加氢装置中紧急放空环节气动切断阀的应用
2015-02-26李伟
李伟
(中国石化工程建设有限公司,北京 100101)
加氢装置中紧急放空环节气动切断阀的应用
李伟
(中国石化工程建设有限公司,北京 100101)
摘要:加氢反应是在高温、高压环境下进行,并且有易燃易爆气体参与的过程,所以安全措施至关重要。紧急放空是加氢装置安全措施中非常重要的一个环节,系统在着火、泄漏、超温等紧急情况下,或者在循环氢压缩机停机时,为了降低系统内温度并且减缓或停止反应,需要开启紧急放空装置。从工程角度系统地分析了紧急放空气动切断阀选型、双电磁阀实现形式以及在紧急放空情况下的联锁逻辑和操作。
关键词:加氢反应紧急放空气动切断阀双电磁阀
Application of Pneumatic On-off Valve in Emergency Blow-down of Hydrogenation InstallationLi Wei
(Sinopec Engineering Co. Ltd., Beijing, 100101, China)
Abstract:Hydrogenation reaction is conducted under high temperature and high pressure with inflammable and explosive gas in the process. Safety countermeasures are very important. Emergency blow-down plays a very important role in safety system of hydrogenation reaction. Emergency blow-down installation needs to be started when the reaction is in dangerous situation such as catching fire, leaking, over temperature, or recycle hydrogen compressor shutdown to slow down or stop reaction and make sure that temperature is under control. Selection of pneumatic on-off valve type, realization form of double solenoid valve, interlock logic and operation under emergency blow-down condition are analyzed systematically from the point of engineering.
Key word: hydrogenation reaction; emergency blow-down; pneumatic on-off valve; double solenoid valve
