PTA装置精制反应器出料阀的选用
2015-02-26李骞
李骞
(中国昆仑工程公司,北京 100037)
PTA装置精制反应器出料阀的选用
李骞
(中国昆仑工程公司,北京 100037)
摘要:为了避免PTA生产装置的精制反应器物料出口控制阀在长期使用中出现故障,进而影响装置连续运行,在设计过程中需根据使用工况选择合适的阀门口径和结构形式,同时采用耐腐蚀的内部材料以满足使用需求。从工程应用的角度对此阀门进行阐述,并结合实际项目的运行、维护状况进行说明。探讨如何使阀门在高温、高压的闪蒸工况时保持良好稳定的工作状态。
关键词:PTA装置精制反应器出料阀门角阀
1概述
精制反应器是PTA生产装置精制单元的重要设备,其反应条件为高温、高压工况。通过加入氢气将TA浆料中的杂质(主要为4-CBA)还原为可溶于水的PT酸,再通过下游一系列结晶器进行降压闪蒸,从溶液中逐步结晶析出符合要求的PTA晶粒。由于该设备操作工况苛刻,其出料控制阀(PV-007)始终是设计和使用的难点,并且随着装置大型化的不断发展,该阀门所需承受的工况愈显严苛,在项目实际运行过程中暴露出一系列问题。笔者将从工程应用角度对此阀门的设计和选用进行分析、说明。
2工况说明及口径计算
阀门是工艺流程的一部分,其工作状况与所处位置和操作方法密切相关。合适的设计和选型必须充分了解和考虑相关流程的特点并结合实际操作方法。CTA粉料打浆后由精制进料泵(21-P02A/B/C)增压,经一组浆料加热器(21-E01/E02/E03)加热升温后送至精制反应器(22-R01);物料在精制反应器内进行加氢反应后经由控制阀(PV-007)进入精制第一结晶器(22-T01)进行闪蒸结晶,流程过程如图1所示。
控制阀PV-007是精制工段控制产能和调节产品品质的主要设备,因而在整个流程的开/停车和生产运行过程中均起到至关重要的作用。其存在操作和开车两个工况,笔者选取近期投产的某项目作为示例,具体工况参数见表1所列。
2.1操作工况
流体经过阀芯之后随即出现闪蒸,并且是一个比较特殊的固/液/汽三相工况,无法直接引用ISA S75.01Flowequationsforsizingcontrolvavles中的公式进行详细计算。由于固相析出对总体积的影响较小,因而在忽略固相的情况下,对表1中的操作工况进行计算得出此时所需CV=204。考虑阀门流量特性及块状物料的影响,此处较为合适的开度范围应控制在30%~45%,在圆整后选择了额定CVS=600的阀内件(此时开度应为34%)。但在装置实际运行中,虽然各项参数均与计算条件相符,但阀门的开度仅为28%,与计算结果存在较大偏差。因此,以目前的计算方法得出的数据不能直接用于阀门流通能力的选择。
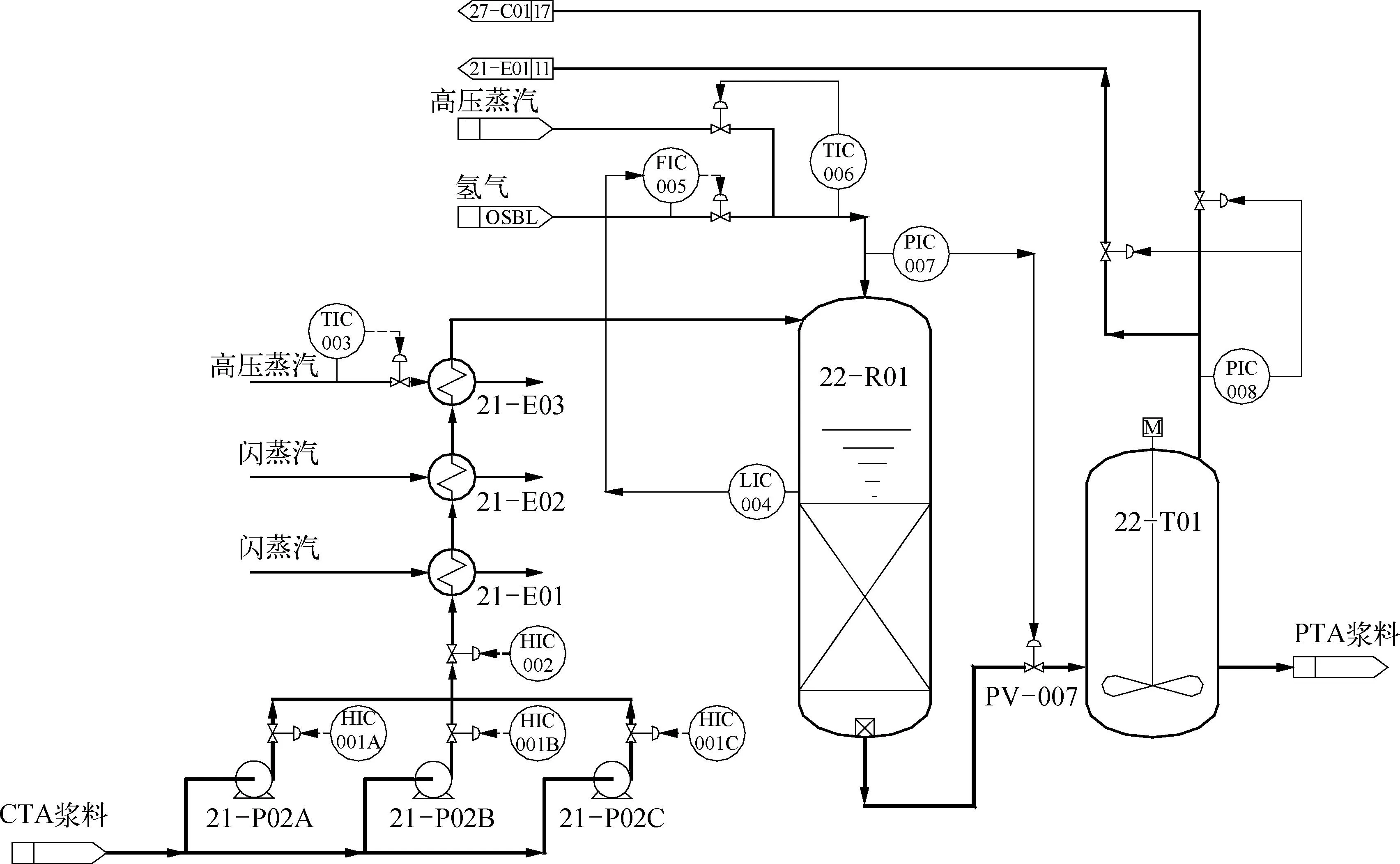
图1 PTA装置精制反应器流程示意

使用工况操作工况开车工况工艺介质TA浆料(固含量约30%,以水作为溶剂)水介质流量/(t·h-1)595250介质温度/℃28740逐步升至287入口压力p1/MPa8.08.0(可能达到10.0)阀门压降dp/MPa4.04.0~5.0(可能达到8.0)饱和蒸汽压pv/MPa6.69(A)根据介质温度确定临界压力pc/MPa22.1(A)22.1(A)
