大口径钢管在线热扩径机
2015-04-09孙念光魏学荣曹喜燕阎善武
孙念光,魏学荣,曹喜燕,阎善武
(1.陕西多伦科技发展有限公司,陕西 西安 710072;2.扬州诚德钢管有限公司,江苏 扬州 225211)
0 前言
随着国民经济的发展,石化及电力行业对大口径无缝钢管的需求量日益增大。目前外径Φ720 mm 以上的大口径无缝钢管生产主要是通过对斜轧穿孔后的空心管坯进行二次中频加热离线扩径实现的。中频加热扩管需要对管坯边加热边扩径,因而存在加热功率高、扩径效率低、材料组织晶粒粗大的缺点。2010 年陕西多伦科技发展有限公司为江苏一家用户提供了一台Φ1300 mm 大口径钢管在线热扩径机,此设备布置在斜轧穿孔机后面,利用热轧穿孔后空心管坯的余热进行在线扩径,根据钢管长度不同扩管时间控制在5~8 min,实现了大口径无缝钢管的短流程生产工艺。
1 成形工艺过程
钢管在线扩径主要分为制头和扩径两个阶段。制头阶段先用挡料装置实现管坯轴向定位,主框架的对中装置和托料辊保证管坯和推杆顶头中心一致,主推油缸带动顶头前伸,完成钢管的制头工序,如图1a 所示。
制头完成后内支撑装置前伸到已扩制管坯内部,外夹紧和内支撑装置一起作用完成管坯的径向夹紧,挡料装置后退避让,顶头继续前伸完成扩径,如图1b 所示。扩径行程终了顶头卸到挡料装置上,推杆后退回初始位置,内支撑通过挡门装置脱离成品管,成品管通过输送辊道移出扩径机。

图1 钢管在线热扩径工艺图Fig.1 Process flow of online hot-expending steel pipe
2 设备组成及技术参数
图2为Φ1300 mm 大口径钢管在线热扩径机。该大口径钢管在线热扩径机主要由主推油缸、推杆装置、外夹紧装置、内支撑装置、主机架、V 型升降辊道、对中装置、挡料装置、润滑系统、液压系统和电气系统组成。
Φ1300 mm 大口径钢管在线热扩径机的主要技术参数如下:
管坯直径/mm Φ 600~Φ1200
壁厚/mm max 50
单道次扩径率/% 10~30
工件长度范围/mm 6000~12500
管坯材料 P91、P92、4130X 等
主推油缸吨位/t 1500
最大扩径速度/mm 300
装机功率/kW 2800

图2 Φ1300 mm 大口径钢管在线热扩径机Fig.2 Φ1300 mm online hot-expending machine for large-diameter steel pipe
3 技术特点