1紧急放空重要性
常规加氢装置,如图1所示,原料油在高温高压环境下,经过催化剂的作用使得反应过程非常剧烈,在反应器中不断进行着放热反应,要求在工程设计及操作方面需要较高的安全等级。通常进行紧急泄压的地方一般会选在循环氢压缩机入口分液罐顶,见图1中的A处;也会选在冷高压分离器顶的场合,见图1的B处。以某加氢裂化装置为例,紧急泄压的环节选在循环氢入口分液罐顶。
加氢反应是在高温、高压环境下进行的,并且不断放热,为了让反应维持在一个可控的范围内,需要不断地通过循环氢压缩机引入冷氢,这样才不至于让反应过于剧烈以致超温。然而,在很多情况下,出于安全因素或者保护机组本身考虑,循环氢压缩机会被联锁停机,反应系统就会失去冷氢,会造成反应超温,使得反应失控,这时需要打开紧急放空阀,使系统的压力降下来,确保生产安全。另一方面,当系统出现着火、泄漏或者系统温压失控时,使得生产中存在着非常大的安全隐患,从安全角度出发,此时一定要手动触发紧急泄压,使得反应压力降到可控,从而消除安全隐患。
2紧急放空的实现过程
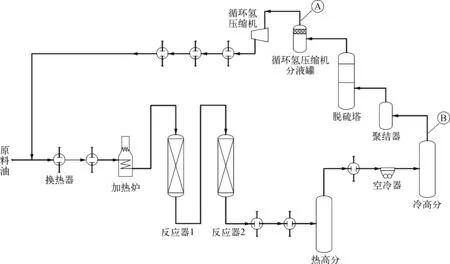
图1 加氢装置示意
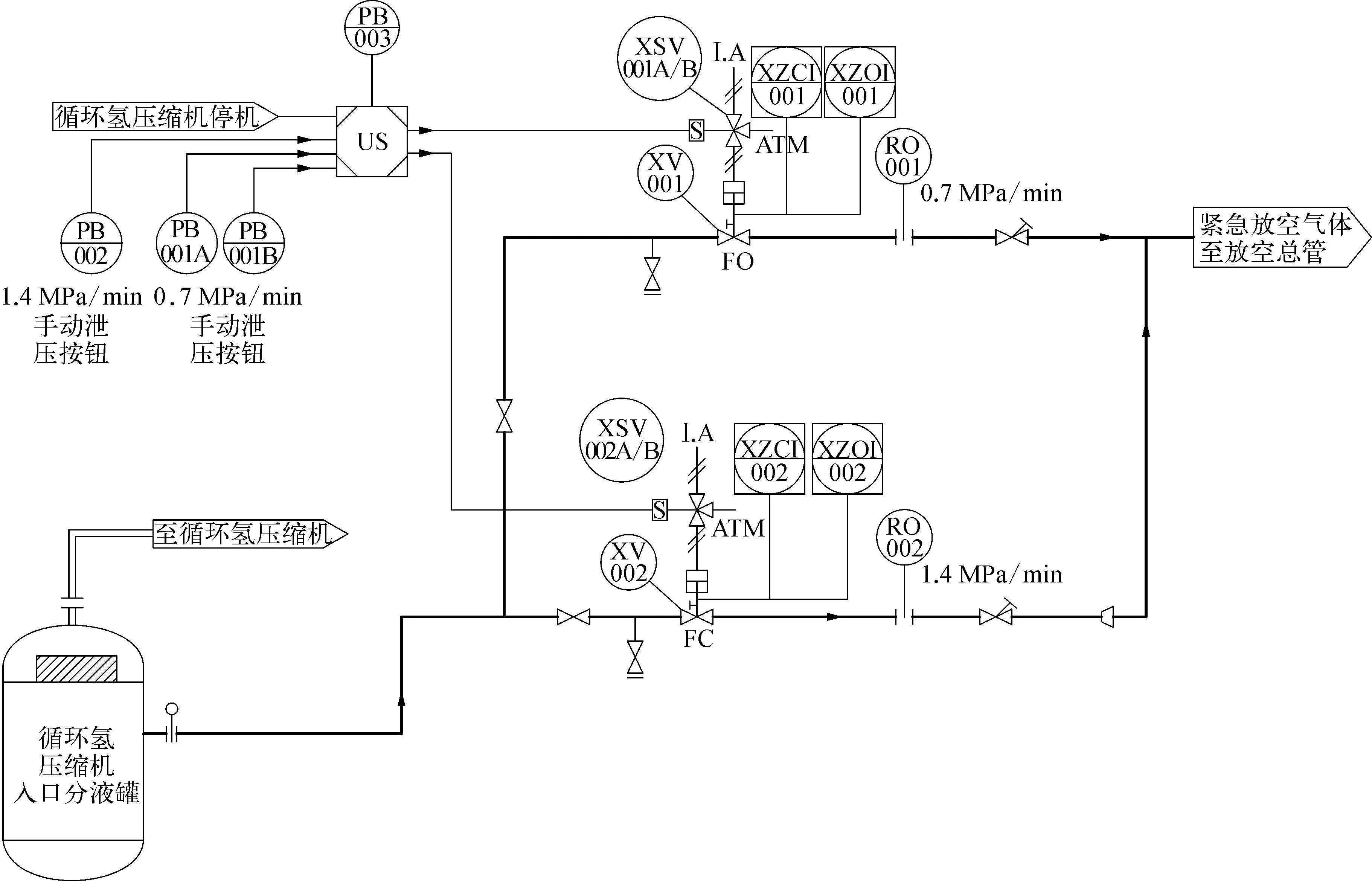
图2 紧急放空示意
高压加氢装置反应系统的紧急泄压是确保装置安全的关键环节之一,通常通过切断阀和限流孔板串联实现[1]。同样地,以该加氢裂化装置为例,如图2所示,在切断阀XV-001和XV-002下游均设有1个限流孔板RO-001和RO-002,该限流孔板通过加工孔径的大小,分别可以实现0.7MPa/min和1.4MPa/min紧急泄压,总量可以达到2.1MPa/min的泄压速率。该泄压速率是参考工艺包要求,即在一定时间内将压力降至冷高压分离器操作压力的25%。在控制室和现场各设置1个0.7MPa/min泄压按钮,控制室的按钮安装在辅助操作台上。该紧急泄压联锁开关为两位式开关,2个位置设定为手动控制和自动控制。在0.7MPa/min泄压开关不能有效控制紧急情况时,需要手动打开1.4MPa/min的泄压开关,共同实现2.1MPa/min的泄压速率。泄压过程中可以在控制室实现停止泄压和继续再泄压。2路泄压均打开时,10min能满足从21MPa降至常压。
当系统泄压至0.7MPa时,自动停止泄压。泄压状态可以通过观察阀门的阀位来确认。在DCS画面上XZOI-001和XZOI-002分别代表对应的切断阀的打开状态,即进行泄压;XZCI-001和XZCI-002分别代表对应的切断阀的关闭状态,即停止泄压。
如图3逻辑所示,当循环氢压缩机停机时,会触发0.7MPa/min的泄压开关,该动作为自动完成。然而,在实际生产中,经常会出现很多不确定因素,造成反应过程的温度压力参数达到“危险状态”,需要操作工判断是否存在较大的安全隐患,如果必要的话,需要在控制室或者现场手动打开紧急泄压,所以在逻辑中分别设置了0.7MPa/min和1.4MPa/min按钮,来实现紧急泄压的发生。为了将泄压状态直观地让操作工知道,控制室的操作台上方设置灯屏指示,分别表明2路泄压是否正在进行。逻辑中的每路开阀命令都涉及了2个电磁阀共同完成。
