关于拖拉机半轴装配技术的研究及应用
2015-04-12黄凌
黄 凌
(广州市交通运输职业学校)
一、引言
半轴是用于传递转矩并以此来驱动车轮进行转动的一个重要的部件,是拖拉机得以正常前进的一个非常重要的环节,拖拉机半轴的装配质量直接会对拖拉机的驱动环节产生很大的影响。特别是在维修装配过程中,涉及装配质量的环节和因素众多,如装配过程中的工序安排、装配流程、工装选择等。经研究发现,这些因素和环节必须要在设备维修前进行统筹规划,以避免装配质量问题的产生,而在工装的选择和使用上却往往很容易被忽视,本文以此为基础设计一套专用的拖拉机半轴装配方案。相对于传统的装配方案,该装配方案不仅降低了维修装配工人的劳动强度,还使得装配效率和装配质量获得大幅度的提升。
二、拖拉机半轴装配故障的产生及原因
某品牌工农K-12 型拖拉机在半轴维修装配后,行驶时出现两个前轮窜动,特别是在转弯时窜动幅度最大,并随着行驶速度的提高,窜动幅度变大,同时还感觉到变速箱发出的噪音也随着转速的提高而不断增大。重新拆开半轴,发现连接半轴的滚动轴承已损坏。由于半轴是由许多个零件组成的结构较为复杂的装配体,该装配环节一般包括制动、连接以及定位等零件装配,因此造成故障的因素也较为复杂。拖拉机在转弯过程中,由于内外半径会有所差别,因此内外轮转速会不一样,如果两个轮连在一个轴上的话,就会在拖拉机转弯的过程中出现轮胎摩擦。为了避免这种情况,就会将拖拉机的转轴分成两部分,使用两个半轴来分别控制相应的车轮转动,并且将两个车轮连接起来,为了实现两个车轮在转动的时候可以具有不同的转速,还在两个半轴之间装一个差动变速器来实现,因此半轴在行使过程中的受力也是最大的。通过询问维修师傅并研究装配的过程,由于半轴的装配过程主要是通过敲击的方案进行安装的,如图1 所示。分析轴承损坏的程度,从中可以发现轴承的滚珠损坏较为严重,并且保持架也出现断裂。通过分析半轴在敲击时的受力情况,可判断半轴在被敲击时产生的推力是先传递到轴承的内圈,再由内圈通过滚珠和保持架把力传递到轴承的外圈,轴承外圈是间接受力才被装配到箱体内的。可见该装配方案既不科学又容易损坏部件,能否选择其他装配方法进行有效且又比较安全的方案呢?
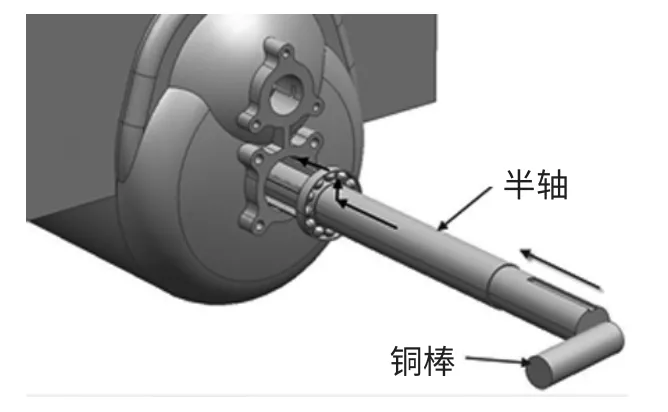
图1 直接敲击装配
三、拖拉机半轴装配专用工具的设计和应用
1.设计原则
经研究发现,在进行拖拉机半轴装配的过程中,首先要选用科学的方法来对其装配流程进行设计,使得装配效率提升的同时保证半轴装配的质量;要避免轴承滚珠先受力,最好的方法是使轴承的内外圈同时受力;在符合维修环境的实际情况下,专用工具能够被实现批量生产;要采用较为成熟的装配工艺,合理安排工序,来达到在节约成本的同时提高生产效率和装配质量;要根据产品的特点采取一定的设备,对于工人要进行培训使得其能够熟练地进行装配工作;要能采用预订标准的时间来对装配过程的每个环节进行时间的限定;装配车间要进行装配车间的平面布局,并且考虑到工人的操作空间,零件的操作以及零件的放置和员工通道等,对于工位的配置要尽量的合理,便于员工进行操作,做好各个环节的合理操作;在工作安排的过程中要做到各项工作有条不紊地进行,每个生产环节所用的时间都不能超过每个环节所规定的时间,在每个环节所用的时间中还要注重减少工人的强度,注意工人的安全。
2.设计方案
