新飞机开发单台产品制造工时定额预测方法
2015-04-03张彤
张彤
(中航工业洪都,江西南昌330034)
0 引 言
飞机制造工时定额,是核算飞机制造成本的基本要素,是新机开发经济可行性研究的基础,也是规划建设飞机生产线的依据。
预测飞机制造工时定额,通常在飞机研发之初,飞机设计刚起步时。此时无论设计部门还是制造部门,都要求及早得到单架飞机制造工时。设计部门需要飞机制造工时定额,是为新机开发可行性研究和预算研制经费。制造部门需要飞机制造工时定额,是为飞机研制进行工作规划,如制定研制计划、进行制造能力平衡、规划条件建设,以及是否要外包等。
制订飞机制造工时定额习惯做法是,根据一张张图纸、一份份工艺单,确定每一个零、组、部件制造工时定额,然后汇总成全机单台产品制造工时定额。但因飞机研制刚起步,设计图纸尚未出来,工艺单还没有制订,此时用习惯做法测算全机制造工时定额显然没有可能。目前的办法是凭经验估计定额,估出来的数字偏差大、可信度低。在实际工作中,需要有一种比较贴近实际的科学的飞机制造工时定额预测方法。
飞机制造工时定额预测方法的基本思路是:用重量法或参数方程法测算首架飞机制造工时,进而以此为基础,利用熟练曲线原理推算出试制批和批生产工时定额。
1 新机开发首台产品制造工时测算
1.1 重量法
众所周知,飞机越大则需要的制造工时越多,已有的实践表明,类同飞机制造工时与重量呈线性关系。所以只要知道了类同飞机的首架单位重量制造工时和新飞机的重量数据,就可以测算出新飞机首架制造工时。这里所指新机重量数据,既不是飞机起飞重量,也不是飞机空机重量或飞机结构重量,而是需要飞机制造部门测算加工成本的重量称成本重量。成本重量实际是飞机空重减去发动机、机载设备等成品重量和死油重量(需要减去的重量,都不属于飞机制造部门需要加工的重量)。
设新机的成本重量为W,类同飞机的首架单位重量制造工时为h,则该新机首架单台制造工时为H=W*h。