当泄压完成,检测泄压系统压力信号小于0.7MPa时,停止紧急泄压,2路的放空阀均自动关闭,反应继续进行。
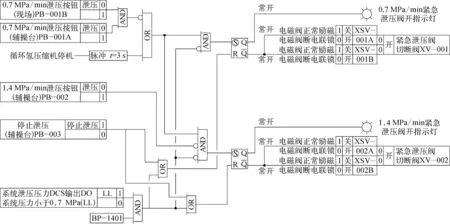
图3 紧急泄压逻辑示意
3安全放空阀
3.1安全放空阀的选型要求
目前很多装置的设计中增加了工厂危害和可操作性研究HAZOP(hazard and operability study)和仪表保护功能研究IPF Study(instrumented protective function study),其中包括安全完整性等级SIL(safety integrity level)评级等。这使得仪表安全保护系统的设计更加科学与完善,有助于避免在设计中发生安全性能达不到要求或采取了过多的安全保护[2]。
紧急放空系统是加氢类装置中非常关键的安全措施之一,而在紧急放空环节,紧急放空切断阀又是最关键的因素。所以,对紧急放空阀的结构和材质等因素的选型要求显得非常重要。
紧急放空切断阀在加氢装置的紧急放空环节实现快速排放的操作要求,担任着保护生产安全和系统安全的两位式开关阀的角色[3]。
放空系统的2台阀门泄漏等级均为Ⅵ级,为了保证阀门泄漏等级达到要求,选择了平行双闸板阀,从结构上来讲,平行双闸板阀更有利于阀门的密封,并且在响应时间方面也可以满足10s以内。最主要的是,在紧急放空环节,一定要尽量避免阀门“卡死”,平行双闸板阀的平衡结构,不受介质热胀冷缩影响,不会出现卡住的现象。阀内件均堆焊了司太莱合金,增加了阀体临介质部分的硬度,提升了抗冲刷的能力。在循环氢压缩机入口分液罐顶,介质成分比较复杂,包含氢气、含硫油品以及湿硫化氢等,腐蚀性很强。所以紧急放空阀中的阀内件均需要做抗硫化氢处理(NACE)处理。
该装置中,依据放空速率要求,选择的管道口径为0.7MPa/min对应20.32cm(8in),1.4MPa/min对应25.4cm(10in)。设计压力为16.2MPa,设计温度为240 ℃。这样,在计算关闭压差时,按最大值16.2MPa来考虑,即关闭压差等于设计压力。设计压力在250 ℃以内,故选择标准型上阀盖即可[3],填料选用柔性石墨(P6610CL+P6710CL)。根据关闭压差和填料材质,计算出关闭阀门需要的总的力,然后乘以安全系数1.25,作为选定执行机构大小的最终依据。气罐的选择,根据执行机构气缸的大小,满足在气源断气时,还能保证在10min内完成3个往复行程。这样,结合以上因素,口径为20.32cm阀门的气缸容量为1000L,口径为25.4cm阀门的气缸容量为2000L。
3.2阀门故障位置
由于停电、仪表和阀门的故障及工艺操作异常因素,需要紧急停车,为此,需要把阀门放到安全位置,即事故关阀,事故开阀[3]。工程中需要考虑到的“事故”状态一般为阀门供气不足,即“失气状态”和电信号中断。以下简称事故关阀为FC,事故开阀为FO。
