涤纶短纤维外环吹风工艺探讨
2015-02-22张运启
张运启
(中国石化 洛阳分公司 , 河南 洛阳 471012)
涤纶短纤维外环吹风工艺探讨
张运启
(中国石化 洛阳分公司 , 河南 洛阳471012)
摘要:介绍了5万t/a外环吹风工艺涤纶短纤维装置上生产1.33 dtex×38 mm半消光产品的工艺情况,通过合理地选择环吹风工艺中工艺风的风量(风速)、温度、湿度,环吹设备等,分析各因素对原丝质量的影响。
关键词:涤纶 ; 短纤维 ; 环吹风 ; 冷却
熔体纺丝成形过程是丝条冷却固化的传热过程。熔体从喷丝板挤出成条后,在冷却风系统中经过骤冷风充分冷却固化。为了控制聚酯熔体细流的冷却速度及其均匀性,生产中普遍采用冷却吹风。冷却吹风的方式通常有侧吹风、环吹风,或侧吹风和环吹风组合几种。环吹风主要有外环吹风和内环吹风。我厂采用的是外环吹风的冷却方式。
环吹条件(风压、风温、风湿等)是固化过程的决定性因素,影响着纤维的结构和纺丝线上的各种分布,成为一系列不均匀产生的根源,尤其是对拉伸性能的影响。本文着重讨论环吹风工艺中冷却风的温度、风速(风量)、湿度、环吹设备等因素对纺丝的影响。
1生产工艺
1.1 原料
聚酯熔体特性黏度0.650 dL/g±0.01 dL/g,端羧基含量<36 mol/t,二甘醇质量百分含量1.2%±0.3%,熔点>251 ℃,凝聚粒子(>10 μm)每毫克小于6个。
1.2 主要设备
装置采用美国杜邦公司专利技术,纺丝主要设备由美国康泰斯公司成套提供,最大纺丝速度2 000 m/min;后纺设备由德国Fleissner公司提供,加工丝束总纤度可达到600万dtex,操作速度为250~270 m/min。
1.3 测试仪器
QDF-6型环吹风速仪,XQ-1B等速伸长型拉伸试验仪,XQ-1纤维牵伸度分析仪。
1.4 工艺流程
前纺工艺流程:聚酯熔体→增压泵 →计量泵 →纺丝组件→环 吹→上 油→卷 绕→牵引机→铺丝器→盛丝桶
后纺工艺流程:预导丝机 →水浴槽 →导丝机 →牵伸机 →牵伸蒸汽箱→紧张热定型 →丝束冷却机 →上 油→叠丝机 →卷曲蒸汽箱 →卷曲机 →松弛热定型→切断机→打包
1.5 工艺参数
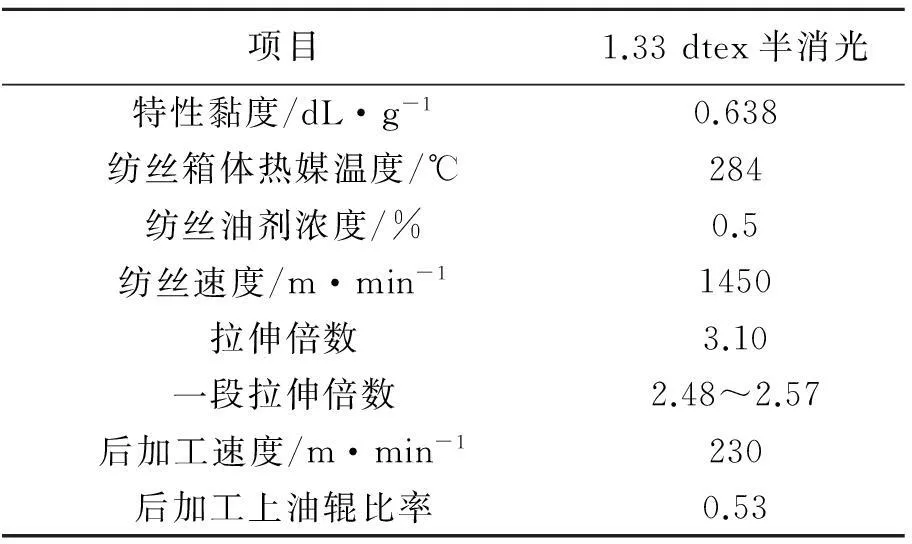
表1 主要工艺参数表
2环吹风工艺条件对生产状况的影响
2.1 风温
冷却风进入纺丝箱内初始温度(22±2) ℃,经过与丝条热交换后出口风温度(50±5) ℃。在丝条冷却过程中,熔体取向态结晶温度为125 ℃,熔体固化温度为80 ℃。在生产中,对于半密闭式外环吹装置,在环吹筒出口处空气最高温度约为50 ℃,初生纤维能够得到充分冷却。温度过低丝束过早冷却,原丝没有得到一定的取向拉伸,形成僵丝,造成后加工困难;若风温过高,说明丝束未能充分冷却,丝束在风筒中的扰乱程度增加,容易产生并丝。如表2所示,在骤冷风温度在22.5 ℃时,生产状况最好,无并丝断头。
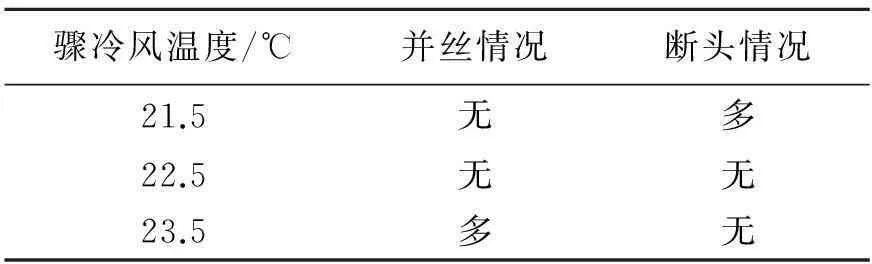
表2 骤冷风温度对生产状况的影响
2.2 风湿
骤冷风的湿度对丝束的冷却成型有一定的影响。合适的湿度可以减小丝束在纺丝甬道中摩擦产生的静电和丝束的抖动。一定的湿度可以提高空气介质的比热容和给热系数,同时有利于丝室温度恒定和丝束的及时冷却。生产1.33 dtex半消光产品,骤冷风相对湿度在84%时,丝束的抖动和静电最小。
