连续离子交换的过程控制
2015-03-13于海彬
于海彬
(日照金禾博源生化有限公司,山东日照276500)
我厂是专业生产柠檬酸及盐的厂家,98%以上的产品销往国外,由于金融危机的影响,国外市场受到了一定的冲击,国外客户对产品的质量、价格要求也越来越苛刻,如何提高产品质量和降低生产成本已经成为企业能否在市场上立足的关键。在生产过程中,离交工序是精制提取的第一道工序,该工序的指标控制及运行成本直接决定了成品的生产成本。众所周知,离交柱运行时本身就是树脂的交换和再生过程,需要消耗大量的再生剂,且柱子失效时对产品质量也会造成一定影响。因此,如何提高离交树脂的使用周期、提高离交液的质量,运行过程、再生过程的控制尤为关键,直接关系到产品质量及生产成本。根据近半年来的现场试验及生产情况浅谈一下离交工序过程控制的要点及改进办法。
1 运行过程控制[1]
1.1 液位控制
由于本厂离交柱为常压运行,控制好柱内料液液位至关重要。液位过高,巡检不到位会发生跑料;液位过低,会发生漏树脂现象,从而导致树脂内进气,不仅会影响树脂处理量,而且会发生指标异常不稳定。为防止以上现象发生,保证运行过程稳定,我们对柱内液位上下限做出了明确规定,并安装了自控液位计、液位显示器及报警器,以便操作人员随时监控柱内液位情况,及时做出调整。安装至今已有六个多月,未发生一起因液位控制不好而影响正常运行及生产的情况。
1.2 指标控制
我厂生产的产品由于客户要求,需要严格控制阳离子含量,尤其是钠离子。以前都是各班下班前取样做好标记,由夜班下班人员统一送到化验室进行检测。此法的弊端是不能第一时间获知指标清况,一旦指标异常无法第一时间进行及时调整,会造成后续生产的被动。为解决以上问题,公司为车间购买了两台p[Na+]计,以便随时检测阳柱出料指标情况,解决了检测指标滞后的局面,有效避免了异常指标的出现。
2 再生过程控制
2.1 流程优化
原来再生流程比较繁琐,不易于员工操作,尤其是反冲步骤经常可有可无,导致运行过程时有中断。正压、反冲pH 值控制不理想,需水量很大。经过现场多次试验,将再生正压、反冲终点pH 值进行了相应调整,同时用部分回收的废盐酸来中和残留碱,大大降低了用水量,不仅保证了生产的连续性,降低了水耗,同时也减轻了环保负荷。优化后流程图见图1。
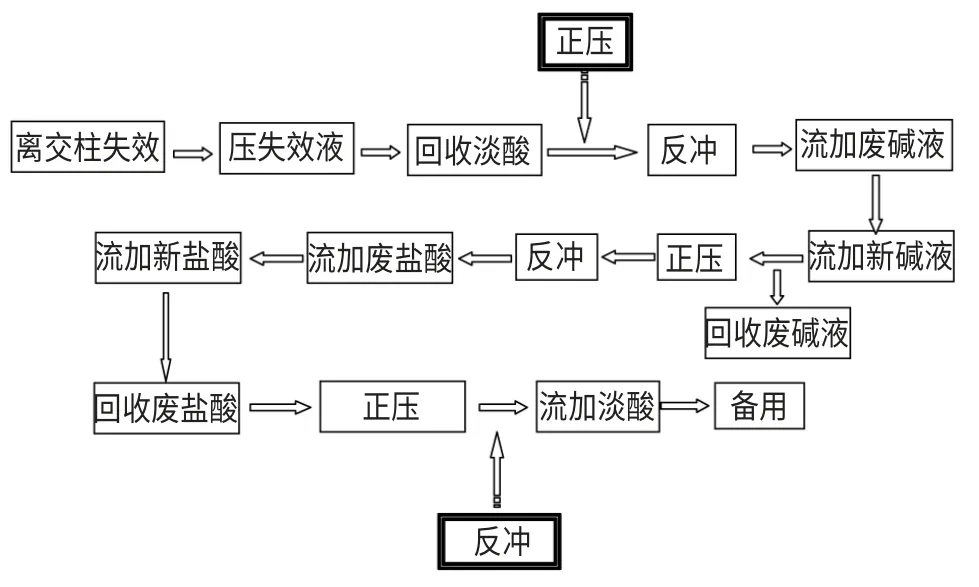
图1 优化后再生流程图Fig.1 Regeneration process after optimization
2.2 再生剂浓度和用量调整
试验期间,对再生剂浓度和用量进行了相应调整(见表1),从运行情况来看,调整前后离交树脂的处理量未有明显变化。由于调整后再生剂浓度降低,正压、反冲时间缩短,用水量相应降低。

表1 再生剂浓度和用量对比表Tab.1 Contrast of regenerator concentration and amount
2.3 再生剂质量[2-5]
树脂在运行过程中,由于其自身特性,需要频繁再生。再生剂质量的好坏会直接影响树脂的处理量和使用寿命。举例来说,我厂使用的再生剂HCl正常的浓度为28%~30%,各项指标要符合国家标准,4月份我厂引入了一批新HCl,浓度为36%,掺入其它HCl 使用,检测各项指标比正常用HCl 偏高。这批新HCl 大约在一周完全用完。运行期间,碳柱、阳柱未发现明显异常,但阴柱处理量明显下降30%左右。经过反复跟踪检测,确定为再生剂盐酸有问题,并最终造成阴树脂污染,好在此污染为物理污染,经过一个多月的恢复明显好转,但未恢复到污染前的最佳状态。可见,再生剂在离交运行中起着至关重要的作用。
