大型风电轴承环成形方法探索
2015-04-09肖石霞
肖石霞,郭 扬
(贵州工业职业技术学院,贵州 贵阳 550008)
0 前言
当前,环件轧制作为大型异截面环状零件的主要成形方法,广泛用于法兰环、轴承环、齿轮环、火车车轮等零件或毛坯的生产,是生产无缝环件的一种特殊成形方法。轧制环件内部组织致密,晶粒细小,力学强度、耐磨性和疲劳寿命都明显高于其他加工方法生产的环件,其轧制后金属纤维沿环件圆周方向连续分布,与环件使用时的受力和磨损相适应[1]。但由于下料误差、加热烧损、温度不均及制坯冲孔连皮误差等影响,实际生产中较易出现缺陷产生废品,这对于具有特殊要求的风电轴承环的生产及应用将产生很大的经济损失。
风电轴承制造的关键在于轴承环件的制造加工,轴承环是风电轴承的核心组件,其性能对轴承服役寿命及主机安全可靠运行至关重要。风电轴承环属于大型复杂截面环状零件,我国传统的加工方法主要是自由锻扩孔和切削加工,多采用矩形截面环件加工,材料利用率低、加工周期长、流线大量切断、产品尺寸精度和组织性能稳定性不强和加工变形等突出问题,本文主要分析胀形在风电轴承环生产中的应用。
1 风电轴承现状
轴承属于风电设备的核心零部件。由于风电设备的恶劣工况和长寿命、高可靠性的使用要求,使得风电轴承具有较高的技术特性,是影响风电装备国产化[2-3]率的关键部件之一,也是影响我国风电装备制造业发展的软肋。2006 年以前,国内风电设备配套轴承大部分都是进口,价格昂贵,交货周期长。近年来,国产风电轴承逐渐形成了规模化、系列化生产,主要企业有瓦轴、天马、洛轴、徐州罗特艾德、大冶轴等,不仅基本满足了国内的需求,而且也成为国外一些风电设备厂家的采购渠道[2-3]。以装用轴承最多的传统的带齿轮箱异步交流发电机机组为例,测算风力发电机组装用轴承量,取平均值为26 套[2]。
目前国内轴承行业对风电轴承的设计、制造和试验技术还远远没有吃透[3]。偏航轴承和变桨轴承的技术门槛相对较低,而主轴轴承和变速器轴承的技术含量较高,因此,目前国内风电轴承企业的产能主要集中在偏航轴承和变浆轴承上,有文献表明3 MW 以下风电设备配套轴承均可批量生产,国产替代率已达到80%以上,已经超过了国内市场的需求;但对于主轴轴承和增速器轴承,基本还是依靠进口。因此,系统开展国产化风电关键轴承制造技术的研发和应用已经成为提高我国风电装备自主制造能力的当务之急。
2 环状零件的加工
2.1 轴承环传统加工工艺
文献[8]表明轴承内外圈的传统制造工艺是制坯(锻造)-退火(或正火)-车削加工-热处理淬、回火-滚、铣加工-钻孔-磨削加工-精研或抛光-零件终检-防锈-入库-(待合套装配)。这种加工方法繁琐、效率低、成本高、材料利用率低、零件尺寸精度低。
2.2 大型环状零件的成形
大型环状零件的传统工艺是下料—镦粗—冲孔—扩孔—端面平整,传统的工艺采用加大锻件高度余量,相应增加下料余量,同时增加机加工工作量,对降低锻件成本十分不利,为解决此问题,根据塑性成形原理,探索出了环形锻件的另一种成形方法,即环件轧制。环件轧制,又叫做辗轧或扩孔,它是借助轧环机(又称辗扩机或扩孔机)使环件产生壁厚减小、直径扩大、截面轮廓成形的塑性加工工艺[4],是机械零件制造技术与轧制技术交叉复合而成的环形零件连续局部塑性成形新技术,此方法已成功运用在生产实践中并成为大型环状零件的主要加工方法。环件轧制成形在具有很多其他方法无法比拟优点的同时也存在一些问题,任何一个问题的出现都会破坏环件轧制的稳定性,导致轧制过程无法进行,甚至产生废品,所以对异型截面环状零件的加工方法不能满足具有特殊性能要求的风电轴承环。
风电轴承环的加工一般要经过选材、锻打、正火、退火、粗车、去应力退火、精车、淬火、回火、磨加工、精研倒角、防锈磷化、去应力回火、精磨、探伤、装配。