据有关资料,美国九种战斗机的首架飞机制造单位重量制造工时和第100架机单位重量制造工时见表1。
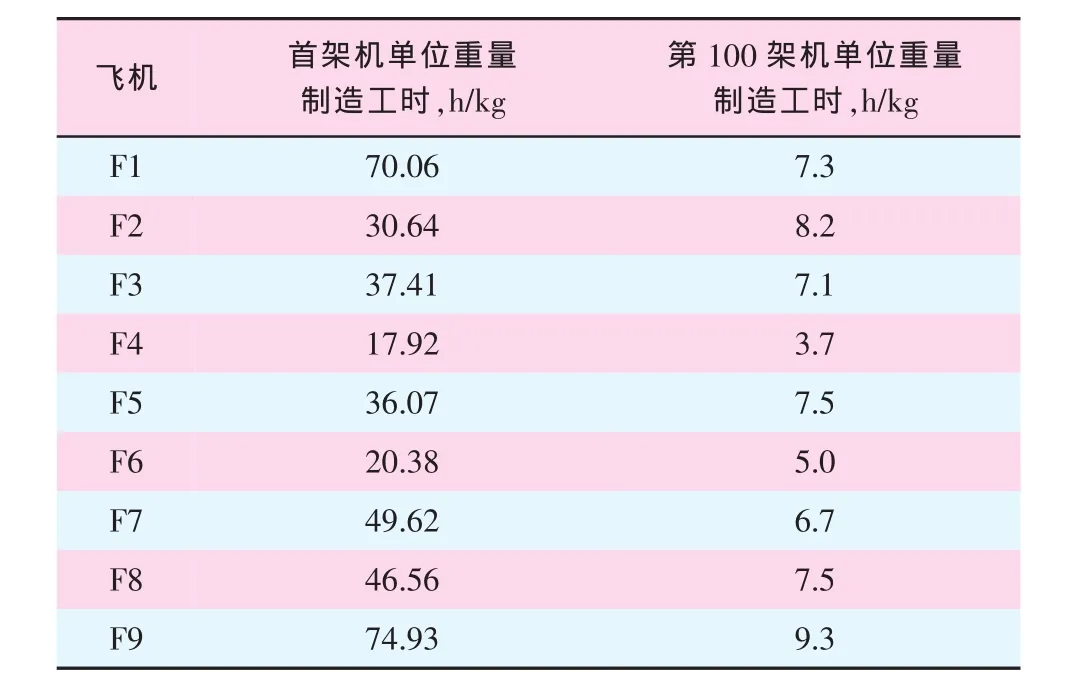
表1 美国九种战斗机单位重量制造工时表
国内二十一种飞机的首架飞机单位重量制造工时见表2,其中前十一种飞机(即N1-12)的值是早年有关单位收集统计的资料,后十种飞机(即N1321)的值是作者收集到的数据。
从表中数据可知,美国九种战斗机首架飞机单位重量制造工时在18~75小时/公斤之间。国内二十一种飞机的统计资料中,前十二种飞机 (均为早年的仿制机种),其首架飞机单位重量制造工时在30~ 95 h/kg之间;最后九种(即N13~N21)是自行设计研制的飞机,其首架飞机单位重量制造工时在40~167 h/kg之间。其中有五种是超声速飞机,单位重量制造工时一般都在100 h/kg以上,且M数越高,单位重量制造工时数值就越大。总体而言,国内研制的首架飞机单位重量制造工时普遍高于国外。从表1、表2可知,无论是国外飞机还是国内飞机,首架飞机单位重量工时都比较分散,说明不同种类不同性能飞机其制造难度差距很大。因此,在用单位重量法测算新机首架机制造工时,一定要选择类同飞机的数据为依据。
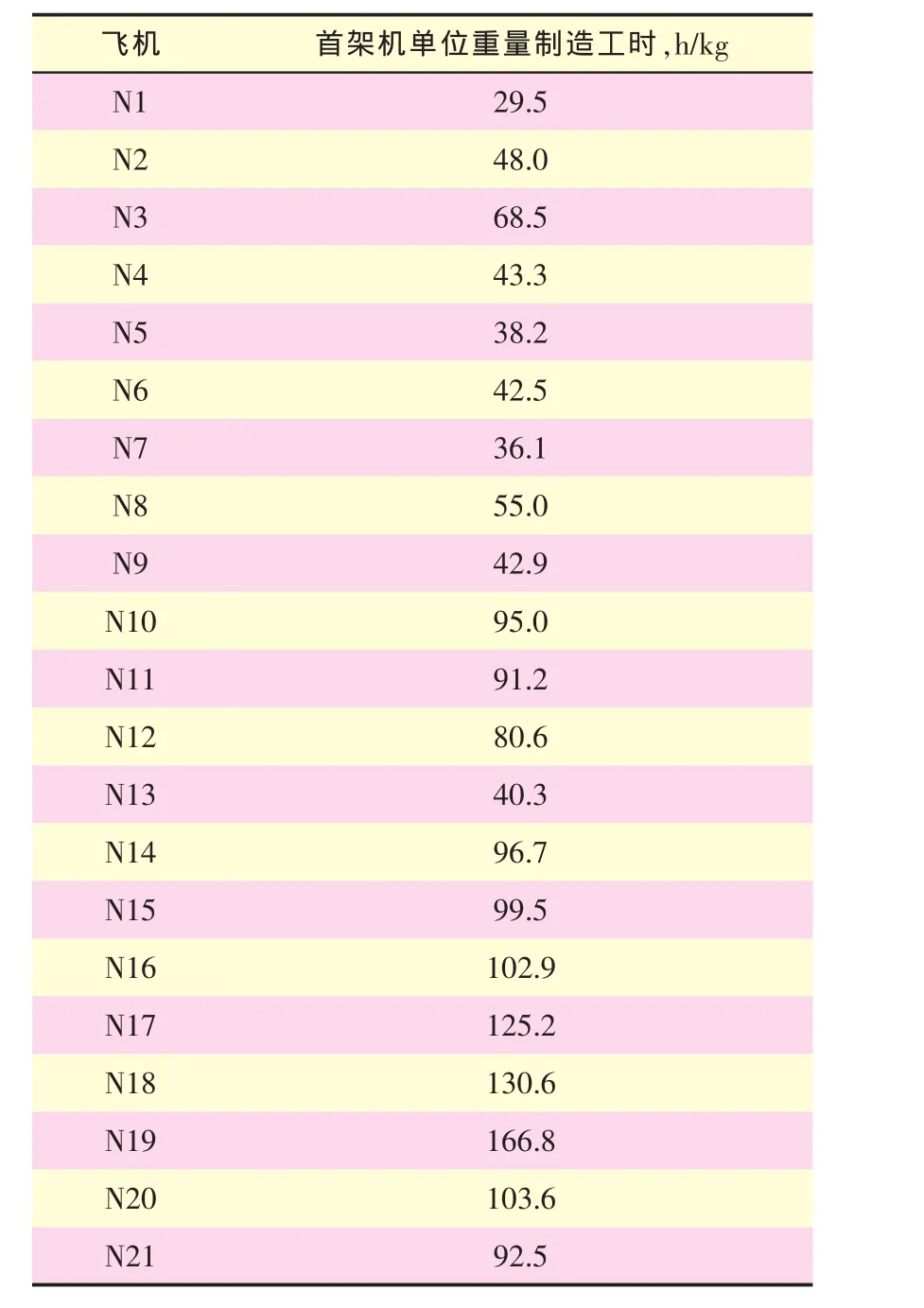
表2 我国二十种飞机的单位重量制造工时表
1.2 参数方程法
1)国外测算首架飞机制造工时的参数方程
从已有资料中发现,美国测算首架飞机制造工时的参数方程有以下三种:
(1)“飞机设计手册”第五册,美国兰德公司在1987年发表的 “飞机发展及购买成本模型”中提出的首架飞机制造工时参数方程是:

式中:H—首架飞机制造工时,h;
W—飞机空机重量,ib;
V—飞机飞行最大速度,kn。(2)“飞机设计手册”第二十二册,美国商用飞机研制关于制造劳务费计算提供的首架制造工时参数方程是:

式中:L—首架飞机制造工时,h;
AAMPR—飞机成本重量,ib;
S—飞机飞行最大速度,kn。