2.3 风速和风量的影响
平稳的冷却条件能在纺丝线上形成理想而均匀的温度分布,从而更有利于后续牵伸和原丝质量的稳定。杜邦工艺技术,前纺采用半密闭式环吹筒对熔体细流进行冷却成形,因纺丝位数多,相应对各纺丝位的冷却均匀性要求极高,为保证原丝质量稳定,要求严格控制各个纺丝位环吹冷却效果的偏差。
从喷丝孔喷出的丝在卷绕牵引机的拉伸下和环吹风的作用下完成了初生纤维冷却固化成型的过程,温度和纺丝速度一定时,风速的大小直接影响固化点的位置。如图1所示,风速过大,扰动程度增加,冷却点向喷丝板方向移动,丝束在大分子取向不充分时就固化了,易将丝束拉断;风速过小,丝束的固化点向下移,丝束的抖动剧烈,丝与丝之间在未充分冷却时,易粘连形成并丝,分子取向也随之增大,自然牵伸比变小,后牵伸也困难。

图1风速对纺丝的影响
适当提高骤冷风压力,环吹风风量和风速同时增加,环吹风均匀性得到改善,同时可以克服该工艺所用催化剂无水环境野风干扰,原丝强伸性能和强伸度CV值均有改善,如表3所示,通过实验可以看出,骤冷风压力在830 Pa时,断裂强度CV值和断裂伸长CV值最小。

表3 骤冷风压对原丝质量均匀性的影响
3环吹风主要设备对生产状况的影响
3.1 橡胶密封垫圈
橡胶密封垫圈放置在环吹筒顶部与纺丝箱体结合处,防止环吹筒与箱体之间漏风。由于橡胶密封垫圈长期受热后会老化变形,垫圈直径会变大,导致密封不严,造成环吹风不均匀,易产生并丝,应定期及时更换。
3.2 环吹海绵和钢网
环吹海绵的作用是对骤冷风进行精确过滤,防止骤冷风中的灰尘颗粒吹进冷却系统。钢网主要是均化工艺风和支撑环吹海绵的作用,骤冷风通过环吹海绵和钢网,使环吹风分布更均匀。海绵和钢网的材质要好,尺寸要合适,避免设备安装产生缝隙,影响环吹风分布的均匀性,防止质量波动和疵点产生。
3.3 延迟环
延迟环作用是保证固定的冷却吹风高度,同时保持环吹上缘成稳定的圆形。延迟环变形、翘角会引起海棉翘边或漏风,影响冷却效果。
3.4 喇叭口
喇叭口是纺丝位和环吹筒的结合部位,送入每个纺丝位的冷却风通过喇叭口进入环吹筒。喇叭口橡胶皮垫在长时间高温状态下老化涨大,失去弹性,上位时受力容易脱落,造成环吹风量严重不足,风压测定时严重偏小。这导致该纺位的丝束得不到有效冷却,取向度很低,在后加工时该位的丝牵伸不足,影响成品丝质量。
3.5 上位拉杆
上位拉杆的主要作用是保证环吹筒与纺丝箱体结合紧密。如环吹筒上位时拉杆顶不紧,则会引起漏风,影响环吹风的均匀性,从而影响产品质量。
4结论
选择合理的环吹风温度,可以有效地控制并丝的产生和断头频率。适当提高环吹风压力、提高环吹风风速,改善环吹风的均匀性,使熔体冷却速率提高、熔态区缩短、固化点上移,初生纤维的自然牵伸比降低,有利于后牵伸。环吹工艺主要设备(橡胶密封垫圈、延迟环、环吹海绵和钢网、喇叭口、上位拉杆)直接影响环吹风的均匀性,应做好设备备件的选择和定期作业。
作者简介:张运启(1987-),男,助理工程师,从事聚酯纤维生产技术管理工作,电话:(0379)66997823。
收稿日期:2015-01-21
中图分类号:TS102.522
文献标识码:B
文章编号:1003-3467(2015)05-0043-02