外加厚油管加厚端常见质量缺陷及分析
2015-04-17张国祥
曹 妍,张国祥,赵 强,冯 岩
(内蒙古包钢钢联股份有限公司无缝钢管厂,内蒙古 包头 014010)
随着石油工业的发展,市场对无缝钢管的需求量越来越大,而需求的无缝钢管品种、规格也在不断增加[1-2]。我国每年油井管(油管、套管、钻杆、钻铤)用量约为120 万t,其中油管占总用量的17%~22%[3-4]。为了满足国内外无缝钢管市场需求,扩大无缝钢管的产品结构,内蒙古包钢钢联股份有限公司无缝钢管厂从中国重型机械研究院有限公司购进了一条油管管端加厚生产线,采用“二次加热+一次成型”生产工艺[5]。目前该生产线已投入生产,主要生产Ф48.26 ~114.3 mm×3.68~7.01 mm外加厚油管,小时生产能力为55~110 支;其加厚模具寿命达到世界领先水平(每套使用频次可达到8 000 次[6])。经反复试验和调整设备及工艺,该生产线已经完全具备生产满足API Spec 5CT—2011《套管和油管规范》标准要求的外加厚油管的能力。
1 外加厚油管的结构与几何参数
外加厚油管是对管坯两端进行镦粗,整体热处理,使增厚端外径大于管体外径,而内径不变的油管;在镦粗部分加工外螺纹,这种油管管端的强度与管体相同[7]。其原理就是将油管的端部经过局部加热后,通过挤压使其长度缩短、壁厚增加,以提高油管连接处的强度。
外加厚油管的基本结构如图1 所示。其中,加厚端长度Leu、管端到加厚消失处长度Lb、加厚端外径D4和距管端La处外径Dc是保证管端外加厚油管尺寸精度的主要参数。
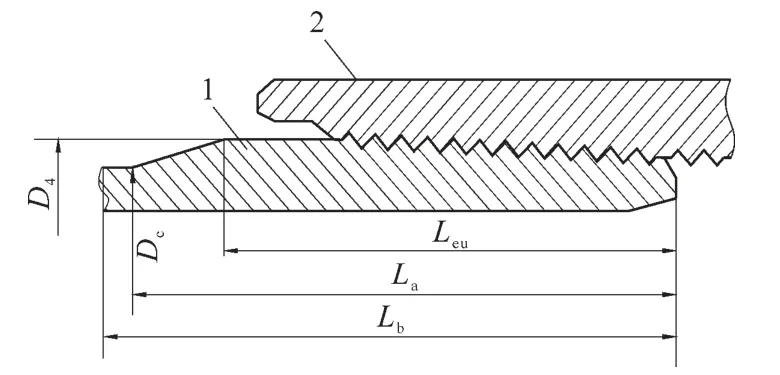
1 — 管体 2 — 接箍图1 外加厚油管的基本结构示意
2 几何尺寸分析
2.1 尺寸控制
从加厚模具形状和镦锻工作原理[8]可知,油管加厚端的几何尺寸完全受模具形状的限制,因而模具的设计精度很重要。以加厚Φ73.02 mm×5.51 mm油管为例,调整工艺参数使Leu为82.55~107.95 mm,距管端158.75 mm 处外径Dc为72.23~75.40 mm,D4为78.59~80.18 mm。同时,为了确保Lb不超过260.36 mm,应控制油管加热长度,即控制油管伸进炉腔的长度在260 mm 以内。
2.2 测量数据
连续测量10 支Φ73.02 mm×5.51 mm 外加厚油管加厚端的尺寸,其测量结果见表1。
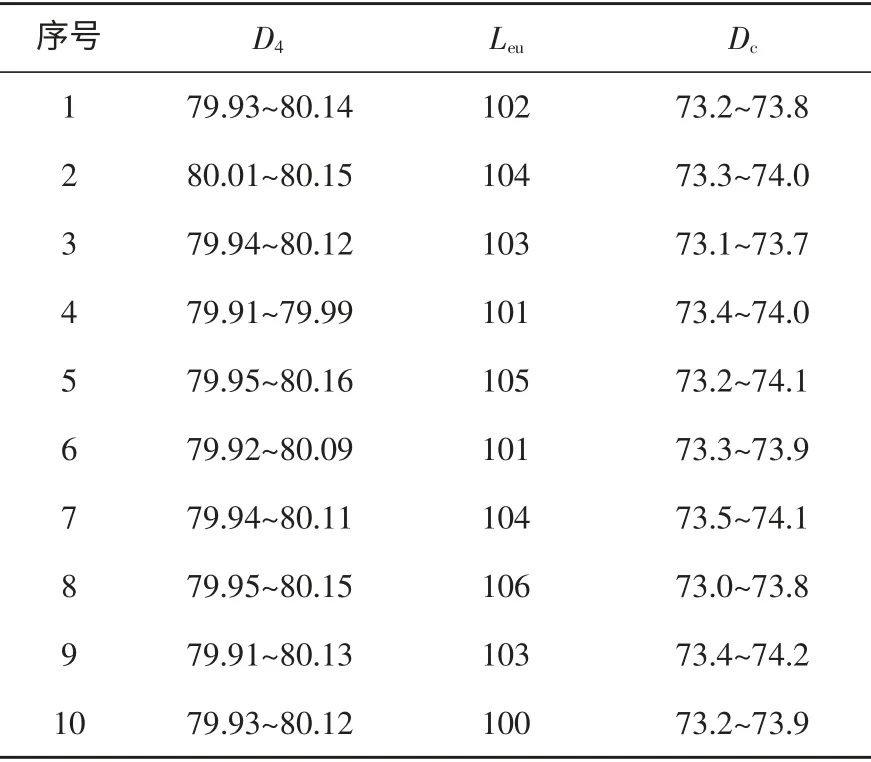
表1 Φ73.02 mm×5.51 mm 外加厚油管加厚端尺寸测量结果mm
从表1 可看出:只要工艺参数保持不变,外加厚油管加厚端的几何尺寸就没有太大变化;因此,控制外加厚油管加厚端的表面缺陷十分重要。
3 外加厚油管加厚端常见表面缺陷分析
3.1 外表面凸棱
由于加厚模具的限制,在合模过程中必然会在油管加厚端外圆周面产生一道轴向凸棱,一般叫做合模线。凸棱降低了油管外表面质量,影响加厚端外观尺寸。通过降低加厚模具的夹紧力,可减少外表面凸棱的厚度,但要保证加厚端外径不能超差。加厚模(合模线处)磨损,也易产生外表面凸棱。外加厚油管外表面凸棱和飞边缺陷如图2 所示。