飞机的成本重量AMPR,是飞机空重,减去发动机和动力装置、通信导航设备、电源设备、空调设备、仪器仪表及死油等重量。若缺乏这些必要的重量数据,可用飞机起飞重量Wto来推算,飞机成本重量AAMPR推算公式是:

(3)美国航天局报告NASA—TA—80229,它是根据25种新机及改型机的统计数据,利用回归分析,得出的首架制造工时参数方程是:

式中:Y—首架飞机制造工时,h;
W—飞机结构重量,ib;
V—飞机的最大飞行速度,kn。这三个参数方程都表明,飞机首架制造工时是飞机重量和飞机最大飞行速度的函数。但三个参数方程各自所指重量是各不相同的。第一个是空机重量,第二个是成本重量,第三个是结构重量,其重量单位均为磅 (第三个公式有的资料翻译的重量单位是公斤);速度单位均为节(海里/小时)。
2)用上述美国三种参数方程测算国内一些新机研制的首架制造工时
为了摸清这三种参数方程使用于我国新飞机研制的可行性,分别用该参数方程,对国内九种自行研制飞机的首架工时进行了测算,结果如表3。
试算结果表明:
(1)同一飞机用三种方程计算,结果差别很大。用NASA参数方程计算出的首架工时普遍最低,用商用机参数方程计算出的首架工时普遍最高,用兰德参数方程计算结果居中,它们之间差距有的高达4、5倍;

表3 用国外三种参数方程计算我国九型飞机首架工时单位:h
(2)用兰德参数方程计算,九种飞机计算结果中有六型飞机与我们的首架制造工时实际比较接近,一般相差在10%左右;有一型飞机相差20%,这些飞机的起飞重量在4t-30t之间;但是起飞重量1.5t的低速飞机计算得的首架制造工时比实际工时高一倍多;起飞重量70t以上飞机计算得的首架工时比实际工时又低35%;
(3)用商用机参数方程计算得的首架工时普遍比实际工时高,起飞重量1.5t飞机计算得到的首架工时为实际工时400%,4t-10t飞机的计算结果为实际工时200%,13-30 t飞机计算结果为实际工时150%,起飞重量70t飞机计算结果与我们的工时比较接近,但是仍高出13.3%;