阀门的FO与FC状态主要是从安全生产的角度出发的,当“事故”时,阀门处于非可控状态,为了避免此时出现紧急泄压联锁而阀门不动作的情况,需要将至少1路紧急泄压阀设置成开状态,即FO。
然而,考虑到如果同时打开2路泄压,即2.1MPa/min泄压,大量高压气体突然泄放,对下游管线的冲击会比较大,并且当大量的氢气夹杂着复杂的反应中间物涌向火炬系统时,对火炬系统中的分液罐和水封罐的作用力也很大,使得水封失效。所以当阀门“事故”时,仅把0.7MPa/min 1路的放空阀门打开,即FO。另一路1.4MPa/min的放空阀门出于关闭状态,即FC。
从故障安全型的设计角度出发,需要首先确定何为故障状态,在可能发生多种故障的场合,什么故障的发生概率最大[4]。结合加氢装置的特点,对“气”和“电”两个方面的故障进行权衡,考虑电磁阀的供电正常,故障时即为“失气状态”。
当气源供气不足时,即“失气”时,需要采用气路组件结合电磁阀的组合实现工艺要求的FC或者FO。
3.3电磁阀的气路连接形式
电磁阀主要用在控制各种单向、双向动作气缸式气动控制阀或其他气动执行机构[3]。在该加氢裂化装置中讨论的电磁阀为两位三通型。
电磁阀在紧急放空系统中处于非常重要的执行环节,在很大程度上决定了装置的SIL等级。为了达到一定SIL等级要求的平均危险故障率PFD(probability of failure on demand),通常采用的手段之一就是“1oo2”,“2oo3”等配置[5]。双电磁阀配置,基于以上考虑,当一个电磁阀被触发动作,安全放空阀即实现开阀,从而避免了因为单个电磁阀故障影响整个放空系统工作。
电磁阀的复位环节对保证整个反应的连续进行有着非常重要的意义,电磁阀可以在现场复位,也可以在逻辑中实现远程复位。仪表工程师在决定电磁阀选为手动复位还是自动复位时必须慎重,应结合工艺流程和操作要求与工艺工程师详细讨论,如有工艺包专利商还应征求专利商的意见[6]。既要考虑现场安全因素,也要同时考虑操作的可实施性与实时性因素。
该紧急泄压环节的安全放空阀选用的是KOSO的400H-6111LA系列。以双电磁阀(“1oo2”)及各种气控组件等实现了系统工作的故障状态要求和电磁阀复位要求。
如图4所示,当气源压力正常时,气罐压力也备压正常,阀门供气通过克服锁止阀弹簧压力,作用于2台空气换向阀上。此时,空气通过过滤器,一方面接入空气换向阀,另一方面接入串联的电磁阀上。电磁阀为励磁关阀(EC),即带电情况下,电磁阀处于关闭状态;当联锁发生时断电,电磁阀打开。当电磁阀同时励磁,气路接通,空气通过两位五通空气换向器,作用于阀门气缸上部,阀门关。当其中任1个电磁阀失电时,即发生联锁,空气通过两位五通空气换向器,作用于阀门气缸下部,安全阀打开,实现一次泄压。
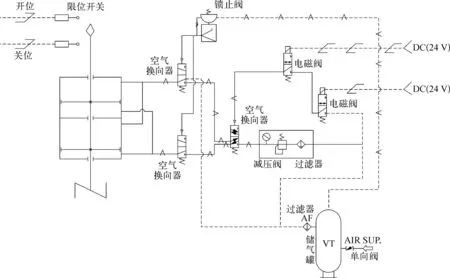
图4 FC气路连接示意
