基于加工中心的大尺寸深腔之精加工方法
2015-04-26郭伟民
郭伟民
(河南职业技术学院,河南郑州 450046)
1 工艺分析
在利用加工中心进行模具制造的时候,经常会加工一些用于配合的型腔,如图1所示。
假定其毛坯为铸件,单边留有约为10 mm的加工余量。显然,该件形状并不复杂,只是长、宽、高基本尺寸大,500 mm×350 mm×150 mm;而公差又小(0.03 mm),加工难度偏大,容易造成加工时间长。集中表现为4个问题:
(1)铸件毛坯的圆弧R15过渡部分的余量较大,而且该部位在内壁的加工过程中容易抗刀、伤刀,严重时会导致工件移动,所以应该考虑如何有效加工该部分。
(2)内壁和底面尺寸大、精度高,精加工过程中,刀具易磨钝,加工时间很容易变长。所以在保证质量的前提下,应该考虑如何缩短该部分的加工时间。
(3)精加工尺寸的检测也很关键。选用什么样的量具检测,如何检测,直接关系到精加工尺寸的准确性和有效性。
(4)内壁与底面之间如何圆滑过渡(R5的加工),不留接痕。
对此有没有什么较好的办法,能够高效高质量地完成这类深腔的加工呢?
2 解决办法
根据以上分析和实际加工经验,提出以下加工方法:首先加工出四周内壁之间的圆弧过渡部分,再分别对内壁和底面进行粗加工和精加工,最后加工底面与内壁间的圆弧。具体如下。
2.1 清理四周的圆弧过渡部分(R15)
该部分是可以在整个内壁的加工过程中附带加工的,通常也可以这么做。但容易出现的问题是:
(1)因余量大而伤刀、甚至导致工件移动。换刀或重新确定工件坐标系,都会增加加工时间;不仅如此,如果不能及时发现工件已经移动而继续加工的话,最终可能导致工件报废。
(2)余量不很大,但抗刀,刀具每走到此处就发出声响,加工表面质量很差。因此,每加工到该处就只好大幅度降低走刀速度(正常走刀速度的一半,甚至更低),并调低转速,结果不但延长了加工时间,也增加了操作难度,而且表面质量往往不理想。
基于此,建议首先把四周的圆弧过渡部分(R15)加工出来。由于该部位是自由公差,非配合面,其实际作用是让位和避免应力集中,因此加工时,在照顾到图纸要求的同时,要尽可能消除加工内壁时在此处容易发生的抗刀现象。具体怎么加工呢?有以下两种选择:
(1)可以选用直径相对小一些(不发生干涉)的立铣刀,进行大吃刀量的内圆弧切削(编程),通过调整刀补可使实际圆弧略大(0.3~0.5 mm)。由于加工面小,吃刀量又大,加工时间不会很长,只是增加了编程时间;但这种程序简单、不费事,加工起来也方便、安全。
(2)如果有和圆角直径正好相近的立铣刀(如图1所示,若R=15 mm,自由公差,则可用φ(30±2)mm的立铣刀),尤其假若是键槽铣刀(如图2所示)的话,建议像钻孔那样,自上而下加工这4个圆角,从而可以在更短时间内完成加工。

图2 键槽铣刀
至于刀径的选择,可以按图纸尺寸的公差下限选择刀径(≥φ28 mm),并根据实际刀径确定实际圆心(较图纸上的名义位置稍稍外移),让圆弧相应外移,从而避免加工内壁时的抗刀现象;也可以按图纸尺寸的公差上限选择刀径(≤φ32 mm),并按图纸上的圆心位置进行加工,圆弧也让出来了。后者更简单实用。
刀具和加工位置确定以后,手动操作就可以在很短时间内完成4处圆弧的加工,表面质量和尺寸亦有保证,并为内壁的顺利加工奠定了基础。
至于深度方向的尺寸(根部有R5),考虑到与底面之间的圆弧过渡,可以留5.1 mm的余量,待整个底面的主要部分精加工完成后,选择合适的刀具,测量高度差并加工。
把上面的问题再延伸一下。如果内腔面积较小,未铸出,圆弧也不是很大,怎么加工好呢?如图3所示,建议在相应位置用普通钻头钻孔。思路和前面说的一样,既要出形状,也要避免抗刀现象。加工出来的孔亦可作为粗加工内腔的下刀位置。
总之,在对四周的内壁进行粗加工之前,有必要先完成圆弧过渡部分(R15)的加工。