(4)用NASA参数方程计算得到的首架工时普遍比实际低,大多数只为实际首架工时的二分之一左右,有的只达三分之一。
由于三种参数方程各是在不同年代又基于不同飞机样本,试算结果有差别是可以理解的,因此选择使用何种参数方程,必须搞清该参数方程的样本飞机与我们需要测算的新机是否相类同。至于试算结果与国内情况不一致,那是因为飞机结构和制造水平的不同,为此,必须寻求符合国内实际的测算首架飞机制造工时的参数方程式。
3)以国内研制飞机的制造工时数据为依据,回归得到我们自己的首架飞机制造工时的参数方程
本文收集了国内九种新机制造工时数据,这九种飞机都是国内自行设计研制的。其中既有军机又有民机,其起飞重量在2吨-70吨,平飞最大速度在300km/h-2500km/h之间。九型飞机的首架制造工时数据来自有关资料,其工时定额的宽紧程度符合当前我国实际情况。其中:一型飞机的首架制造工时是正在执行的计划工时;六型飞机的首架制造工时是根据试制批工时定额用熟练曲线推算出来的;另外两型飞机首架制造工时,是根据飞机的批产工时定额用熟练曲线推算出来的。
根据国外的经验,首架飞机制造工时主要取决于飞机的重量和速度,即制造成本重量和速度的函数,其表达式为:H=AWX1VX2。
式中:H—首架飞机制造工时,h;
W—是飞机制造成本重量,kg;V—飞机最大速度,km/h。对表达式两边取对数得:

将九型飞机的H、W、V,即九组数据代入该式,进行数学回归计算,得出待定的A、X1、X2的值,见表4。
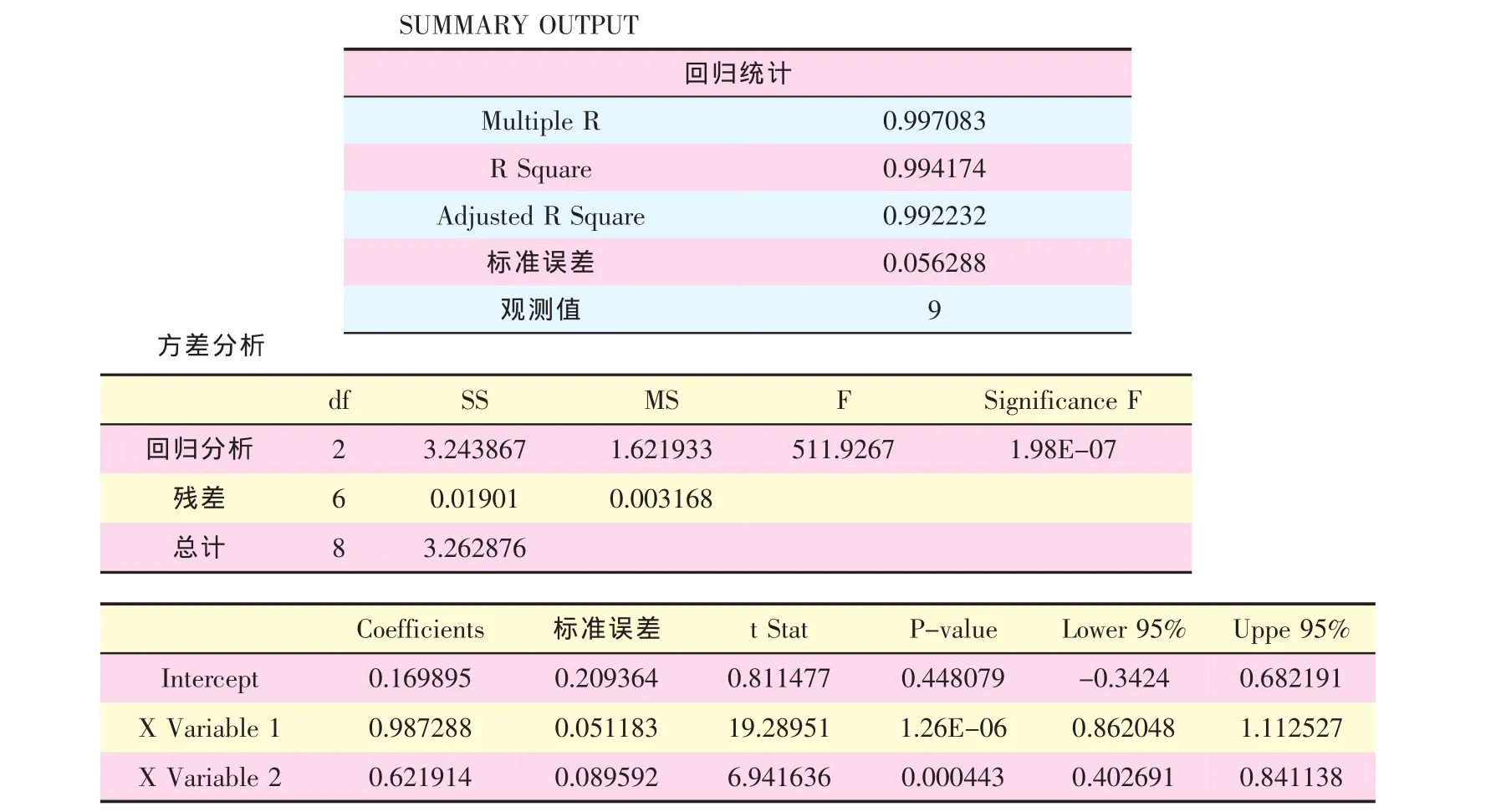
表4 九型飞机工时数据回归结果表
从回归计算结果表得知:

又LogA=0.169895
所以: A=10^0.169895=1.478751
由此,得到其首架飞机制造工时测算的参数方程为:

2 以首架产品制造工时定额为基础,利用熟练曲线推算试制批和批产工时定额
