汽提塔冷凝器爆管的原因分析及防范
2015-02-22王琼兴
王琼兴
(河南能源中原大化集团有限责任公司,河南 濮阳 457004)
汽提塔冷凝器爆管的原因分析及防范
王琼兴
(河南能源中原大化集团有限责任公司,河南 濮阳457004)

摘要:对高压法三聚氰胺装置设计的废水处理系统的工艺和冷凝器设备的介绍,冷凝器出现泄漏和爆管的原因进行分析,采取相应防范处理措施,规范检修程序和操作行为。
关键词:冷凝器;泄漏;爆管;焊接
中原大化集团有限责任公司高压法三聚氰胺装置,采用美国信号公司技术,由意大利欧技公司进行工程基础设计。在该工艺的生产过程中,为了减少气相放空中的氨损失,因此把装置所有要放空的气相全部引到氨洗涤塔里进行加水吸收,气相里携带的氨和二氧化碳被水吸收后,作为机封水和仪表冲洗水回到装置进行循环。除大部分工艺水可以循环利用外,装置最终必须排放一部分废水以维持系统的水平衡。该部分废水含有氨0.03%、OAT0.02%、三胺1.11%、尿素0.05%。如果直接排入地沟,将由于氨氮和COD严重超标而造成环境污染。同时废水中组分被排掉增加原料和产品损失。为了解决三胺的环保排放问题,利用三胺、OAT、尿素等在高温高压下能够分解的特点,将废水进一步处理,使处理后的废水总氮小于25×10-6、COD小于150×10-6,完全达到国家的排放标准。处理后的精制水还可以代替氨洗涤塔所用的脱盐水,真正实现装置的零排放。
1工艺、设备介绍
1.1 工艺介绍
高压水解装置分两步进行:首先将从三胺装置引来的废水经预热和高压蒸汽加热至293 ℃进入水解器,水解器里控制压力8.4 MPa,在高温高压下,三胺、OAT、尿素被分解成氨和二氧化碳,其反应式如下:
三聚氰胺水解分子式:C3N6H6+6H2O=6NH3+3CO2
三聚氰酸二酰胺水解分子式:C3N6H5O+5H2O=5NH3+3CO2
三聚氰酸一酰胺水解分子式:C3N4H4O2+4H2O=4NH3+3CO2
尿素水解分子式:CO(NH2)2+H2O=2NH3+3CO2
水解器气相产生含有氨、二氧化碳和水的物料被送往三胺急冷塔,与急冷塔产生的尾气一起送到尿素装置重新生产尿素循环回收利用。