当气源压力供气不足时(即失气状态),气罐VT的备压还能保证阀门的3个行程动作。当气罐压力持续降低,以至于不足以克服锁止阀的弹簧压力时,只有阀门气缸上部气路的空气换向阀将空气接入,阀门关,即实现了失气关。
同理,如图5所示,当气源供气压力正常时,阀门工作过程与FC情况一致。即任何1电磁阀失电,就会发生联锁,阀门打开。当气源压力不足时(即失气状态),气压不足以克服锁止阀弹簧压力,该路气路无法作用在阀门的气缸上。此时,气罐中的空气会通过阀门气缸下部气路的空气换向器作用在阀门气缸上,使得阀门打开,实现了FO。

图5 FO气路连接示意
4结束语
由于不同的工艺包要求不尽相同,因而紧急放空的形式与实现手段也多种多样。有2路双速放空的方案,如本文所提;也有平行放空的方案,即2路放空速率一样,并且阀门故障状态均为FO,在生产中,2路放空中仅有1路在运行,另外1路作为备用。有通过切断阀结合限流孔板实现的放空,如本文所提;也有用调节阀来实现的放空。虽然形式多样,但其目的都是为了提高生产的安全等级。笔者仅以一套加氢裂化装置为例,介绍了其原理、控制逻辑、阀门选型以及阀门实现形式。石化现场工况复杂,对于紧急放空的判断,还需要经验丰富的操作员快速给予反应。除了联锁触发的自动泄压,人为判断手动泄压环节也非常重要,该环节的判断因人而异,因当时现场情况而异,需要具体问题具体分析。
参考文献:
[1]范咏峰,陈争荣.调节阀在石油化工装置紧急泄压中的应用的探讨[J].石油化工自动化,2011,47(02): 19-22.
[2]范咏峰.双电磁阀配置在石油化工装置中的应用[J].石油化工自动化,2011,47(03): 6-13.
[3]陆德民,张振基,黄步余.石油化工自动控制设计手册[M].3版.北京: 化学工业出版社,2000.
[4]张华莎.安全仪表系统逻辑设计浅谈[J].石油化工自动化,2003,39(04): 3-7.
[5]范咏峰,李平.石油化工装置中安全度等级的评定与实施[J].石油化工自动化,2005,41(02): 8-12.
[6]唐丹蓉.电磁阀在石油化工装置安全联锁保护过程中的设计与应用[J].石油化工自动化,2003,39(04): 12-15.
[7]陈立龙.高压平行式双闸板阀的设计[J].流体工程,1992(20): 26-30.
[8]刘军.切断阀采用电磁阀达到相对连续控制的探讨[J].石油化工自动化,2009,45(03): 62-63.
[9]黄步余,叶向东,范宗海,等.GB/T 50770—2013石油化工安全仪表系统设计规范[S].北京: 中国计划出版社,2013.
[10]崔振宁,李爽.高压加氢换热器密封技术分析比较[J].化工设备与管道,2012,49(05): 18-20.
中图分类号:TP214
文献标志码:B
文章编号:1007-7324(2015)03-0017-05
作者简介:李伟(1983—),男,2008年毕业于天津大学自动化专业,获硕士学位,现工作于中国石化工程建设有限公司仪表自控室,从事石油化工自动化工程设计工作,任工程师。
稿件收到日期: 2015-02-10,修改稿收到日期: 2015-04-10。