,59(4):269278.
[2]LAZOPOULOS A.Error estimates in Monte Carlo and QuasiMonte Carlo integration[J].Acta Physica Polonica Series B,2004,35(11):26172632.
[3]TAKEOKA F,KOMORI M,TAKAHASHI M,et al.Gear checker analysis and evaluation using a virtual gear checker[J].Measurement Science & Technology,2009,20(4):112.
[4]孙光宇,李平.CNC齿轮测量中心标准中齿廓倾斜偏差测量不确定度参数的确定[J].工具技术,2009,43(9):9799.
[5]王阔,马勇.改进后的CNC齿轮测量中心Mahr891E螺旋线偏差测量系统测量不确定度评定[J].工具技术,2008,42(6):9194.
[6]石照耀.复杂螺旋曲面特征线测量的理论与技术研究[D].合肥:合肥工业大学,2001.
[7]潘建根,丁鹏飞,沈海平,等.LED在线测试中的PLF测量不确定度分析[J].光学仪器,2008,30(3):812.
[8]黄美发,景晖,匡兵,等.基于拟蒙特卡罗方法的测量不确定度评定[J].仪器仪表学报,2009,30(1):120125.
[9]邵明省.基于蒙特卡罗方法的LED灯光子运动研究[J].光学仪器,2010,32(1):5962.
[10]石照耀,张宇,张白.三坐标机测量齿轮齿廓的不确定度评价[J].光学 精密工程,2012,20(4):766771.
(编辑:程爱婕)