第二步是将水解器分解产生的废液送往废水汽提塔,通过底部再沸器加热产生一部分蒸汽作为汽提气,将废液中的氨、二氧化碳汽提出来,被循环水冷凝器冷却后,收集在槽里被泵送回系统氨碳吸收塔重新回收利用,另一部分可以作为塔的回流控制气相温度。底部处理好的合格精制水被换热利用后重新替代氨洗涤塔所用的脱盐水补充到系统或送供水系统处理回收。
该装置设计能力为25 t/h,水解器出来的尾气为1.014 t/h,其组成氨6.5%、二氧化碳38.2%。废水汽提塔出来的尾气为1.6 t/h,组成为氨18.7%、二氧化碳5.8%,处理后的合格水流量约22.4 t/h。处理的废水分别来自于三套三胺装置,一、二套的废水来自氨回收系统的闪蒸槽,流量分别是7.5 t/h,组成为氨0.09%、水98.24%、OAT0.52%、尿素0.05%、三胺1.1%;来自三套三胺装置的废水量为10 t/h,组成为氨0.05%、二氧化碳0.17%、水96.34%、OAT2.20%、尿素0.06%、三胺1.18%。饱和高压蒸汽来自合成装置的高压蒸汽管网和动力厂的高压蒸汽管网压力为11.0 MPa,正常设计消耗量4 500 kg/h。汽提塔使用的中压蒸汽来自二套三胺装置的蒸汽管网,压力1.6 MPa,温度205 ℃,正常消耗量4 700 kg/h,冷却水消耗量正常为550 t/h。如图1。
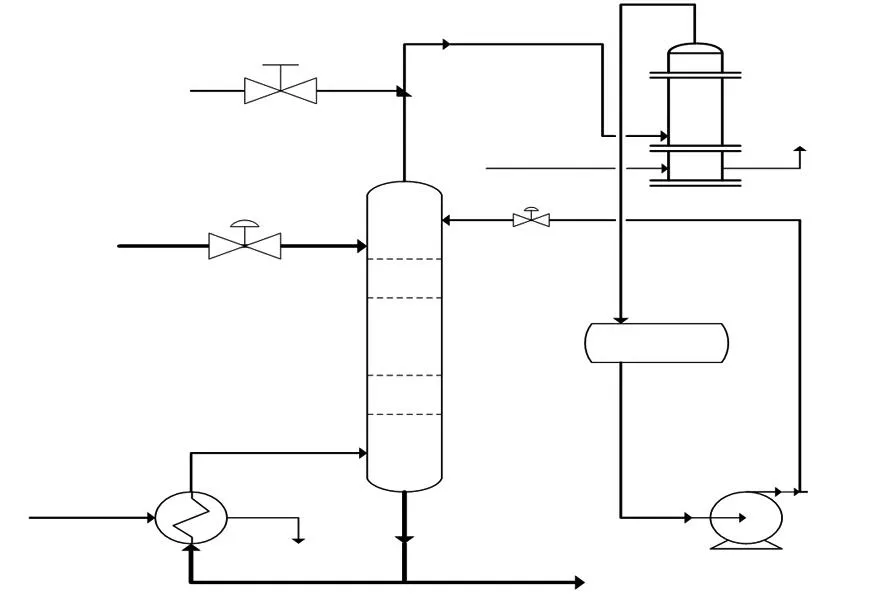
图1
1.2 设备介绍
冷凝器换热管采用U型管束,材料是00Cr17Ni14M02不锈钢(奥氏体不锈钢的一种),设计壳程1、管程2,换热面积为121.6 m2,它是废水装置的重要设备,汽提塔气相出来的尾气在0.65 MPa和157 ℃下进入冷凝器壳侧底部,然后由循环冷却水降温冷凝至50 ℃液体,从冷凝器顶部进入稀碳铵液受槽,一部分液体通过泵外送,另一部分作为塔的回流控制汽提塔的顶部温度157 ℃,确保塔顶部温度及尾气含水量不超标。汽提塔底部液体被再沸器间接加热确保出来的水中的氨氮、COD合格,该精制水重新回到系统循环利用;由于气相出来的尾气中含有二氧化碳对设备存在腐蚀的可能,设计加入一定量的钝化空气防止腐蚀,而且还可以稳定系统压力。图2是冷凝器现场图,和图3是剖视图。

图2 冷凝器现场图