虽然通过理论计算无法得出准确数据,但对于阀门流通能力的选择还是有规律可循。根据以往项目数据的积累、验证,此阀门所需额定流通能力CVS与装置小时产能基本为正向线性关系。因此,CVS值可借此经验,通过以成熟项目中相同位置阀门的CVS为基点,再对照当前项目的小时产能进行线性化估算确定。考虑到装置生产需要,阀内件的选择需根据实际情况选用最恰当的尺寸,但阀体可适当留有余量,以便日后提升产能。
2.2开车工况
结晶器22-T01在开始时并没有建立压力,需要经过循环过程使其内部压力逐步提升,而22-R01的压力取决于泵的出口压力和整个流路压降。为了避免给PV-007造成过为严苛的工况,需使用HV-001A/B/C,HV-002,PV-007来共同分担所需压降。该操作过程中阀门所需承受的最大负荷,必须在设计时就进行充分的考虑,以保证开车过程中阀门的正常运行。需要特别注意此时由于流量不高,阀门开度将比正常运行时小很多,应严格避免其在小于10%的开度时工作,否则将会对阀内件密封面造成严重冲蚀,从而破坏阀门密封性能。
总结上述工况分析和计算,可以得出此处阀门存在以下特点:
1) 介质为饱和状态TA溶液,易结晶、沉积。
2) 温度、压力较高,溶液处于含氢饱和状态,因而存在氢腐蚀趋势。
3) 阀门压降大,在闪蒸状态下介质流速很高,冲刷性强。
4) 经节流后流体为三相状态,计算数据难于直接应用于流通能力选择。
5) 装置运行及开车过程中此阀门有可能承担超出正常操作范围的压降。
其中,第4)和5)项已在上文中给出分析和解决方案,其余事项将在下文中进行分析、处理。
3阀门结构
此处介质在减温、减压过程中会出现结晶,而该阀门长期在闪蒸工况下工作,因而在设计中选择采用贴壁角阀形式。即阀门与设备之间使用凸缘法兰(PAD)进行连接,阀座伸入凸缘法兰内;阀芯向设备内伸入时流道开启,关闭时阀芯与设备内壁齐平。此种结构使介质的闪蒸发生在设备内部,从而避免含颗粒高速流体对阀体的冲刷。
为了应对介质易结晶、冲刷性强的特点,阀体内流道应采用大曲率半径,且平滑顺畅、无死角。60度或45度阀体是较好的选择,可以最大限度地降低流阻系数和对流道内壁的冲刷。但有时由于设备及管道布置的限制而采用90度阀体时,曲率半径的选择和流道设计就更加重要。阀体结构如图2所示。

图2 阀门结构示意
向外开启的阀芯结构具有自清洁功能,保证了流道通畅,有效防止物料堆积。由于该阀门为罐侧安装且口径较大,因而阀芯处常规采用4个导向片进行支撑即可满足要求。但随着产量提升阀门口径也在不断增大,导向片支撑方式对于大尺寸阀芯的支撑不稳定且容易出现不对中的状况,这使得正常运行时阀芯易产生振动。经过长时间振动导向片会对阀座造成损坏,进而破坏密封面,影响阀门密封性能。因此,目前在大型化的PTA装置上此阀门采用了阀笼导向结构,该结构在阀芯外侧设置了一个阀笼,阀笼侧部开有4个方孔,以保证所需的流通面积。阀芯部分由阀笼及顶部导向轴共同提供支撑力,在阀芯移动的全行程范围内均可提供稳固的导向支撑。阀笼顶部盖板使用自锁螺母/螺栓进行固定,以便在阀芯维护、更换时可进行拆卸。
4阀门材质
4.1阀体材质
此阀门所处位置为高温、高压的含氢工况,使用常规不锈钢测试时,冲刷异常严重。在以往项目中该阀体采用了ASTM A494 CW-2M为铸件材料。该材料是以镍、钼为基体的高强度合金,具有较高的机械强度、良好的耐腐蚀性和抗冲刷性。同时由于碳含量极低,且有良好的抗晶间腐蚀性能,可以承受此位置氢腐蚀的侵害。因此,ASTM A494 CW-2M是此位置理想的材料选择。
