保护气体对管子-管板全位置TIG焊接接头质量的影响
2015-02-24和广庆李翠翠田洪志
和广庆,李翠翠,田洪志
(1.国核工程有限公司,上海 200233;2.中核集团中国中原对外工程有限公司,北京 100191)
保护气体对管子-管板全位置TIG焊接接头质量的影响
和广庆1,李翠翠2,田洪志1
(1.国核工程有限公司,上海 200233;2.中核集团中国中原对外工程有限公司,北京 100191)
摘要:结合核电AP1000蒸汽发生器产品结构,研究了管子-管板全位置TIG焊不同焊接保护气体对焊道成形、焊喉尺寸的影响,研究了100%Ar保护下在较高热输入下焊接时焊缝根部裂纹的形貌和形成机理。结果表明:相同焊接工艺参数下,100%Ar保护下的焊道最窄,100%He保护下的焊道最宽,95%Ar+5%H2保护下的焊缝最光亮;100%He,95%Ar+5%H2,75%He+25%Ar保护下焊接形成焊缝的焊喉尺寸均满足技术要求,AP1000蒸汽发生器管子-管板TIG焊采用95%Ar+5%H2保护气体时其焊接质量较好;通过提高热输入并降低焊接速度,100%Ar保护下的有效焊喉尺寸可满足技术要求,但焊缝根部出现裂纹的几率增加,裂纹为高温裂纹。
关键词:管子-管板焊接接头;全位置TIG焊;保护气体;裂纹
0引言
蒸汽发生器管子-管板焊缝是核电厂一回路和二回路的密封边界,设备制造厂和核电厂实践经验都证明,管子-管板焊缝是蒸汽发生器的薄弱环节和关键环节,其质量直接影响到设备的寿命和核电厂的安全稳定运行[1]。
随着国内核电产业的发展,国内供应商逐步掌握了百万千瓦级蒸汽发生器的制造工艺,但对管子-管板焊接工艺的研究不够深入,在设备制造过程中管子-管板焊缝质量存在较多的不稳定因素,导致了较多的质量问题,对设备质量和工程建设造成了影响。
目前管子-管极焊接主要采用全位置钨惰性气体(TIG)焊接,其焊接质量的影响因素很多,如钨极、焊枪的旋转方式、焊接电流、电弧电压、焊接速度、保护气体组成及气体流量等,但针对某一变量对核电蒸汽发生器管子-管板焊接接头质量的影响规律研究还不够深入[2],对此方面的研究报道不多见。为了探讨保护气体对TIG焊接质量的影响,作者研究了100%He,100%Ar,95%Ar+5%H2,75%He+25%Ar四种保护气体对焊道成形和焊喉尺寸的影响,同时针对100%Ar保护下在较高的热输入下焊接时出现的微裂纹问题,对裂纹形貌进行了分析研究,优选出较佳的保护气体,为实际生产提供参考。
1试样制备与试验方法
管板材料为AP1000蒸汽发生器所用的SA-508Gr.3Cl.2钢,厚度为100 mm,先采用带极埋弧焊堆焊方法在管板一侧堆焊Inconel 690镍基合金,堆焊层厚度7 mm,其化学成分见表1。换热管材料为SB-163 UNS N06690镍基合金,规格φ17.48 mm×1.01 mm,长度150 mm,其化学成分见表2。

表1 堆焊层化学成分(质量分数)

表2 换热管化学成分(质量分数)
考虑钨极为焊接机头一个重要组成部分,在焊接过程起到引弧及维持电弧挺直度的关键作用[3],而稀土铈具有一定的抗烧损能力,并能防止钨挥发而污染焊缝,因此,作者在试验中采用了φ2.4 mm的掺铈钨极,形状和尺寸见图1,其中铈质量分数为2%,锥体角度为20°~30°,顶部有0.3~0.5 mm平台。

图1 管子-管板TIG焊示意及钨极形状Fig.1 Schematic diagram of tube-tubesheet TIG weldingand shape of tungsten electrode
SA-508Gr.3Cl.2钢管板在一次侧堆焊后钻孔,孔中心距约24.89 mm,每块板上钻约50个孔,焊前采用橡胶胀接定位管子,胀接长度18~32 mm,内径不小于15.50 mm。