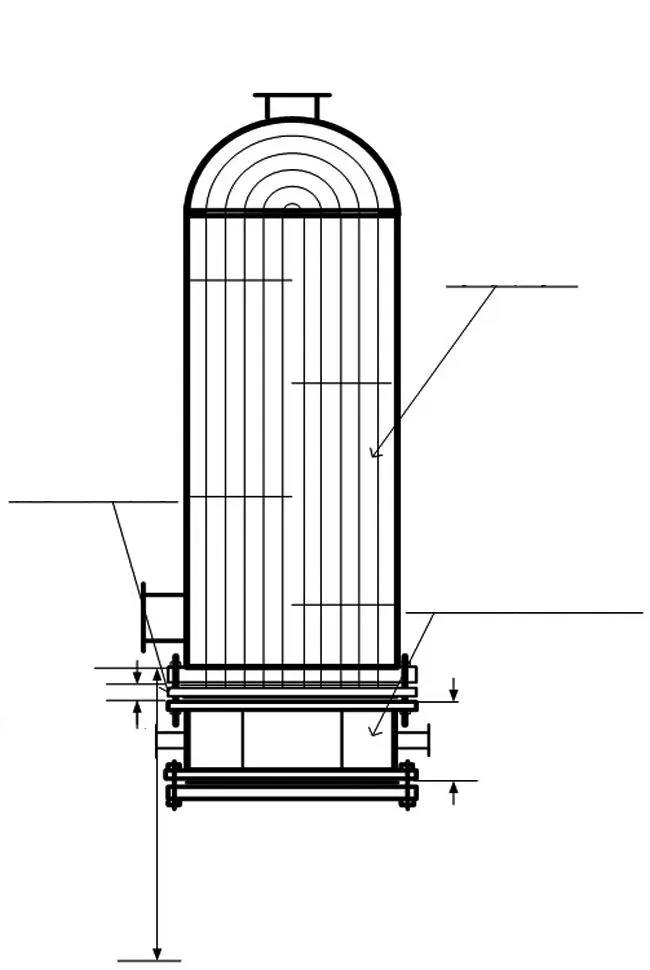
图3 冷凝器剖视图
2原因分析
2011年至2013年期间共计发现泄漏3次,第一次是2011年发现泄漏堵管3根,2012年第二次泄漏堵管9根,2013年10月第三次泄漏堵管11根,共计堵管23根,年底大检修对冷凝器管束检查腐蚀和磨损时发现部分换热管出现爆管现象。每次冷凝器泄漏都是通过分析循环水总管和冷凝器循环水进出口NH3-N、COD进行对比,确认准确后才停车检修处理,最后一次分析数据,总管进口NH3-N:15.8 mg/l、COD:155.6 mg/l;冷凝器出口NH3-N:35 mg/l、COD:128 mg/l;说明冷凝器循环水回水氨氮超标严重,确认冷凝器泄漏严重,图4是堵漏全景图。
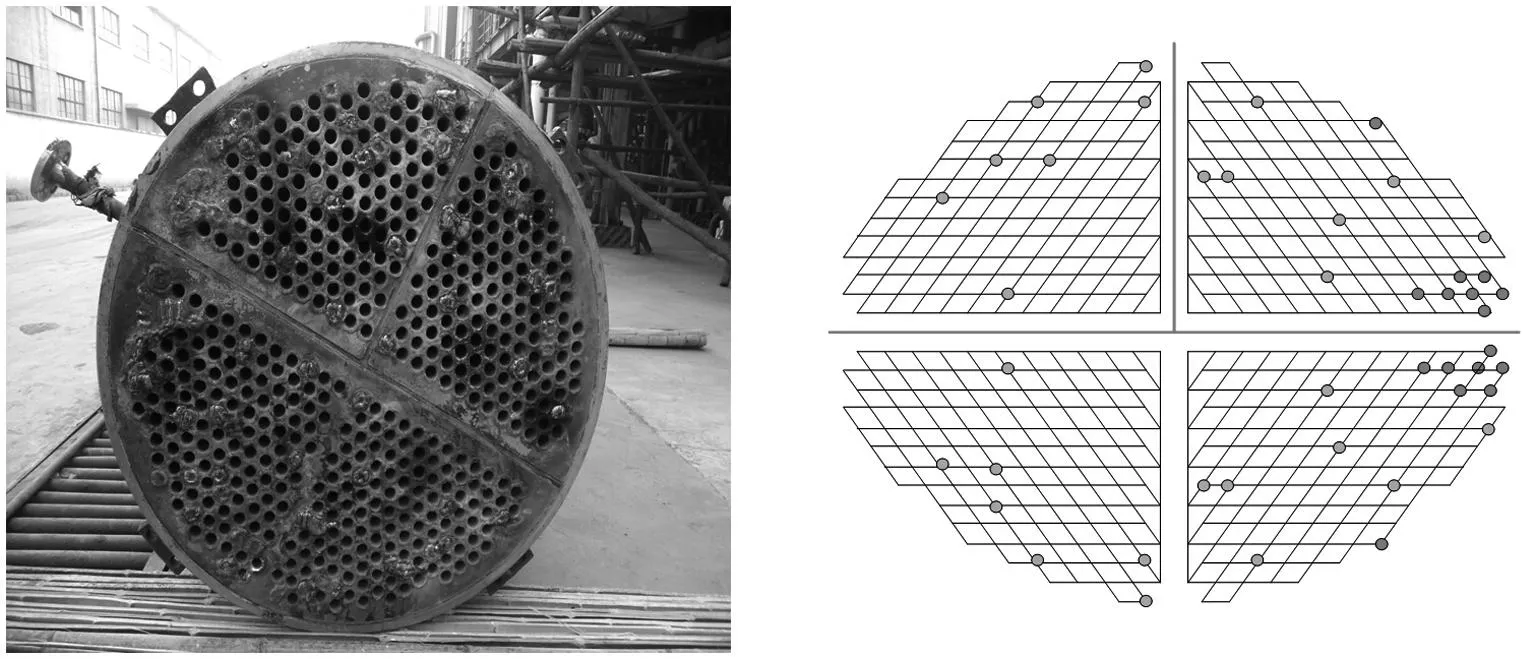
图4 堵漏全景图
2.1 现状分析
前两次泄漏堵管共计12根,当时为了开车进度和减少环保排放,检修时没有打开下管箱,给交出查漏、消漏造成许多困难,特别在焊接时需要站在梯子上仰焊才能完成焊接工作,焊接后经常出现焊瘤现象,甚至没有进行热处理和焊错地方的现象,图2、3可见设备现场安装篦子板至管束管板的高度为2.5 m,对工艺、检修人员查漏、消漏非常不利。
第三次检修工艺交出后,钳工采用拆下其下管箱,排空壳体,直接从排放导淋后接蒸汽,蒸干列管,无水漏出后,再加水蹩压;前后共发现11根管子有不同程度的泄漏,由于交出、查漏、消漏方法得当,提前完成任务,取得较好效果。
2013年11月再次发现泄漏严重,由于离冬季检修剩下一个多月,到年底检修打开发现部分换热管出现裂缝和爆管现象,说明泄漏严重,如图5可见。
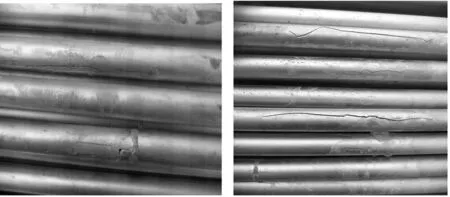
图5 部分换热管出现裂缝和爆管现象
2.2 泄漏的原因分析
由图5可以看见管束泄漏堵的管子较多,冷凝器设计时157 ℃的尾气进入壳侧与走管侧32 ℃的循环水换热形成的温差较大,管束运行时间长会产生冲刷腐蚀或减薄严重现象;循环水质量差温差大容易造成管束内壁结垢严重,随着时间的延长,形成由管外向管内的温度梯度[7],使直管段产生了一定的热应力,不仅影响换热冷凝效果,而且在该应力和结垢层增厚的存在下使管子内流通水量减少或不断结垢堵塞,可以加快管子的损坏;查证《焊工》资料得知,管束材料采用奥氏体不锈钢其线膨胀系数比碳钢约大50%,而且在焊接时容易造成降低焊接接头抗晶间腐蚀和应力腐蚀及热裂纹等问题[5],应力腐蚀最大特点之一是腐蚀介质和材料的组合上有选择性,主要是盐酸和氯化物含有氯离子的介质,还有硫酸、硝酸、氢氧化物(碱)等介质,这些介质来自循环水中(水处理不彻底)。应力主要是焊接残余的应力,因此,防止应力腐蚀主要是消除焊接残余应力的焊后热处理以及焊接工艺上采取措施减小残余应力,还要严格控制循环水质量,比如:采用短焊道焊、小线能量、适当的焊后锤击等,以上这些在焊接堵漏时没有引起注意和有效处理,所以会造成管子焊接处出现腐蚀裂纹和开裂等现象。停车检修没有按照工艺、设备维修程序进行交出、检查、堵漏,检修补焊位置高需要仰焊,容易出现焊瘤等焊接缺陷的不利因素,而且堵管时出现堵错管子的现象,如图5所示管子出现爆管、裂缝现象,说明堵错的管子内存在水等介质被加热出现超压现象严重所致。
由于设备运行时间长达11 a,期间开停车次数多,系统出现超温、超压现象,易造成列管内外压差增大,个别列管减薄存在质量问题,导致泄漏。造成超温超压的原因有高压废水系统负荷偏大(超过设计能力)、废水水解器气相结晶堵,含有超量的氨和二氧化碳物料通过液相进入汽提塔,使塔的各项参数发生变化,特别是气相组分的变化二氧化碳超标对设备的腐蚀;操作中经常出现钝化空气管线堵,造成设备缺少钝化空气的情况下,设备压力不稳定和钝化膜损坏,出现管子冲刷腐蚀减薄的现象。稀碳铵液受槽气相管线堵,槽的液位和压力指示不准确,造成设备超压现象时有发生。期间外送碳铵液量增多泵外送不及,造成槽液位上升超压现象,主要是泵出口管线易结晶堵塞(伴热不好)、泵出现故障(检修质量或不备机)、及泵设计能力小、设计外送量无指示(无法判断送出的量)。操作上各装置吸收碳铵液量协调不好,碳铵液外送不平衡液位高超压等操作原因;以上综合因素加起来,加快了设备的损坏的可能。
2.3 换热管爆管的原因分析