(1)通过大型有限元模拟分析软件DEFORM-3D 对该大口径钢管在线热扩径机在线热扩成形进行数值分析。合理匹配大口径钢管在线热扩径机的力能参数。结合生产实际对扩径过程的极限工况进行仿真参数设定。设定管坯材质为P91(高变形抗力耐热合金钢),摩擦因子为剪切摩擦f=0.3,成形温度为900℃(管坯温度范围900~1050°),顶头推制速度为120 mm/s(推制速度范围20~120mm/s),管坯Φ960 mm ×50 mm 扩径至Φ1250 mm(扩径量范围10%~30%),扩径成形过程所需的最大推制力为12 MN,见图3。考虑到毛管成形后期温降、润滑条件恶劣等工况影响。设定Φ1300 mm 大口径钢管在线热扩径机的主推油缸力为15 MN。
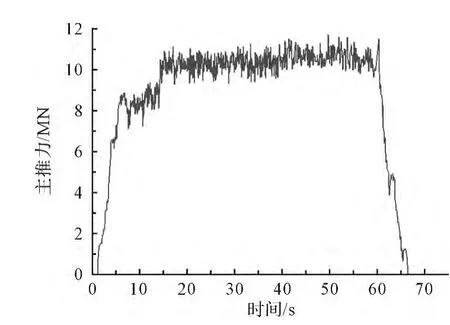
图3 扩径负载时间的变化规律Fig.3 Time-force curve during expending
(2)该大口径钢管在线热扩径机采用图4 所示的对中约束装置避免了钢管制头时失稳。制头阶段管坯端部与挡料装置接触时,管坯端部不平导致管坯偏载。当端部不平度偏大(>50 mm/ 1 m)时钢管扩制过程就会出现失稳现象,如图5所示。根据压杆受压稳定性理论,压杆的稳定性与变形长度的平方成反比。通过在管坯变形长度上增加多点约束来控制失稳变形。
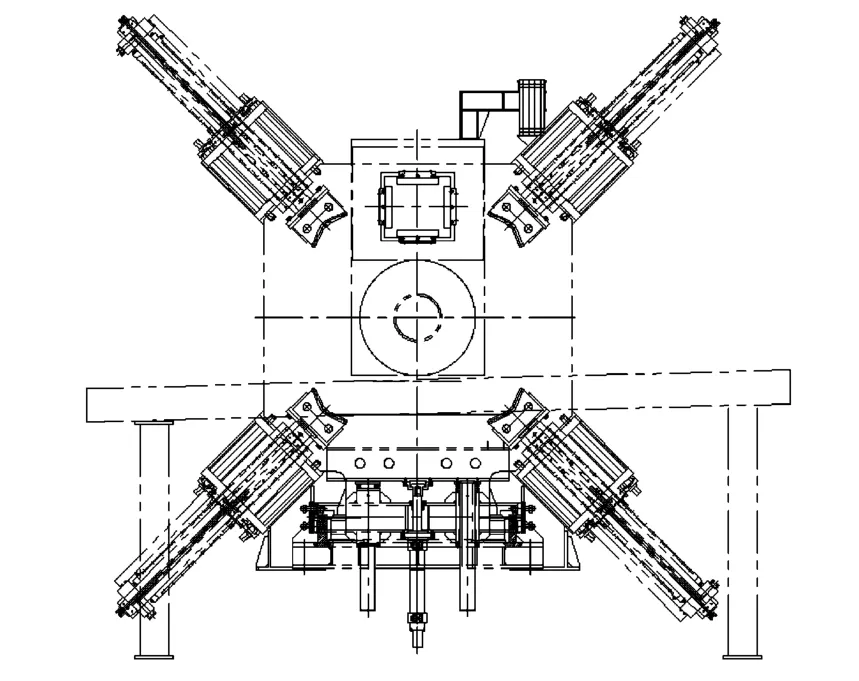
图4 对中装置图Fig.4 Centering device
(3)该大口径钢管在线热扩径机采用了四夹头对中约装置。对中约束装置有两夹头和四夹头两种模式,如图6 所示。由理论分析可知两夹头对中约束模式当约束力偏大时时会导致约束位置管坯呈现椭圆变形;四夹头对中约束模式较好地约束了管坯的周向变形均匀性,保证了管坯变形过程的圆柱度。模拟结果显示当管坯端部不平度较大时,通过长度方向上的多点四夹头对中约束较好地保证了变形过程管坯的直线度。同时考虑到管坯的上下料方便,主机框架采用了45°张力柱结构,对中装置安装在张力柱上。
4 结论
该设备是国内目前唯一一台可以在线热扩加工最大成品管直径Φ1300 mm 的扩径机,与传统的中频二次加热离线扩径相比,具有生产效率高、节能、短流程等特点。利用有限元软件DEFORM 对成形工艺过程进行仿真,扩径机的力能参数更加合理。采用四夹头对中约束装置,将管坯端部变形量控制在较小的范围内。
[1]俞汉清,陈金德.金属塑性成形原理[M].北京:机械工业出版社,2001.
[2]李连诗,韩观昌.小型无缝钢管生产[M].北京:冶金工业出版社,1989.
[3]李德群.塑性加工技术发展概况及趋势[J].航空制造技术,2000(3):27-28.
[4]杨合,孙志超,詹梅,等.局部加载控制不均匀变形与精确塑性成形进展[J].塑性工程学报,2008,15(2):6-14.
