天丝毛精纺呢绒的试制与生产
2015-04-09高晓春葛孝满
雷 力,高晓春,葛孝满
(徐州纺织控股(集团)有限责任公司,徐州 221006)
天丝纤维以木浆为原料,经溶剂纺丝方法生产的一种崭新的纤维。它有棉的“舒适性”、涤纶的“强度”、毛织物的“豪华美感”和真丝的“独特触感”及“柔软垂坠” ,无论在干或湿的状态下,均极具韧性。在湿的状态下,它是第一种湿强力远胜于棉的纤维素纤维。天丝呢是我们采用天丝纤维和羊毛纤维混纺,经条染、纺纱、织造、后整理而成。产品质地细腻、呢面光洁、光泽自然、悬垂性好,穿着舒适,适合男女西装、衬衫、女裙等。
天丝纤维是以N-甲基吗啉-N-氧化物(NMMO)的水溶液为溶剂直接溶解纤维素,再通过溶剂法制的纤维素纤维。它具有天然纤维素纤维和人造纤维素纤维的优点,同时它强度高、在湿态下强度下降少,这使得它能够纺制高强度的纱线、织制薄型织物。天丝纤维具有优异的湿模量,织物的缩水率较低,因此织物洗涤后的保型性比粘胶及棉织物都要好得多。同时,天丝纤维还具有良好的吸湿性能和染色性能,色彩丰富而鲜艳。
1 产品设计的实施
针对羊毛纤维与天丝纤维特点,我们以衬衣和西装为设计方向,定位于轻薄面料,为充分发挥羊毛纤维所特有的弹性以及天丝纤维和优良的光泽和手感,我们总结了生产轻薄毛织物的经验,选择优良的羊毛原料以及天丝纤维原料来试制生产天丝精纺呢绒。
天丝纤维、羊毛纤维的技术指标见表1:
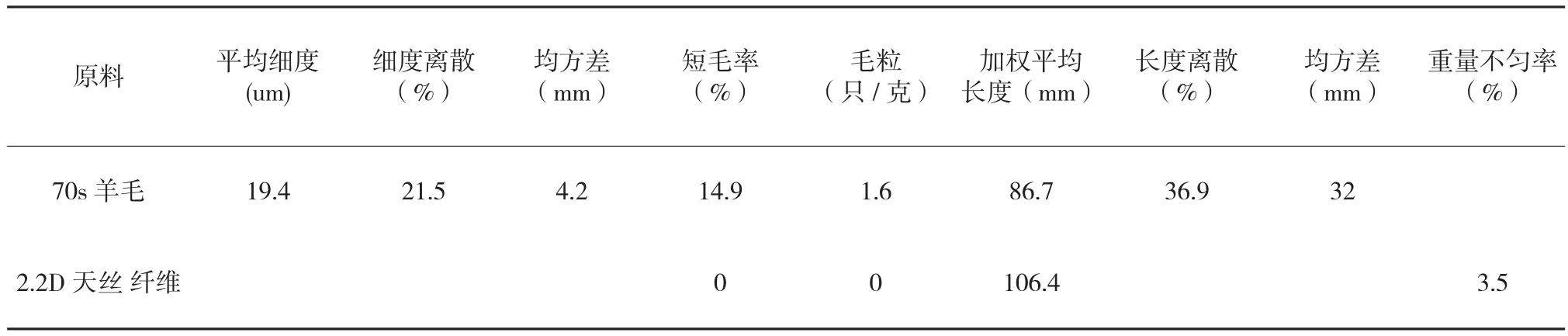
表1 原料品质
为使产品做得更好、适应面更广,用不同的混合比例进行纺纱、织造、整理来体现不同风格的织物。在原料配比上,我们设计了两个方案:
(一)、70支羊毛70%与天丝纤维30%混纺,纱线纱支72S/2
(二)、70支羊毛50%与天丝纤维50%混纺,纱线纱支76S/2
通过比较,第二个方案比较理想,既能提高可纺支数,又能提高织物的悬垂效果,我们最终选用的混合比例为:70支羊毛50%与天丝纤维50%。
1.1 纱支、捻系数的选择
纺纱纱支选择76S/2,由于纱线的捻系数是影响产品风格的重要因素,因此为保证天丝纤维与羊毛纤维损伤的程度最小,选择捻系数不宜过大,同时考虑到原料混合比和纺纱支数,捻度太小,对产品的服用性能不利,并且不利于纺纱,增加细纱断头,故纱线捻系数不宜过低,最终,我们采用内松外紧的纱线捻系数,来保证产品手感以及服用性能,捻系数选择为单纱85、股线150。
1.2 织物紧度的选择
无论是织物的紧度还是纬经比,都是从织物的松紧程度来考虑最终产品的紧密程度和手感身骨。一般紧度选择大,织物手感硬挺;紧度小,织物手感柔软;而相同紧度下,纬经比愈小,织物手感愈软。在满足产品外观特征的情况下,对天丝呢,我们在先锋试验的基础上,总紧度与混纺比例相同、组织规格相近的毛涤产品相比要偏大掌握,天丝呢产品总紧度96.4,纬经比0.85. 设计规格见表2。

表2 产品设计规格
2 生产工艺流程与设备
2.1 条染
天丝纤维和羊毛条染色复洗后,经混条B412(一)—B412(二)— B412(三) —针梳B423(一)—B423(二)—B304—精梳机B311—条桶针梳机B305—末道针梳机B306(一 ) —B306(二 )
2.2 纺纱
采用进口设备纺纱
OKK混条机HM-6—头针HLE-6—二针HG-6—三针HG—6立式无捻粗纱机HFV-5—末道粗纱机ANH-B461(二) —B461(三) —细纱B583—自动络筒机AWTOCOVER238-B1381并纱机—倍捻VTS-08