图3 型腔未铸出的毛坯
2.2 对四周的内壁进行粗加工(单边余量0.3~0.5 mm)
加工之前应对余量有所了解(测量)。假定单边余量是10 mm左右,那么选用哪种刀具合适呢?建议选择形如图4所示的粗加工铣刀(一些材料上称之为波刃铣刀或粗皮铣刀)。在余量为单边10 mm的情况下,结合所用刀具粗细(文中刀径不大于30 mm),一次吃刀量可在50~80 mm左右,而进给速度也可以达到F100左右,可以实现快速、安全的加工。

图4 粗铣刀
2.3 加工底面
如果有形如图5所示的R5牛鼻刀(圆弧铣刀),加工就会快很多。这类刀具刚性好,加工质量好,并可捎带着加工出大部分圆角R5(若刀径大于φ30 mm,内壁过渡圆弧R15处的R5不能加工)。可以采用行切加环切的加工路径,并高转速、高进给速度(F≥800);如果余量在10 mm左右的话,分2~3次分层粗加工,然后检查刀片工作部位磨损状况(必要时转换刀片),测量余量并进行精加工。其刀径大于φ30时,在圆弧R15附近出现的未加工部分,可用直径不大于φ30的R5圆弧铣刀代劳。

图5 牛鼻刀
但有一个问题,即牛鼻刀的圆角和工件根部的圆角不一样时,怎么办?可以分别用不同的刀具加工底面和根部圆角,即根部圆角单独加工。其实根部圆角R5在实际应用中仅起让位作用,避免应力集中,因而实际尺寸宜略小而不宜大。加工该部位的刀具满足以下两点即可:
(1)刀尖部位是圆弧R5;
(2)避免刀杆部分和内壁的摩擦。
因此,单件生产的话,考虑到经济性,没必要购买具有相应圆弧的牛鼻刀;可以结合生产现场实际情况,在现有刀具中选择和制作,虽然这会增加工作量。在实际应用中,经常会看到刀径大于φ25 mm的2刃立铣刀,其杆部直径标准化了,固定为某一尺寸(比如φ25 mm),因而杆部直径小于刀径。当这种刀具用到一定程度,其刃长越磨越短(图6所示刃长剩8 mm),此时可将其改造为如图6所示的圆弧铣刀,专门用来清根。