回顾检讨,通过开专题讨论会分析得出结论,出现爆管主要原因是前两次泄漏停车检修堵漏时,由于设备管束设计焊接地方不合理,给查漏、堵漏带来困难,检修人员堵漏不方便,另外没有按照严格的维修程序进行检修,堵管时误把没有漏的管堵死,开车升温升压时,造成管子内部物料超压爆管,如图5可见。
说明停车检修维修方案要考虑全面,工艺交出方案要规范管理,不能靠没有依据的检修,检修人员检修质量要提高责任心,不能马虎,要用心做事,设备和工艺要配合好,提高检修质量的同时,要做好防范措施。
3防范处理
3.1 管束爆管后严格按照制造图设计加工整体更换
利用检修机会对原管束进行测绘,按要求制造新的管束进行更换,换热管与管板连接方式采用强度焊和贴胀,换热管凸出管板10 mm(见图6新管束所示),焊口处打磨后用不锈钢焊条(A022 GB/T 983-1995 E316L-16)电弧焊,改变过去的平面焊接,解决设计焊接不合理现象,避免将来查漏、检修消漏焊接,不会出现堵错管子的现象。
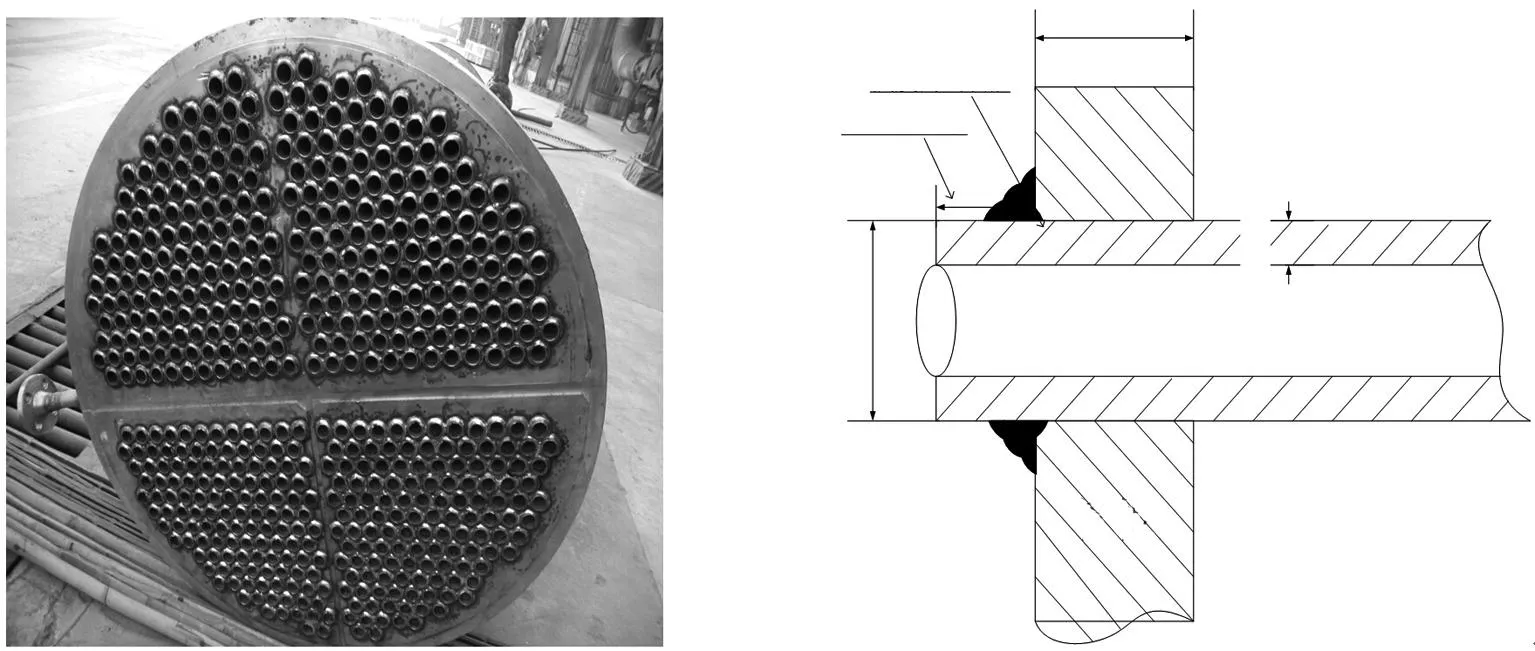
图6 新管束图
3.2 严格按照维修步骤检修
当换热器运行周期长,实际结垢系数高或出现泄漏等原因停车检修时,按照以下步骤检修:①停车后,工艺按要求排净并用氮气置换合格,拆下进出口管和排放塞,同时排空两侧介质。②小心拆卸换热器,防止碰坏螺栓和垫片罩。③精心清洗所有内件,尤其要避免擦伤和磨损换热器和垫片罩。④如果要求使用化学清洗时,要用一些适当的溶剂和缓腐蚀剂,并对使用的化学品的结果精心检查,看是否产生腐蚀现象。⑤检查所有部件是否腐蚀和磨损,如果发现有严重磨损或焊缝裂纹、断裂等情况,应按下述修复:a)焊缝裂纹和磨损槽,要打磨和刨削直到露出部件的原状金属,刨成“U”型坡口,再用电弧焊接缺少部分。b)如果垫片罩的腐蚀和磨损槽致使密封的效果不佳,就需要重新加工所有的法兰板,以便恢复其正常的高度。如果腐蚀或磨损槽较深,打磨后用新的弧焊材料修复并打磨平整,再加垫片罩。c)如果管子某根出现裂纹或腐蚀度较深及出现断裂,必须用两个锥形丝堵堵住两端与管束隔离。