图2 TS25焊枪Fig.2 TS25 welding torch
采用法国POLYSOUDE公司生产的管子-管板专用TIG焊接设备进行焊接,使用PS-254-2电源和TS25焊枪(见图2)。该焊枪采用全封闭保护罩,焊接时,焊接接头完全在气体保护状态下,因为没有焊丝送进装置和弧压跟踪反馈装置,所以焊枪轻便灵活,但是起弧前需要较长的时间将气体保护罩中的空气排出,同时充满保护气体。
TIG焊的工艺性能受保护气体的成分、物理和化学性能的影响[4],导致在电弧稳定性、熔滴过渡、焊缝成形等方面的行为不同。考虑镍基合金的焊接特点,根据ASME SFA-5.32,分别选用100%Ar,95%Ar+5%H2,100%He,75%He+25%Ar(体积分数)四种气体作为焊接保护气体进行试验,焊接参数见表3。
采用焊接工艺1,分别在四种保护气体下各焊接至少7个接头。由于100%Ar保护下焊接的焊缝熔深较浅,有效焊喉尺寸不能满足要求,因此作者在试验中增大热输入,采用焊接工艺2在100%Ar保护下重新焊接管子-管板。
焊接接头首先进行无损渗透检验,检测合格后,按图3方向切割焊接接头,每个接头有四个检测面。采用10%草酸溶液(质量分数)对检测面进行腐蚀后,采用SZX16型体式显微镜进行宏观检测,并测

图3 宏观取样和焊喉测量示意Fig.3 Schematic map of sampling (a) and welding throat measurement (b)

工艺峰值电流/A峰值时间/ms基值电流/A基值时间/ms焊接速度/(mm·min-1)气体流量/(L·min-1)15610026100205142861003310019514
量接头有效焊喉尺寸(要求不小于管壁厚的2/3)。
采用Axiovert 200 MAT型光学显微镜(OM)和Hitachi S4800型场发射扫描电子显微镜(FESEM)对100%Ar保护下采用工艺2焊接后的焊接接头检测面上的宏观裂纹进行观察,同时采用附带的能谱仪(EDS)对裂纹进行化学成分测定。
2试验结果与讨论
2.1 焊缝外观质量
由图4可见,在相同焊接参数下,在100%Ar保护下焊接时焊缝的焊道最窄,100%He保护下的焊道最宽,在75%He+25%Ar和95%Ar+5%H2混合气体保护下的介于两者之间;95%Ar+5%H2保护下的焊缝最光亮,其余气体保护下的焊缝表面比较暗,这是因为还原性气体H2的加入克服了镍基金属容易氧化的缺点,避免了氧化物的出现,因此焊缝表面较为光亮。在95%Ar+5%H2保护下的焊道比100%Ar保护下的宽,是因为H2的加入提高了焊道的润湿程度,改善了熔池的流动性,使焊道截面加宽。
氦气作为保护气体时,要求较高的电弧电压,在同样的焊接电流下,其电弧热输入约为氩气保护下的1.3倍[5]。从图4可见,在100%He保护下进行焊接时,焊道最宽,但是焊缝成形相对不规则。
2.2 焊喉尺寸
由表4可见,在相同的焊接参数下焊接时,在100%He,95%Ar+5%H2,75%He+25%Ar三种气体保护下焊缝的焊喉尺寸均大于0.7 mm,满足焊喉的尺寸要求(不小于0.7 mm);在100%He保护下的焊喉尺寸最大,为0.96 mm,95%Ar+5%H2和

图4 不同气体保护下管子-管板焊接接头外观形貌Fig.4 Morphology of tube-tubesheet weld joint under various shield gases

