级进模具镶块的单件加工
2015-05-07孟凡荣许恒斌顾佳超
孟凡荣, 许恒斌, 顾佳超
(长春汽车工业高等专科学校机械工程学院,长春130013)
0 引言
级进模在工厂也称为连续模,各个工位能够按顺序完成不同的加工,多个工序就可以在同一个模具中完成。与多套模相比,级进模一副模具内就可以完成冲裁、弯曲成型和拉伸等工序,生产效率高,可用于高速冲压床。美国Datum公司级进模要求模具镶块全部单件加工,并且要求镶块间能够互换,因此对底板和每件镶块的加工精度有很高的要求,此类镶块加工经验不足,需要进一步完善加工工艺,在此针对几种典型的镶块加工工艺进行介绍。
1 块单件加工工艺路线制定
对于无多件连续型面和刃口,同组镶块安装面等高,采用型面和其他结构面全部单件精加工到尺寸,并保证互换性,可以提高单件加工精度,实现标准化加工。
1.1 线切割刃口类镶块
线切割刃口类镶块,底面单向键,用销孔定位进行组装,如图1所示。
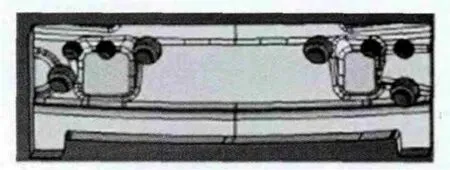
图1 线切割刃口镶块
这类镶块加工方案如下:方料→磨四平面→镗螺钉孔螺纹(包括反把工艺螺纹孔)、中心孔→钻孔,包括销孔空开、攻丝→数控铣背面(虎钳装夹),底面见光,键槽(单边留量0.3 mm),镗销孔(小一号)→数控铣正面(销孔定位工艺板装夹),型面(留量0.5 mm),空开面→热处理:真空淬火→磨底面、基面→电加工,按销孔拉直找正,切刃口轮廓和销孔→数控铣背面(Z型工艺板装夹)键槽到尺寸,镗销孔(单边留量0.5 mm)→数控铣正面(销孔定位工艺板装夹),型面精加工→钳工装配。
淬火后用Z型工艺板装夹背面,用反把螺纹在镶块背面把3~4个Z型工艺板,将镶块底面向上固定(底面无螺纹的镶块增加工艺螺纹孔,位置编程投图时直接给出),用镶块底面的键槽找正分中心确保各方向均匀有量,装夹面保证无异物、无毛刺。
工艺板装夹可通过快速定位键-镶块键槽确定机床坐标系与加工坐标系的相对位置,镶块根据编程员对刀示意图装夹工件。
1.2 孔定位加工型面类镶块
销孔定位加工型面类镶块特性是底面无键,用销孔定位组装,如图2所示。

图2 孔定位镶块
此类镶块加工方案如下:方料→磨四平面→镗螺钉孔螺纹(包括反把工艺螺纹孔)、中心孔→钻孔,包括销孔空开、攻丝→铣倒角→数控铣正面销孔定位工艺板装夹,型面(留量0.05 mm)→热处理,真空淬火→磨底面,基面→镗销孔→数控铣正面(销孔定位工艺板装夹),型面精加工(编程中心按键槽交点设X0Y0)→钳工装配。
用销孔定位工艺板装夹,采用有工艺销的十字键和长方键定位,用反把螺纹将镶块固定到工艺板上(镶块背面需增加工艺螺纹孔)。淬火前使用单边小0.5 mm的工艺销,淬火后使用标准尺寸工艺销。
1.3 位加工型面类镶块
键槽定位加工型面类镶块特性是底面十字键,无销孔,无结合面,如图3所示。
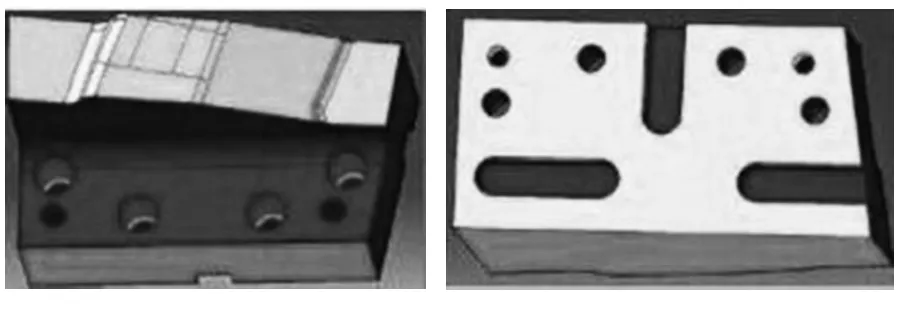
图3 槽定位加工型面类镶块
这类镶块加工方案如下:方料→磨四平面→镗螺钉孔螺纹(包括反把工艺螺纹孔)、中心孔→钻孔,包括销孔空开、攻丝→数控铣背面(虎钳装夹),底面见光,键槽、斜角→数控铣正面(键槽定位工艺板装夹)、型面(留量0.5 mm)、空开面→热处理,真空淬火→磨底面,靠死面,基面→数控铣背面工艺板装夹,键槽到尺寸,镗销孔(单边留量0.5 mm)→数控铣正面键定位工艺板装夹,型面精加工,(编程中心按键槽交点设X0Y0)→钳工装配。
虎钳装夹背面加工,在工作台上安装虎钳,对虎钳进行拉直装夹。操作者根据电算提供的数据,镶块底面到虎钳顶面数值加长5 mm装夹,操作者找正后根据电算提供程序划痕以检测工件中心是否正确,包括靠四面、接合面和轮廓。
2 机床及二级工具
通过试验件加工,检测小物数控和线切割机床的加工精度,慢走丝和中走丝线切割切摆角空刀功能进行验证,确定具备加工条件的机床,对精度不好的机床及时进行维修调整,为正式模具加工做好准备。
通过工艺板定位键等二级工具等在试验件加工中的使用,确认其实用性,确保二级工具在加工中对工件定位准确,固定牢靠,方便操作。
3结语
通过这次对级进模单件镶块的工艺编制,积累了完整的加工高端级进模的经验,达到了国际大公司制造此类模具的技术水平,能够应对国外高级模具的加工要求,为今后支撑自主模具的研发制造奠定了坚实的基础。
[1] 郭鸣骥.某汽车车门玻璃导轨结构件多工位级进模设计[J].锻压技术,2014,39(9):97-101.
[2] 蒋震林.加快中小型企业中级进模的发展应用[J].中国高新技术企业,2013(33):66-68.