2.3 辗轧成形常见缺陷分析
相比于整体模锻成形工艺,轧制成形能大幅度降低设备吨位和投资,减小振动冲击,节约能源和材料,从而降低生产成本[12]。同时,实际生产中环件轧制存在很多问题,主要有毛刺、凹坑、椭圆、壁厚不均、锥度、鱼鳞、充不满、直径不扩大等,如图1 所示为某企业生产中出现的毛刺和鱼鳞,这些缺陷的出现降低了环件质量,甚至使零件报废,本文将对此作进一步分析。

图1 环件轧制过程中出现的毛刺、划伤和折叠Fig.1 The burr,scuff and fold in ring rolling process
椭圆是指环件经轧制变形后本应为圆柱面的外表面和内表面偏离了圆柱面,使环件内、外表面出现了最大直径和最小直径。随着轧制过程的进行,环件直径不断增大导致环件刚度减小,所以环件的椭圆度会越来越大。当椭圆度较大时,即环件最大直径与最小直径的差值也较大,以致会出现平均直径合乎要求,而最大直径和最小直径超出规定范围。
这些缺陷需要通过后续机加工切削掉。这会使机加工工时和费用增加,材料消耗增加。若缺陷过大,不能通过机加工去掉,则环件报废。为了提高环件材料利用率,减少轧制缺陷,小直径环件轧制时要着重控制截面充不满缺陷;大直径环件轧制时要着重控制椭圆度缺陷[6]。环件轧制过程中椭圆现象用肉眼无法判断,只有通过尺寸测量才能确定。图2为环件deform 中无导向辊轧制过程中出现的椭圆现象[7]。导辊,即抱辊,在轧制过程中起到归圆作用,即使在有导辊作用也有椭圆现象出现,从图3 可以看出,有导辊作用的环件轧制成形后,环件锻件的椭圆度[7]也高达6 mm。
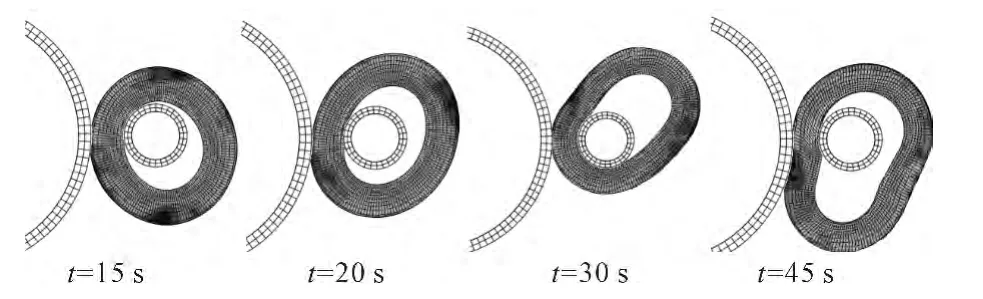
图2 无导向辊作用出现的椭圆Fig.2 The appeared oval without guide

图3 有导向辊作用下出现的椭圆度Fig.3 The appeared oval with guide roll
3 胀形在风电轴承环生产中的应用分析
3.1 胀形工艺简介
在模具的作用下,迫使毛坯厚度减薄和表面积增大,以获得零件几何形状的冲压加工方法叫做胀形。由于受到材料塑性和塑性变形能力的限制﹐胀形程度不宜过大。胀形主要用于平板毛坯的局部成形、整体张拉成形及圆柱体空心毛坯的扩径。胀形变形均匀﹐只需要一块模具(通常为凹模)﹐可以节省制模费用﹐但辅助工序较多﹐效率不高[10]。胀形工艺与拉深工艺不同,毛坯的塑性变形区局限于变形区范围内,材料不向变形区外转移,也不从外部进入变形区,是靠毛坯的局部变薄来实现的。局部胀形时毛坯在双向拉应力条件下,卸载后的回弹很小,毛坯的贴模性与定形性都较好,容易得到尺寸精度较高的零件。此外,由于变形区不存在压应力,所以不会出现失稳起皱现象,因此零件表面光滑、质量好。为了零件的形状刚度和精度,有时在零件成形之后再用胀形方法进行校形。
3.2 胀形在风电轴承环生产中的应用
由于胀形工艺具有变形区材料不转移、卸载后回弹小、不会失稳起皱等诸多优点,可尝试将其用于大型风电轴承环的后续成形,即当环件轧制到一定程度时改用胀形加工。利用塑性变形体积不变原则可精确计算轧制件坯料和胀形件坯料,胀形后可得到尺寸精确度高表面质量较好的环件。合理的毛坯设计与制造能获得精确形状尺寸与良好组织的高性能环件。后续研究中会尝试分析矩形截面、L 形截面、法兰环截面环件锻件的坯料设计和制造方法,对风电轴承环环件锻件坯料进行设计并确定制坯方法。然后进行环件轧制工艺的计算机数值模拟,再选取相关工艺参数作为影响环件胀形结果的因素,得出影响环件综合性能的主要因素及环件胀形的近似最优工艺参数组合。
3.3 轧制与胀形复合技术