焊喉尺寸工艺1工艺2100%He95%Ar+5%H2100%Ar75%He+25%Ar100%Ar测量值/mm0.99,0.97,0.94,0.940.92,0.88,0.85,0.890.66,0.65,0.70,0.680.89,0.91,0.87,0.900.88,0.93,0.90,0.93平均值/mm0.960.880.670.890.92
图7 焊缝裂纹处SEM形貌及元素面扫描结果Fig.7 SEM morphology (a) and Ni(b), Si(c), O(d) element surface scan results of weld crack
大明显,可能在晶界析出低熔点共晶物,晶界在液态存在的时间越长,液化裂纹倾向就越大[7]。
3结论
(1) 在相同的焊接参数下,100%He,95%Ar+5%H2,75%He+25%Ar保护下焊接形成焊缝的焊喉尺寸均大于0.7 mm,满足焊喉尺寸要求;在100%He保护下的焊喉尺寸最大,为0.96 mm,95%Ar+5%H2和75%He+25%Ar保护下的次之。
(2) 在95%Ar+5%H2混合气体保护下焊接时,焊缝成形良好,满足焊喉尺寸要求,且焊缝较为光亮,适宜作为AP1000蒸汽发生器全位置TIG焊保护气体。
(3) 在相对较低的焊接电流和高的焊接速度下,采用100%Ar保护焊接后的焊道最窄,焊喉尺寸不能满足技术要求;提高热输入、降低焊接速度后,100%Ar保护下的焊喉尺寸满足技术要求,但换热管与管口根部出现裂纹几率增加,裂纹为高温裂纹;若采用此保护气体,制定焊接工艺应控制热输入,降低焊接电流,减少高温停留时间,增加焊接速度和送丝速度。
参考文献:
[1]广东核电培训中心. 900MW压水堆核电站系统与设备(上下册)[M]. 北京:原子能出版社, 2005.
[2]顾永康, 张良成, 张仁刚, 等. 60万kW核电蒸汽发生器的管子与管板焊接[J]. 焊接, 2001(2):33-35.
[3]张其先, 吴绍炳, 刘鸣宇, 等. 核电蒸汽发生器用国产化传热管焊接性能试验研究[J]. 热加工工艺, 2012, 41(23):159-162.
[4]CARY.现代焊接技术[M]. 陈茂爱, 王新洪, 陈俊华, 译. 第六版. 北京:化学工业出版社, 2010:1-1.
[5]郭彦辉, 张伟栋, 曹冬巍, 等. 窄间隙TIG全位置自动焊保护气体选择[J]. 电焊机, 2012, 42(4):79-81.
[6]薄春雨, 杨玉亭, 丑树国, 等. 690镍基合金焊接结晶裂纹形成机理分析[J]. 焊接学报, 2007, 28(10):69-72.
[7]史耀武. 中国材料工程大典:第22卷[M]. 北京:化学工业出版社, 2006.
75%He+25%Ar保护下的次之;在100%Ar保护下,采用焊接工艺1的焊喉尺寸为0.67 mm,不满足技术要求,而采用焊接工艺2的焊喉尺寸达到0.92 mm,因此,在100%Ar保护下,需要提高焊接电流,降低焊接速度,才可以获得满足焊喉尺寸要求的焊接接头。
虽然氦气保护下的焊喉尺寸最大,但是由于氦气起弧非常困难,用量较大,价格昂贵,同时氦气的相对原子质量和密度小,受周围空气流动影响较大,容易出现气孔,因此工业生产一般不会选择100%He作为保护气体。综上,在管子-管板全位置TIG焊接中选择95%Ar+5%H2保护较适宜。
2.3 工艺2的接头质量
在100%Ar保护下采用工艺1进行焊接时,焊喉尺寸不能满足要求;采用工艺2的焊喉尺寸虽达到了0.92 mm,但热裂纹敏感性增大。
工艺1和工艺2相比,由于焊接热输入增加,焊缝根部出现裂纹的几率明显增大。采用工艺1焊接的试样,90个试样中仅有1个检测面在焊缝根部出现微小裂纹;而采用工艺2焊接时,70个试样中有6个检测面发现裂纹。图5为100%Ar保护下,采用工艺2焊接时焊缝中裂纹的宏观形貌。