1)熟练曲线。熟练曲线理论源于飞机制造业,是产品制造工时变化的经典理论,熟练曲线理论为工时定额的管理和提高提供了重要的分析工具。
熟练曲线现象,是二十世纪二十年代,由美国一家飞机装配厂在实践中发现:第四架飞机制造工时为第二架飞机制造工时的S%,而第八架飞机制造工时亦为第四架飞机制造工时的S%。即每架飞机制造工时,随累计制造数量倍增的次数而成比例的下降。人们把这种变化过程表示成图像即熟练曲线,见图1。
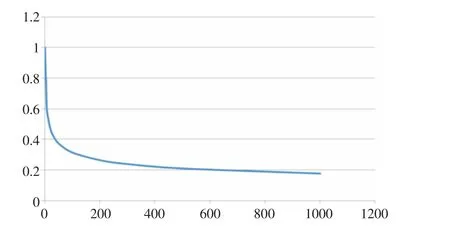
图1 图像即熟练曲线
由熟练曲线图可知,当产量翻一番即从第x台增加至2x台时,其第2x台产品单台制造工时只为第x台工时的S%。若首架飞机(X为1时)制造工时为a,随累计制造数量倍增的下降率即熟练曲线斜率为S,则第2架飞机(其架次是2的1次方,21=2)的制造工时为aS1;第4架飞机(其架次是2的2次方,22=4)的制造工时为aS2;第8架飞机(其架次是2的4次方,24=8)的制造工时为aS4;第X架飞机 (其架次是2的n次方,X=2n)。制造工时的表达式为Y=aSn。
为获得工时Y与飞机制造架次X的直接关系,对表达式的两边求对数,得㏒Y=㏒a+n㏒S。设㏒S=(-b)㏒2,将其代入上式,得㏒Y=㏒a+n(-b)㏒2。又由于X=2n,所以㏒2=(1/n)㏒x。将㏒2代入后㏒Y=㏒a+ n(-b)(1/n)㏒x,经整理㏒Y=㏒a+㏒x-b,由此得到飞机制造首台产品制造工时Y与飞机制造架次X的关系方程式是:Y=aX-b。
熟练曲线现象是由于工人生产熟练程度提高产生的,所以称熟练曲线又称学习曲线。这种现象不仅在飞机制造业中存在,在汽车、石油化工、半导体等制造业中也存在。由熟练曲线图可知,熟练曲线在开始阶段工时下降比较快,随产量增加,工时下降逐步变慢,产量大到一定量以后,工时基本趋于稳定。