但随着大尺寸阀体的需求,由于ASTM A494 CW-2M铸造流动性较低,其铸造难度很大,铸件成品率大幅降低。在保证阀门使用要求的前提下为了提高铸件成品率,经与制造商进行了多次方案分析、讨论,最终决定改为采用同样以镍、钼为基体的高强度合金ASTM A494 CW-12MW作为阀体铸造材料。该材料增加了碳和硅的含量,因而在同等铸造条件下具有相对好的流动性,但由于相对提高了碳含量,考虑选用依据时仅存在理论支持,尚缺乏实际使用中抗氢腐蚀的数据积累。在连续运行6个月后的例行维护检修中未发现严重磨损和氢腐蚀的痕迹,因而证明此材质适用于此工况。
阀体铸件的关键位置需进行X射线探伤,确保铸件没有裂痕、收缩孔等缺陷,并需供货商提供相应的第三方检验报告。
4.2阀内件材质
氢腐蚀会降低材料耐冲刷能力,而阀内件腐蚀裕度相对较小。因而为了应对介质强冲刷,根据多个项目的应用经验此处选择ASTM B348 Gr.5作为阀内件材料进行加工制造。
阀芯、阀杆及阀芯导向结构需采用棒材或锻件作为原料,整体机加工而成,不得进行焊接,以提高其耐用度并避免局部耐腐蚀性能的降低。为了进一步增加材料抗冲刷性能,阀芯、阀杆应进行渗氮硬化处理。钛材表面的渗氮技术目前比较成熟,处理后材料表面会形成含有锡的氮化层,其硬度将由HV198~240,提升至HV630~870。该渗氮层与基底材料之间没有不连续界面,结合强度高,从而提高材质硬度和耐磨性。
4.3填料形式
阀杆密封填料采用双层石墨密封环结构,两层填料中需设有填料套环。定期通过注油孔向其注入油脂保持其润滑度,降低阻力系数。同时在填料函下部设计一个蒸汽凝液注入口,接入高压凝液在阀门工作时对衬套进行持续冲洗,防止浆料颗粒进入填料函内部,此项措施还有吸收阀杆振动的作用。
5其他措施
此阀门是精制反应器至下游设备之间唯一的节流控制元件,下游设备安全阀数据确定后需对其在泄放条件下的流通量进行安全核算,以确保其在该条件下的最大流通量不超过下游设备安全阀的最大泄放能力。如果核算超过限制,则需根据计算结果对此阀门进行最大行程的机械限位。
在该阀门所处的设备内部,需在其出口处制作防护挡板,以避免高速闪蒸物料对设备搅拌器造成冲击,否则高速物料将直接冲击搅拌器桨叶和轴,使其偏向一侧,造成其顶部密封轴承偏磨。
6结束语
由于此阀门对精制工段的运行至关重要,因而其连续稳定的工作性能直接关系到装置的平稳运行以及产品指标。经过多个项目长时间运行、验证,该阀体的结构和材质选用在此工况下可以满足长期连续生产的要求。
参考文献:
[1]陆培文.调节阀实用技术.北京: 机械工业出版社,2006.
[2]小若正伦.金属的腐蚀破坏与防蚀技术.北京: 化学工业出版社,1998.
[3]朱飞.PTA装置加氢反应器出料控制阀国产化改造的探讨
.中国仪器仪表,2008(10): 48-51.
[4]李绍伟.PTA装置中贴壁角型控制阀的设计和应用.石油化工自动化,2012(05): 56-59.
[5]ASTM. ASTM A494/A494M-00 Standard Specification for Casting, Nickel and Nickel Alloy. West Conshohocken: American Society for Testing and Materials, 2000.
[6]ASTM. ASTM B348-06a Standard Specification for Titanium and Titanium Alloy Bars and Billets. West Conshohocken: American Society for Testing and Materials, 2006.