如图7方法是:做一些锥度为1∶200的锥形塞,其小头直径等于管道内径,必须能够突出高度为12 mm的凸台,其厚度等于管壁厚。塞子的长度必须等于管道的外径乘以2再加15 mm。外表面精度加工R=0.4(半径)等于16微英寸。然后在管子两侧打磨,也要把以前的焊缝打磨掉;用一个锥形扩孔器,锥度为1∶200直径等于管子的内径,给管子扩孔到塞子插入点,塞子高出管板12-15 mm。认真清洗塞子和扩后的孔,不留任何杂物。把塞子插入孔中,用一个锤子和合适的销把塞子推进去,直到它高出管板大约4 mm为止。用适当的材料的焊条¢2.5或3.5的焊条,将塞子电弧焊接到管板上,弧度短些以防封焊中产生气穴,边焊接边清理焊渣等杂物。也可以加一些与管子质量相同的材料,用TICI工艺焊接。焊接完成后对焊缝进行着色渗透液检查,在给定压力条件下对壳侧进行液压试验是否漏。
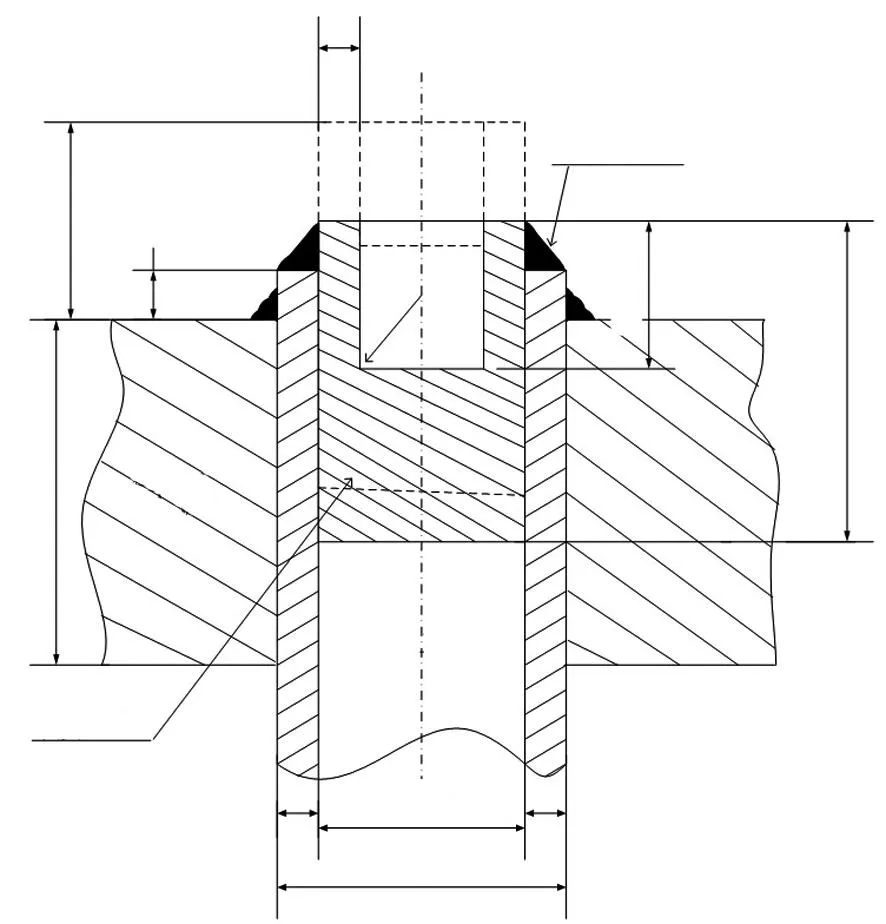
图7 检修方法
3.3 其它防范措施
(1)在高压废水开车、停车期间,避免汽提塔升温升压过快,确保汽提塔冷凝器升温升压缓慢均匀;在运行期间,避免汽提塔超压运行,防止超压导致冷凝器列管泄漏;严格控制汽提塔加减再沸器的蒸汽速率,避免大幅度加减蒸汽,保系统稳定;严格控制汽提塔及冷凝器的负荷,避免长时超负荷运行;严格控制循环水质量,避免氯离子等有害物质对设备的腐蚀,定期对冷凝器进行检查清理结垢。
(2)技术改进方面:a)钝化空气管线改位置和使用容易控制流量的仪表针形阀门,对避免设备腐蚀和稳定系统操作有好处;b)高压废水水解器气相尾气管线增加11.0 MPa的高高压蒸汽伴热和管线吹扫,避免管线结晶堵塞,缓解尾气冷凝至稀碳铵液受槽的量和浓度;c)仪表方面,设备压力表改为隔膜压力表,提高准确性,对稳定系统有好处,在原来基础上汽提塔增加一个液位计和压力表,提高参考帮助操作指导;d)安装一台打量大的碳铵液泵,缓解槽的液位和压力不稳定;e)在外送的碳铵液管线上增加一流量计并增加伴热保温,方便物料平衡和协调。
(3)编制规范的设备检修方案和工艺交出、查漏方案,制定严格的规章制度,提高员工的素质和管理水平。
4结束语
通过设备泄漏的原因分析及查找出爆管的原因关键是检修堵管堵错所致,制定严格的检修方案和措施,为今后的检修提供可靠的依据,只有通过技术创新和规范管理,提高检修质量,强化培训,掌握设备结构等基本知识,扩展知识面,才能避免设备出现同类事故发生。
参考文献:
[1]张新战主编.高级技工学校教材.化工单元过程及操作.北京:化学工业出版社,2011.6.
[2]河南省中原大化集团有限责任公司年产12 000 t三聚氰胺生产装置.操作手册.合同商:欧技技术工程公司意大利-米兰.ETEC 工号:1398.
[3]催继哲主编.化工机器与设备检修技术.北京:化学工业出版社,2000.
[4]劳动和社会保障部中国就业培训技术指导中心组织编.焊工.初级、中级、高级技能.北京:中国劳动社会保障出版社,2002.
[5]王文超.C锅炉低温过热器管开裂分析及对策[J].化工机械,2014,41(3):388~391.
Reason stripper condenser squib Analysis and Prevention
WangQiong-xing
(Energy Henan Zhongyuan Dahua Group Co., Ltd., Henan Puyang 457004,China)
Abstract:The law introduces a high pressure melamine plant wastewater treatment system design process and condenser equipment, condenser reasons for the emergence of leaks and burst pipes are analyzed and take appropriate preventive action, standardize maintenance procedures and operating behavior.
Key words:condenser; leakage; squib; welding
中图分类号:TQ TQ223.12+1
文献标志码:B
文章编号:1003-6490(2015)06-0039-05
作者简介:王琼兴(1969.1),男,毕业于河南省化工技校,参加河南大学成人高等教育本科化学工程与工艺专业毕业,技师,从事三聚氰胺生产工艺的技术管理工作。联系电话:0393-8956141;E-mail:wqx3678@163.com。
收稿日期:2014-10-17