根据熟练曲线方程式,只要知道了首架制造工时a,又知道了熟练曲线斜率S,就可计算出每架飞机(即X)的熟练系数X-b{因为㏒S=(-b)㏒2,所以-b=㏒S/㏒2},即可算出各架次飞机制造工时Y。反之,若知道了第某架次飞机的制造工时,根据熟练曲线斜率S,亦可推算出首台产品制造工时,熟练曲线理论在飞机制造工时定额管理中具有重要意义。
2)熟练曲线斜率S
熟练曲线斜率S,反映制造工时随产量增加而下降速率。熟练曲线斜率S大,即随熟练程度提高其单位产品制造工时下降速度慢。反之,工时下降的速度就快。图2是三种不同斜率 (S1=80%、S2=85%、S3= 90%)的熟练曲线,其纵座标Y为工时熟练系数(X-b),横坐标X是飞机制造的架次。当X=1,即首架工时的熟练系数是1-b=1。
图2中S1的熟练曲线斜率为80%,工时下降相对较快。S3的熟练曲线斜率为90%,工时下降相对较缓慢。S2熟练曲线斜率居中为85%。熟练曲线斜率S,主要取决于人工作业与机器作业比重,当人工作业比重大,S相对较小。反之,S相对较大。不同行业,由于产品对象不同,制造工艺和条件不同,机械化自动化水平不同,其熟练曲线斜率S也不尽相同。一般而言,当人工作业比重达到四份之三时,熟练曲线斜率S接近80%,机械化自动化水平高的行业 (即人工作业比重比较小)熟练曲线斜率S相对会比较高。有资料介绍,美国一些机械制造业的熟练曲线斜率S见表5。

图2 三种不同斜率S的熟练曲线
由表5可知,美国飞机导弹制造业熟练曲线斜率S=85%。但这是美国早年的统计资料,随着时间推移,飞机结构材料更新,制造技术进步,机械化程度提高,手工作所占比重逐步下降,目前飞机制造业熟练曲线斜率S大致在85%~90%之间。根据现阶段我国飞机制造条件和水平,通常取88%。

表5 美国一些机械制造业熟练曲线斜率S表
3)熟练系数表
在熟练曲线Y=aX-b中,X-b是各个X值的工时下降系数称熟练系数。在既定熟练斜率S情况下,就可计算出b(因b=㏒S/㏒2),进而得知各个X值的熟练系数X-b,同时也可计算出1到X架飞机的累计熟练系数∑X-b和1到X架飞机的平均熟练系数(1/X)*∑X-b。令DJ=X-b、LJ=∑X-b、PJ=(1/X)*∑X-b。
