基于宏程序的一切多加工方法
2015-05-08西安航空动力控制科技有限公司陕西710077林敬顺
西安航空动力控制科技有限公司 (陕西 710077) 林敬顺
生产中经常遇到直径大、厚度薄的垫片类零件加工。为了方便加工并减少机床的局部磨损,一般都采用装夹一次切出多个零件的加工方法。
1. 常用的一切多加工方法
(1)编程时在同一程序中编出多个工件切断程序(包括子程序)。优点是程序直观;缺点是编程工作量大,程序调整不便。
(2)编出单个零件程序,靠偏移工件坐标系或刀具偏置来加工。优点是编程方便,仅需编出单件零件的加工程序;缺点是单件零件加工完成后需要手工偏移坐标系或偏置刀具补偿,加工多件零件后或加工中断后,再次加工时需要重新设置坐标系。在零件加工数量大时易出现输入错误,发生机床事故。
(3)设置多个坐标系加工。优点同方法(2),与方法(2)的区别为加工时调用不同的坐标系来实现一切多的目的;缺点是加工件数受机床坐标系限制,最多仅为6个(G54-G59)。调整不便,需要逐个坐标系调整。修改一个坐标系后,其他的坐标系都要相应的修改。
2. 改善后的一切多加工方法
在加工某型零件时,零件直径为φ22mm,厚度仅为1.8mm,如图1所示。原来的做法是调用多个坐标系加工,一次装夹加工6件零件,工作效率不高。现在利用机床宏程序及子程序和刀具自动补正代码完成了一切多的加工,该方法避免了上述3种加工方法的缺点,程序简洁直观、不受坐标系限制,且调整方便。程序如下:
T0101; (主程序)
G30 U0 W0;(返回安全点)
G10 L2 P0 X0.0 Z0.0;(初始化坐标系)
#1=P____;(P____为G54坐标系Z向坐标数值)
#2=n;(n为一次装夹所需加工件数)
N2 G10 L2 P0 X0.0 Z#1;(设置工件坐标系)
M98 Pxxxx;(执行Pxxxx子程序)
#1=#1-[Z];(Z向偏移数值。一般为零件长度+切断刀宽度+0.1mm)
#2=#2-1;
IF [#2 GT 0] GOTO 2;(判断#2是否大于0)
G30 U0 W0;(返回安全点)
M30;
Pxxxx;(子程序,既零件的加工程序)
T0101;
……
M99;(返回主程序)
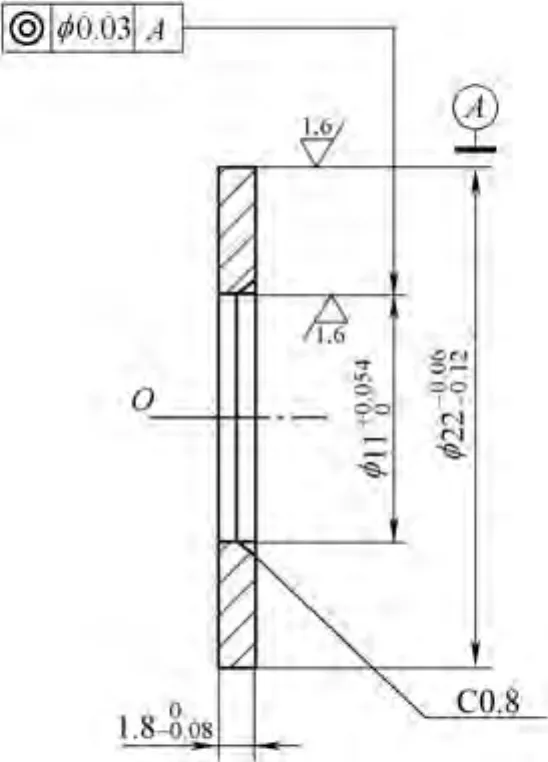
图 1
3. 结语
该加工程序简洁直观、调整方便。所有关于零件的尺寸仅在子程序中调整一次,加工件数仅需在主程序中调整。如果在加工中出现停止仅需返回主程序继续执行即可,不需任何调整。经过实际验证该程序适用性强,可节省大量的辅助时间。