塑性加工时如果出现材料各部分的变形量不同,会在材料内部各部分之间造成内应力。如带凸肚的轧辊轧制板材时,由于中间和两边的压下量不同导致板材中部延伸量明显大于两边,但由于中部受两边的限制而不能自由伸长,这就引起中部受压、两边受拉的内应力,加工结束后这部分内应力仍将保存在板材中成为残余应力。在环件轧制过程中,产生很大的内应力,内应力会引起各种裂纹,影响零件的使用性能,还会影响到零件的加工精度。消除内应力的方法主要有两类,热处理法和机械处理法。用热处理消除残余应力时,尤其是较高温度下的退火,虽然残余应力消除了,但制品的晶粒明显张大,并有损金属的力学性能。为了消去风电轴承环轧制之后的残余应力,并使零件外形和设计时保持最大程度的一致,又不损害力学性能,风电轴承环轧制后进行去应力退火,然后胀形校形和再次去应力。
基于环件在轧制成形中出现的各种缺陷,尤其是当大直径环件轧制时出现椭圆现象,当轧制到一定尺寸大小时,改用胀形成形,以期获得所需的尺寸和形状的零件,同时消除椭圆、充不满、喇叭口、直径不扩大等缺陷。目前,环件胀形的具体工艺在我国少有研究,采用计算机数值模拟方法开展胀形过程的运动学和动力学分析,重点研究胀形过程中环件的几何尺寸变化规律、应力、应变状态及其变化情况、胀形道次和胀形参数的影响规律、胀形力的预测方法等。用相关优化算法和支持向量机模型来预测胀形环件的性能,为实际生产提供数据参考。
4 结语
(1)轴承是风电设备的核心部件,轴承环是风电轴承的核心组件,轴承环属于大型异型截面环件,其制造技术是风电轴承中的关键技术。
(2)环件轧制是目前大型风电轴承环的主要成形方法,轧制环件性能优良,同时会出现残余应力、椭圆、壁厚不均、锥度、鱼鳞、直径不扩大等缺陷。
(3)胀形工艺具有变形区材料不转移、卸载后回弹小、不会失稳起皱等诸多优点,为了零件的形状刚度和精度,在零件成形之后可用胀形方法进行校形。
(4)将胀形工艺引入风电大型环状零件的成形,即当环件轧制到一定程度时改用胀形成形,拟减小大型环件的椭圆度缺陷和降低内应力,增强环件使用性能和降低零件废品率。
[1]陈学斌.冷轧环机结构分析与运动仿真[D].武汉:武汉理工大学,2006.
[2]何加群.风力发电机组配套轴承技术和市场情况分析[J].轴承,2009(5).
[3]杨晓蔚.风电产业、风电设备及风电轴承[J].轴承,2009(12).
[4]华林.环件轧制成形规律和毛坯设计方法[J].农业机械科学,1994,25(3).
[5]华林,曹宏深,赵仲治.法兰环件变形规律和毛坯设计方法[J].汽车工程,1995,17(4).
[6]马义伟.GH4169 合金异形环件轧制过程有限元数值模拟[D].西安:西北工艺大学,2011.
[7]李姝.异形截面环件径轴双向轧制过程有限元数值模拟[D].西安:西北工艺大学,2010.
[8]中国轴承工业协会人力资源职工教育工作委员会统编.滚动轴承基础知识[M].郑州:河南人民出版社,2006.
[9]李尧.金属塑性成形原理[M].北京:机械工业出版社,2006.
[10]姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,2008.
[11]李言祥.材料加工原理[M].北京:清华大学出版社,2005.
[12]漆良涛,肖昱,孙宝寿.异形截面环件径向轧制的数值模拟研究[J].轻工机械,2011,2(29).
[13]张华,刘朝辉,谢永富.环形锻件精化工艺[J].机械工人(热加工),2002(11).
[14](美)哈里斯著.罗继伟译.滚动轴承分析[M].北京:机械工业出版社,2010.
[15]宋士丹,赵忠诚,杨丽.超大型环形件锻造工艺研究[J].一重技术,2000(1).