图2 外加厚油管外表面凸棱和飞边缺陷
3.2 端头耳子、凹槽
端头耳子(飞边)是指外加厚油管加厚端头延伸出端面,并沿圆周方向的突起(图2)。更换产品规格时,金属变形量发生变化,需要调整压力继电器发讯值以调整镦粗力[9]。如果设定的镦粗力偏小,金属在没有充满模腔的情况下镦粗力已达到设定值,冲头返回,端头会出现凹槽(图3);若设定的镦粗力过大,金属会从模腔与冲头间的缝隙挤出而出现飞边。实践证明:调整加厚尺寸的4 个限位接近开关(即位移传感器),增加冲头的有效行程,可消除飞边。由于金属在变形过程中与模腔表面存在相对运动,会产生摩擦,所以模具的润滑很重要。若润滑不到位,摩擦力会阻碍金属塑性流动而产生飞边。

图3 外加厚油管端头凹槽缺陷
3.3 内表面环状凹坑
在外加厚油管加厚区域,内表面呈环状凹面或凹槽,如图4 所示。钢材的变形抗力与加热温度有关,在变形速度一定的情况下,加热温度越低,其变形抗力越大。所以,如果油管镦粗时温度过低,势必增加其变形抗力,设定的水平镦粗力不能使金属完全聚积变形,导致内表面出现环状凹坑。若加热时间过短,油管加热温度不均,导致金属流动性差,进入型腔时的温度不足,因而产生环状凹坑。若送料不到位,参与变形的金属少,冲头到达前限位时金属并没有充满模腔,也会产生凹坑。除此之外,石墨(润滑剂)质量的好坏和冷却水也是影响外加厚油管表面质量的重要因素[10-11]。冷却模具时,需要有充足的水量,并保证一定的水压。水量充足,模具特别是冲头的工作面温度就会下降较快,一方面提高了冲头的使用寿命,另一方面有利于石墨润滑剂的黏附;加大水压,有利于冲洗掉黏附在模具上的氧化铁皮、污物等杂质,减少杂物对镦粗表面质量的影响。

图4 外加厚油管内表面凹坑缺陷
3.4 外表面结疤
油管加厚端外表面有结疤状凹坑或掉肉的现象称为外表面结疤,如图5 所示。结疤的形成有两方面因素:①加热温度高,外表面氧化掉渣;②加厚模没有充分润滑好,脱模时将热态的块状金属粘连而脱落。适当调整加热温度和加热时间,可减少外表面金属过烧或氧化过快;尽量使石墨和冷却水喷洒均匀,以达到最佳润滑、冷却效果[12]。
4 结 论
(1) 通过降低夹紧力可减小外加厚油管加厚端的凸棱厚度,而选取合适的镦粗力、调整加热温度和时间、改善润滑冷却效果,可减少端头耳子、内表面环状凹坑和外表面结疤等缺陷的出现。

图5 外加厚油管外表面结疤缺陷
(2) 外加厚油管加厚端表面缺陷的形成原因复杂,大部分缺陷是同时由多因素造成[13];因此,对于外加厚油管加厚端质量缺陷的预防和设备的调整,仍需要不断地总结和改进。
[1] 王才良. 世界石油工业回顾与发展趋势[J]. 中国石化,2009(6):60-62.
[2] 李晓红. 我国无缝钢管供需市场分析与前景展望[J]. 钢管,2006,35(2):50-53.
[3] 李欣,张毅,张汝忻. 我国油井管需求量、生产能力及价格综合分析[J]. 钢管,2000,29(1):11-14.
[4] 何新田,陈静. 顶管机组生产油管的实践探索[J]. 钢管,2007,36(5):31-35.
[5] 于吉迪. 外加厚油管一次成形技术研究[J]. 中国石油和化工标准与质量,2012(S1):90.
[6] 王春芳. 浅谈外加厚油管系列模具的研制[J]. 装备制造技术,2009(7):180-182.
[7] 石油工业部物资供应管理局. 石油钻采专用管材及焊接材料[M]. 北京:石油工业出版社,1982.
[8] 刘利红,张兴华. 镦废外加厚油管的修复工艺研究[J].锻压装备与制造技术,2007(1):34-36.
[9] 任明杰,雷刚. 加厚管生产的调试过程技术分析[J]. 重型机械,2008(1):30-34.
[10] 张建伟. 油管管端加厚工艺改进研究[J]. 宝钢技术,2008(5):54-56.
[11] 张建伟. 钢管管端加厚模具的设计及应用[J]. 钢管,2013,42(5):45-48.
[12] 成海涛. 无缝钢管缺陷与预防[M]. 成都:四川科学技术出版社,2007.
[13] 孔玲,仇平,刘彦凯. 加厚油管管端成形工艺研究[J]. 现代制造工程,2010(5):76-79.