2.3 织造
贝宁格分条整经机—上浆—穿综、扎筘
卷纬机H191 片梭织机
2.4 染整
单面哔叽:
生修—生折—洗呢—吸水—双煮—吸水—烘呢—中检—熟修—熟折—刷毛—剪毛—揩油—给湿—烫呢—KD—烫呢—成品
凡立丁:
生修—生折—单煮—洗呢—单煮—吸水—烘呢—中检—熟修—熟折—刷毛—剪毛—揩油—给湿—烫呢—KD—烫呢—成品
3 产品技术创新点、关键点
该产品要求天丝纤维与羊毛纤维在条染染色后,混色均匀,色泽纯正。我们针对天丝纤维和羊毛纤维各自的特性制定了条染、纺纱、织造及后整理的工艺流程,避免因混色不匀、毛条重量不匀、纱支条干不匀、织疵较多等问题的出现而造成无法挽回的结果,我们主要攻克的技术关键是:
3.1 条染严把质量关,确保毛条质量
天丝纤维具有良好的染色性能,可用直接染料、活性染料、还原染料、硫化染料等各种方法染色,天丝呢产品为深灰色,故选用进口活性染料来进行染色。在染色时,温度与时间要配合控制好,使燃料充分上染,增加上染率,减少与羊毛纤维的色光差异。
天丝纤维染色后与羊毛纤维染色后进行混条梳理,在混条梳理中逐道均匀加入油剂、并储存一定的时间,使油剂渗透到纤维中去,改善毛条质量。
3.2 探索纺纱工艺,提高纱线质量
随着梳理效能的加强,对天丝纤维有一定程度的损伤,在压力和张力的作用下,纤维在不同程度上受损伤。羊毛纤维间有粘连缠绕,纤维摩擦力增大,需要较大的分梳力才能逐步梳理开,因此为保证纤维受损伤程度最小,而又能获得最好的毛纱质量,我们对梳理次数、隔距、速比进行重新调整,实行重点控制,并适当增加喷油量,严格控制前后纺的温湿度,以保证毛纱质量,使毛纱的各项指标达到设计要求。
3.3 制订织造新工艺,提高坯布质量
在布机织造中,我们选择了哔叽和凡立丁的组织进行织造。
因纱线支数较高,织物轻薄,呢面要求高,为避免产生弓纱、跳花等织造疵点,在整经及倒轴时张力要一致,经纱不得松弛,且在倒轴时经纱上安德105浆,保证后织织造开口清晰,穿综顺序为飞穿,以减少在提综时经纱纠缠,防止跳花、弓纱等织疵的产生。
3.4 调整染整工艺,确保成品质量
毛织物产品风格与组织规格和工艺设计有关,对不同的纤维采用不同的工艺方法,优化整理工艺是决定织物不同风格的关键手段。为充分发挥羊毛与天丝纤维的特性,在批量整理前,先做先锋试验,掌握产品的缩率数据及特点,哔叽组织的天丝呢湿整采用先洗呢再双煮的整理工艺,凡立丁组织的天丝呢湿整采用单煮—洗呢—单煮,防止鸡皮皱,保证呢面平整,干整理采用灌蒸前后二次烫呢工艺。使产品风格达到质地细腻、手感柔滑、呢面光洁、光泽自然、悬垂性好的特点,体现出了天丝纤维、毛纤维所应有的特性。
4 产品测试结果
产品测试结果均符合设计要求,并经江苏省徐州市质量监督检验所检测达到精梳毛织品国家行业标准:FZ/T24002-2006检验,符合一等品的规格要求。

表3 产品测试结果
5 结论
天丝毛精纺面料是采用当前新的纺织材料开发的集功能性、适体性和时尚性为一体的生态环保型“绿色”服装服饰面料。产品的开发迎合了国内外纺织品市场的发展趋势和生态环境保护的需求。产品市场前景广阔,产品的研制成功拓宽了精纺呢绒的原料选用范围,延伸了天丝纤维的使用领域。
[1]张芝萍、翁 毅. 天丝纤维纺纱工艺探讨《山东纺织科技》2003.
[2]赵家森,王渊龙,程博闻.绿色纤维素纤维 Tencel纤维[J].纺织学报.2004(5)124-126.