图6 圆弧铣刀
2.4 四周内壁的精加工
受圆弧R15的限制,所选刀径不能很粗,但最好略小于φ30 mm,以提高刚性。如图7所示的4刃精加工立铣刀就可以。对刀径要准确测量,装刀后有必要在主轴上检测其旋转时的摆动情况。然后,按粗加工的最大余量所确定的尺寸试加工一遍,测量,并依此修改刀补之后,才可继续加工。
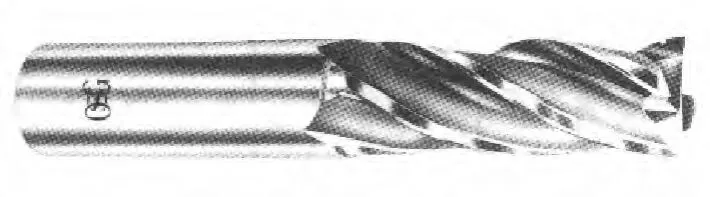
图7 精加工立铣刀
在内壁精加工过程中,容易出现3个问题:
(1)凸筋。是由于刀具某一高度上的侧刃损坏而造成的。解决办法是:在最后一、两遍精加工之际,把加工深度值Z上下微调(0.3~0.5 mm)一下,如图8所示。
(2)斜面。指在加工过程中,内壁上部尺寸偏大而下部尺寸偏小,始终呈斜面。如果此时再换新刀,费时费力风险大,效果不佳。
出现这种情况后,在最后一遍精加工之前,采用一、两遍逆铣,往往很出效果。
(3)接痕。即在根部圆角R5与内壁过渡地带容易有接痕。在精加工立铣刀对刀准确的情况下,把加工圆角R5的刀具的有关参数(Z坐标和刀补)进行调整,消除接痕。
最终的表面质量应该是:目测,表面呈现均匀、近似于平行的竖线,而非斜线;手感光滑均匀。
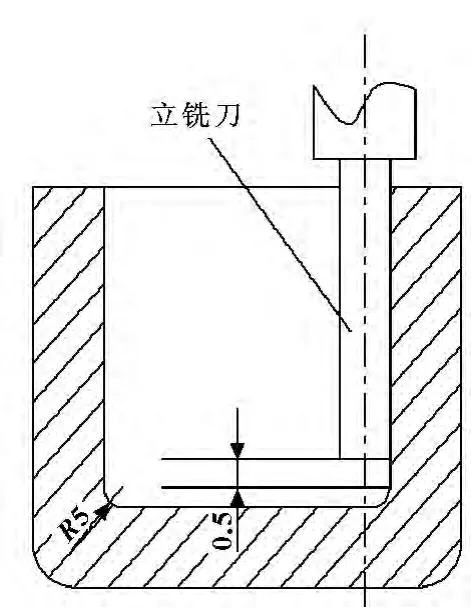
图8 侧壁精加工
2.5 检测
在这种尺寸公差小的加工过程中,准确测量很重要。高度尺寸H可利用百分表准确测量;内腔的长宽(L×B)用什么测量好呢?
加工过程中可以用内径千分尺。但内径千分尺两端的工作面很小,接触面有限,往往不能反映全貌;而且操作者用力大小不同,效果也略不同;还有千分尺和被测量面的垂直关系也难保证。因此最终检测时,比较权威的测量工具应该是量块。如图9所示,根据尺寸,把若干个量块研合后,用手轻轻平推进去,刚好嵌入,不晃动,从上到下、从前到后均可勉强滑动,表明尺寸合格。此时的尺寸接近下偏差值,这也符合使用要求。
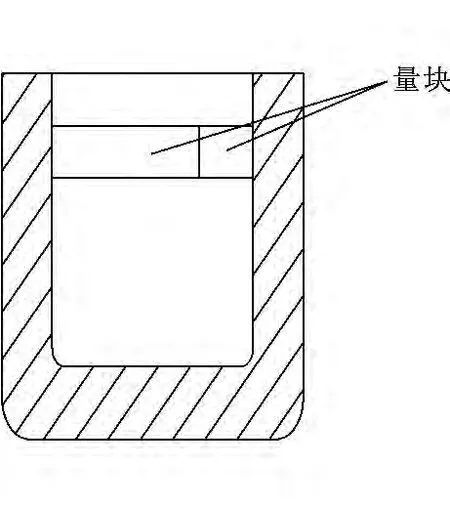
图9 量块测量
用这种方法作为最后测量,比用内径千分尺测量更准确、更权威。
3 结束语
这类深腔在模具制造企业经常遇到,在加工中心上一次装夹后可以完成全部加工,掌握其有效的加工方法会有助于提高生产效率和产品质量。其他材质(比如铝合金)的内腔的加工,也可借鉴此法。文中提到的一些加工技巧在类似的情形下也可使用。
随着新工艺、新材料的发展,在条件(设备和刀具)许可的情况下,这种深腔的加工也可以实现局部或全部高速加工。