[7]DRISKELL L, ARANT J, BAUMANN H.ISA-S75.01-1985(R1995) Flow Equations for Sizing Control Vavles. The Instrument Society of Automation, 1995.
[8]CAIN F, WEIDMAN W, BARB G. ISA-RP75.23-1995 Considerations for Evaluating Control Valve Cavitation. The Instrument Society of Automation, 1995.
[9]陆德民,张振基,黄步余.石油化工自动控制设计手册. 3版.北京: 化学工业出版社,2000.
[10]王森,纪纲.仪表常用数据手册. 2版.北京: 化学工业出版社,2006.
Selection of Outlet Valve of Purification Reactor for PTA Installation
Li Qian
(China Kunlun Contracting & Engineering Corporation,Beijing,100037, China)
Abstract:To avoid the outlet control valve of purification reactor in PTA plant breaking down during long period operation to further affect continuous operation of installation, it is in need to select right valve diameter and structure with adopting anti-corrosive material as inner material to meet the application requirements during design process according to the application condition. This valve is expounded from the point of engineering application. It is illustrated combining the operation and maintenance in actual practice. How to keep a good stable operation condition under high temperature and pressure for flashing working condition is discussed.
Key words:PTA plant; purification reactor; outlet valve; angle valve
中图分类号:TH138
文献标志码:B
文章编号:1007-7324(2015)02-0016-03
作者简介:李骞(1981—),男,天津人,2003年毕业于北京化工大学自动化专业,获工学学士学位,现就职于中国昆仑工程公司电气仪表部,主要从事自控仪表的工程设计工作,任工程师。
稿件收到日期: 2014-09-29,修改稿收到日期: 2015-01-15。