3 设备改造
(1)新加一台鼓风机用于回收淡酸后反冲,用变频控制其风量,保证反冲效果,去除杂质和胶体蛋白,使树脂再生彻底,以达到提高树脂处理量和降低酸碱耗的目的。
(2)由于阴柱用碱液再生,通常再生好后投入使用时刚开始出料钠离子含量仍然偏高,需要与阳柱打循环来降低出料Na+含量。原来打循环时中间通过一个缓冲罐和缓冲泵,现通过管道改造改为柱间打循环,节省了部分电能。
(3)改造现有储罐和管道,将备用阴柱冲柱时前段淡酸和后段淡酸分开,下次冲柱时先加前段淡酸,再加后段淡酸,保证了阴柱与阳柱打循环前其Na+浓度处于较低水平,不仅缩短了打循环时间,也大大降低了阳柱负担,提高了阳柱处理量。
4 废水回用[6]
阳柱:废HCl 由原来回收30~40 方改为现在的60~80 方,正压、反冲水全部回收至淡HCl 水罐,用于阳柱回收淡酸后正压、反冲,节省部分水耗和酸耗。
阴柱:废碱液由原来回收30~40 方改为现在的50~70 方,部分正压水回收到淡碱水罐,用于回收淡酸后正压、反冲,节省部分水耗和碱耗。
5 淡酸回收、废钠盐返中和
碳柱、阳柱淡酸回收由原来的回收到酸度0.2%改为现在的回收到0.1%以下;阴柱由于其树脂自身的特性,淡酸回收不能彻底,回收酸度由原来的回收到酸度1%改为现在的0.5%以下,部分淡酸水回收到淡酸水罐,用于回收离交柱失效后回收淡酸和阴柱加碱后正压、反冲用。此外,由于阴树脂自身吸附大量酸,加碱相当于洗脱过程,直接排掉不仅造成浪费,而且会造成废水COD 严重超标,给环保增加巨大负担。综合考虑,加碱后通过检测排污水干基来进行判断,当干基>0.5 时开始向废钠盐缓冲罐回收,并及时返回粗提中和工序,以回收阴树脂吸附的酸。
经过以上关键点控制、循环利用、技术改造,以及操作规程细化、人员培训、现场严格管理、控制跑冒滴漏等措施,运行近6 个月以来,整个工序运行稳定,各项指标均取得了明显的好转。改造前后技术指标对比见表2。
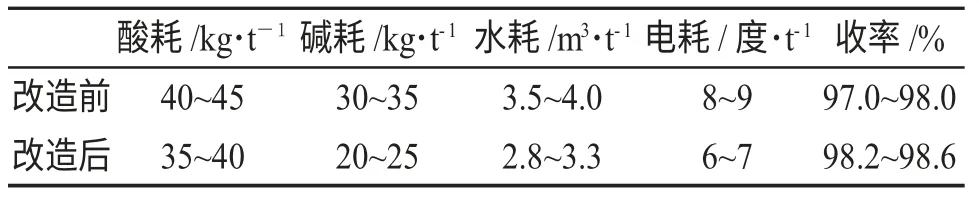
表2 改造前后技术指标对比表(产品以吨计)Tab.2 Contrast of indexes before and after reformation
6 结论
(1)通过现场试验可知,离交树脂的再生程度与再生剂的用量、浓度并不成正比,再生达到一定程度后,即使大幅度增加再生剂用量、提高再生剂浓度,也不能显著提高树脂再生程度。生产上要从经济性考虑,根据各自的实际情况,摸索出一个合适的用量和浓度值。
(2)影响离交柱运行周期的因素很多,必须对每一个可能的因素进行细致的分析和试验,拿出一个最优化的组合,才能延长离交柱的运行周期,降低生产成本,提高企业的市场竞争能力。
(3)以上所述仅是根据本厂的实际情况进行的总结,其中借鉴了其它厂家的宝贵经验。相信通过企业之间的相互交流和合作,会促进企业生产的全面进步,并带动整个行业的飞速发展。
[1]张建功,周利,祖萌光,等.提高离交水平的几点经验体会[J].发酵科技通讯,2004,33(1):23-24.
[2]陈国宏.再生液的质量对阴阳床再生的影响[J].苏盐科技,2004,(1):12-13.
[3]陈小华.铁对阴树脂污染的分析及处理[J].工业水处理,1998,18(4):39-40.
[4]王凤英,罗书凯,侯凤,等.重污染阴离子交换树脂复苏实验研究[J].青岛大学学报,2003,16(2):51-54.
[5]赵力,宋锐.阴离子交换树脂污染的原因探讨及处理[J].东北电力技术,2004,(10):39-41.
[6]刘素英.离交尾液的综合利用[J].节能与环保,2003,(9):36-39.