图5 焊缝中裂纹的宏观形貌Fig.5 Macro-morphology of weld cracks

图6 焊缝裂纹处的显微形貌Fig.6 Micro-morphology of weld crack
图6为图5中裂纹尖端及其放大的裂纹形貌,A为管板一次侧堆焊区域,B为换热管区域,C为焊缝区域。由图6可知,裂纹在换热管与管口根部产生,向堆焊层内部扩展。
由图7可以看出,在100%Ar保护下,采用工艺2焊接的接头,其焊缝裂纹处不含硅元素,而氧元素明显较多,说明裂纹中不存在含硅的夹杂物。同时,氧元素沿着整个裂纹分布,即整个裂纹均被氧化了,而不是局部存在氧化物夹杂,证明是高温裂纹,即在高温时,换热管与管口根部在拉应力的作用下成为裂纹源,然后裂纹向堆焊层内部扩展。
由表5可以看出,裂纹处没有夹杂物存在,但其中氧元素含量较高,说明裂纹是在换热管与管口根部拉应力的作用下,在高温时就已经形成了,其扩展与夹杂物无关。
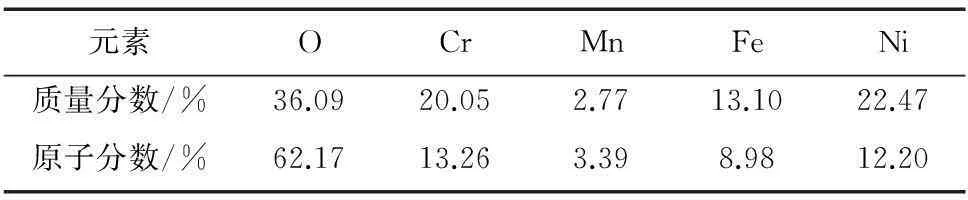
表5 焊缝中A点裂纹EDS分析结果
Inconel 690镍基合金堆焊层具有较高的裂纹敏感性,裂纹的形成与多种因素有关。首先与冶金因素关系紧密,镍可以与许多元素形成低熔点共晶相,焊缝金属结晶速率越快,富镍-铌低熔点的共晶相在结晶过程越容易偏析于晶界或亚晶界,在金属结晶产生拉应力作用下产生裂纹[6]。但在冶金因素一定的情况下,焊接工艺参数不当也容易产生结晶裂纹。焊接接头的冷却速率越大,所产生的应变速率也越大,因而结晶裂纹倾向增大,同时焊接热输入越大,晶粒长

图7 焊缝裂纹处SEM 形貌及元素面扫描结果Fig敭7 SEM morphology a andNi b Si c O d elementsurfacescanresultsofweldcrack
Effect of Shield Gas on the Quality of Tube to Tubesheet Joint Welded
by All-Position TIG Welding
HE Guang-qing1, LI Cui-cui2, TIAN Hong-zhi1
(1.State Nuclear Power Engineer Co., Ltd., Shanghai 200233, China;
2.CNNC China Zhongyuan Engineer Corp., Beijing 100191, China)
Abstract:Based on the structure of AP1000 steam generator, the effects of various shield gases on the welding shape and throat dimension of tube to tubesheet joint welded by all-position TIG welding were studied. The morphology and forming mechanism of the cracks appeared during welding under 100%Ar gas and higher heat input were also studied. The results show that under the same welding parameters, the weld pass was the narrowest at the atmosphere of 100%Ar and the widest under 100%He gas. The weld surface was the brightest under 95%Ar+5%H2gas. The dimension of welding throat can meet with the technical requirements when welded under the atmosphere of 100%He,95%Ar+5%H2and 75%He+25%Ar. The optimum quality of tube to tubesheet joint was obtained when using TIG welding at the atmosphere of 95%Ar+5%H2. When improving heat input and lowering weld speed, the dimension of welding throat with 100%Ar could meet the technical requirements, but the probability of thermal cracks also increased. Those cracks were high temperature cracks.
Key words:tube to tubesheet welded joint; all-position TIG welding; shield gas; cracking
中图分类号:TG44
文献标志码:A
文章编号:1000-3738(2015)10-0070-04
作者简介:和广庆(1981-),男,山东曹县人,工程师,硕士。
收稿日期:2015-02-22;
修订日期:2015-08-14
DOI:10.11973/jxgccl201510016