在避免敲击的前提下,应优先采用液压压入或者螺纹压入为助力方案。一般采用液压为助力方案的设备较为复杂,造价较高,不利于维修工具的推广,而选用螺纹压入的助力方案结构较为简单,便于日常维修使用;又分析半轴的大小和长度,应优先考虑使用梯形螺纹结构,因为三角螺纹结构不利于受力,在受力较大时,螺纹容易变形,多次使用后很容易造成螺纹损坏,而且梯形螺纹还能够便于拆卸和安装,使用较为方便和省力。工装模型见下表所示。使用时,先将四个固定螺栓旋到箱体上,再把半轴组件放进专用工装内,工装上的四爪与四个固定螺栓牢固连接,再顺时针转动工装两端的手柄,工装的前端平面与连接半轴的轴承内外圈紧密接触,在工装转动过程中逐渐把轴承压入到箱体内。

表 工装模型结构
3.实际应用
某品牌工农K-12 型拖拉机半轴装配方案如图2 所示,该设计方案的工序共7 道,每道工序是相互关联,相互影响的。在实际操作的过程中,半轴内部各种关键部件中要加入润滑油,防止在半轴运作的时候出现机械故障,在装配过程中,工具和零件摆放位置要分开,工具每使用一次要及时归位放置,零件摆放不能出现凌乱或堆叠,以免出现碰撞,造成零件的损伤,影响装配质量;为了便于工人进行装配操作,本装配方案最好能将装配过程中所用到的所有的器件安置在传送带内部,使得工人能够比较舒适地进行工作,另外还要考虑工人的平均身高,合理设置传送带的高度。在劳动强度较大的环节周围要多放置一些运输工具,如:放置一定数量的小车。在相应的位置保留一定的空隙,防止在装配过程中出现半轴的累积。
在装配的过程中必须严格按照以下步骤和注意事项进行装配操作:
操作步骤:
(1)用专用工具将滚动轴承(内圈受力)压入半轴的轴肩位置,形成半轴组件,共两组;
(2)用专用工具将骨架自紧油封和骨架自紧油封按顺序、方向压入半轴轴承盖上,形成半轴轴承盖组件,共两组;
(3)把末端传动被动齿轮和半轴隔套放入箱体,用半轴组件从外到内按顺序穿入;
(4)用专用工装压住滚动轴承(内外圈共同受力),将半轴引入箱体(先安装一边);
(5)按顺序放入调整垫片,旋入半轴轴承盖组件,并使用专用工具把螺栓和弹簧垫圈锁紧在箱体上;
(6)在另一边用专用工具将滚动轴承(内外圈共同受力)装入半轴的轴端上,再放入轴承隔套和另一个滚动轴承,并安装到位;
(7)安装第二根半轴,参照步骤(3)(4)(5)。
注意事项:
(1)半轴各部分拆装时不能直接或间接地敲击。
(2)各个步骤的轴承在安装时要正确使用工具和严格按照合理的操作规范。
(3)半轴轴承盖不能直接推入半轴上,必须旋入。
(4)半轴轴承盖上的螺栓拧紧工艺必须要按1、3、2、4 的顺序进行。(5)油封不能反向安装,紧贴轴承盖,油封内的弹簧不能脱出。(6)纸垫两面都必须均匀涂上润滑脂。
(7)不能用半轴轴承盖强行压入轴承等组件。
(8)在装配的过程中要尽量保持各个环节自身的操作时限,避免多余的操作或动作,减少装配时间。
(9)严格规范各个环节的时间以及整个装配过程的总体流程,使得整个装配系统的资源以及设备都能够得到充分的利用,使整个装配的各道工序和环节能够更加合理。

图2 使用工装间接装配
四、结论
拖拉机半轴在维修装配工艺上一直是该产品生产的一个瓶颈,由于拖拉机半轴的组成结构较为复杂,所以在装配的过程中一直存在效率及装配质量的问题,通过研究并使用专用工装对半轴进行装配的方案是比较合理和有效的,而使用敲击的形式来完成装配的传统方式对零部件造成的损坏是很严重的,也是很不合理的。在采用以专用工装为辅助手段的新型装配方案,能够有效地解决拖拉机半轴的装配质量问题,也便于维修装配工具的大批量生产问题,在保证半轴装配质量的前提下,获得装配效率的大幅度提升,并大大减轻维修劳动人员的工作难度和强度。
[1]董杰.工艺文件编制与管理.上海交通大学出版社,1989.
[2]王福寿.工艺尺寸链.国防工业出版社,1974.
[3]工艺手册编写组.工艺手册.机械工业出版社,1979.
[4]刘德忠.装配自动化.机械工业出版社,2003.
[5]张洪源.汽车技术使用实习教材.人民交通出版社,1992.