据此可制订熟练曲线斜率S、生产架数X与DJ(=X-b)、LJ(=∑X-b)和PJ(=(1/X)*∑X-b)相对应的熟练系数表,方便工时计算时查用。常用熟练系数表见表6。
4)计算试制批工时定额
从常用熟练系数简表中,在认定的熟练斜率S下,可以方便查到与X值对应的熟练系数DJ(=X-b)、LJ(=∑X-b)和PJ(=(1/X)*∑X-b)。首架工时乘以该熟练系数,就可得到第X架飞机的制造工时,以及1-X架飞机累计制造工时和1-X架飞机每架平均制造工时。
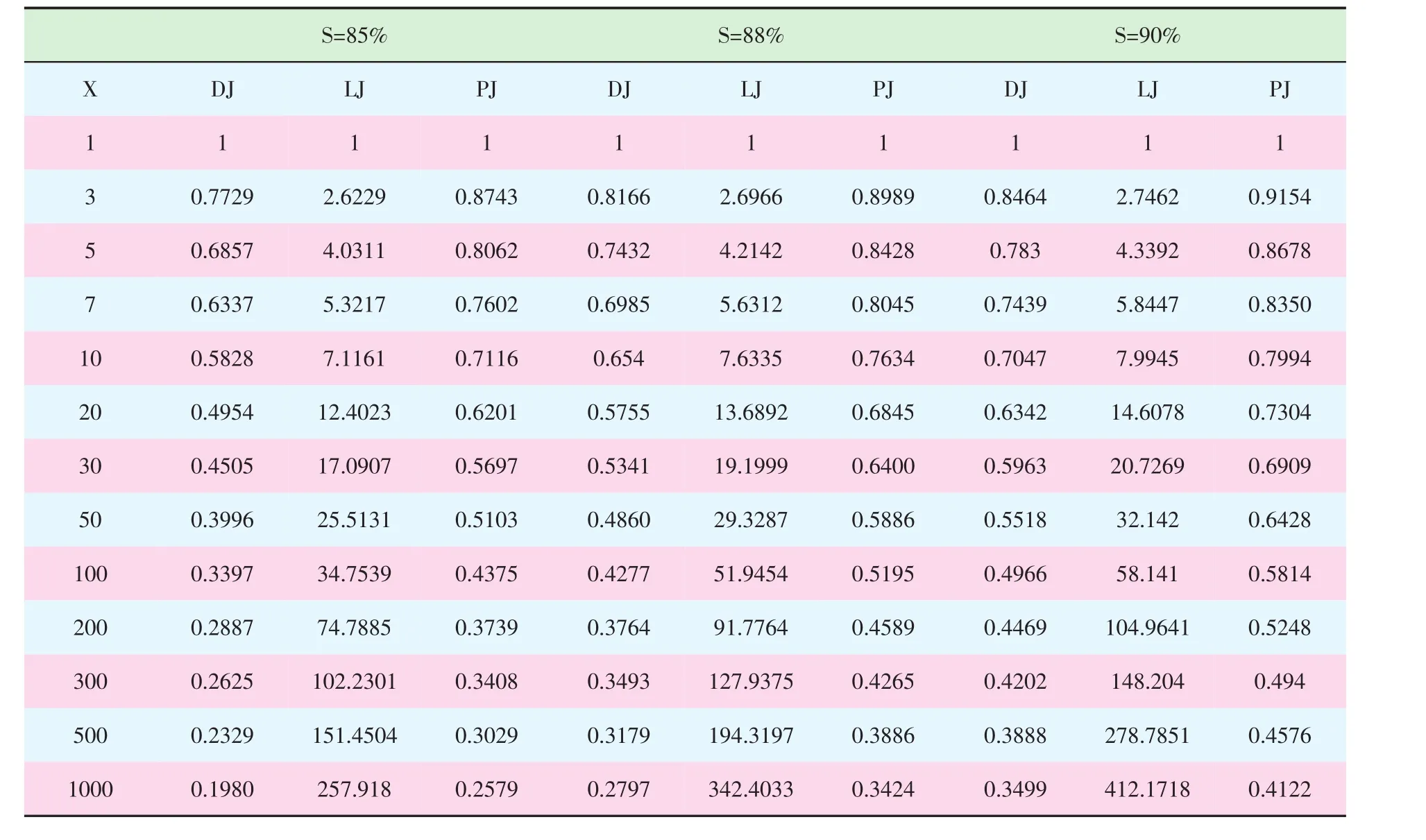
表6 常用熟练系数表
飞机试制批可能是3架,也可能是5架或7架飞机,试制批制造工时就是计算1~3架、1~5架或1~7架飞机的平均工时。
利用数据表计算试制批制造工时步骤是,首先用单位重量方法或参数法获得首架工时,进而在既定的熟练斜率S下,从数据表中查找1~3架、1~5架或1~7架平均的熟练系数PJ(=(1/X)*∑X-b)。首架工时乘相应PJ,就可得到1~3架、1~5架或1~7架飞机的平均工时,即试制批制造工时。
5)计算批生产工时定额
批生产工时计算与上述方法一致。若批生产产量是50、100、200、500、1000架。在认定的熟练斜率S下,从数据表中可查找相应架份的PJ值。PJ值乘首架制造工时,即可得到相应批生产单架平均工时定额。
有时需要某一阶段生产(如从X1-X2架之间)产品的平均工时,计算办法是:在认定的熟练斜率S下,查找出与X1、X2对应的LJ1和LJ2。该阶段的平均制造工时=首架工时*(LJ2-LJ1)/(X2-X1)。
3 飞机部、段件制造工时定额的测算
飞机部、段件单台产品制造总工时定额,包括该部、段件内所有的零件制造、组合件装配和部段件装配工时。
飞机部、段件单台产品制造总工时定额,是全机制造工时扣除飞机总装、测试、地面准备、试飞和整机喷漆等后续的制造工时。通常总装等这部分后续工时约占全机制造工时20%~25%,但各个不同飞机可能会有所差异。
飞机各部、段件的制造工时定额,是将部段制造总工时按重量比例,将工时分配到各部、段件。由于各部、段件结构复杂程度不同,所用材料不同,其制造工时比重也会有所差别,为此在按各部、段件重量比例分配工时,还需通过分析,对各部、段件工时作必要调整。
飞机各部段件的首架工时定额、试制批工时定额或批产制造工时定额之间的关系同样按熟练曲线。不过飞机零件制造练曲线斜率S、部件装配的熟练曲线斜率S,与全机制造的熟练曲线斜率S不一定相同,原因是飞机零、部件装配与全机制造相比,其机械作业的比重不一定相同。
4 结 语
用重量法测算新机首架制造工时比较便捷,关键是要选择恰当的参考机种,只有参考机种与新机类同,该参考机种的首架飞机单位重量制造工时才可用作预测依据。否则,该法就不宜采用。
用参数方程法测算新机首架制造工时,方法比较科学,计算结果会比较贴近实践。本文回归推荐的参数方程式是以我国现有机种的数据为基础,适合国内飞机研制。若新飞机在性能、结构、材料采用、制造精度要求、工艺方法和制造条件上与现有飞机有重大变化时,用该参数方程计算出的首架工时,其测算结果可能还需要进行评估,必要时作某些修正。同时,在首架飞机制造阶段,还要认真作好首台产品制造工时的实测统计工作,以便对预测的首台产品制造工时值进行核对修正。
以首架制造工时为基础,按熟练曲线原理计算试制和批产工时定额。其首架制造工时,既要参考预测的制造工时,同时要根据实测统计首台产品制造工时结果,对预测值作必要修正;并统计积累出符合本单位实际的熟练斜率S;计算试制批工时定额需根据试制批架数,而计算批产工时定额还要合理认定批产数量,有时还需要考虑确定该批产品的开始和结尾架次。
[1]飞机设计手册·第五册,北京:航空工业出版社出版.
[2]飞机设计手册·第二十二册,北京:航空工业出版社出版.
