轴瓦尺寸链的换算
2015-02-20陕西柴油机重工有限公司兴平713105张景娟
■陕西柴油机重工有限公司 (兴平 713105) 张景娟
轴瓦尺寸链的换算
■陕西柴油机重工有限公司 (兴平 713105) 张景娟
摘要:介绍轴瓦加工方法,分析加工工艺封闭环的选择对精度的影响,阐述内孔加工工艺设计和检测方法,重点讲述了轴瓦尺寸链的换算方法。
机械加工工艺的封闭环是由加工过程和加工方法所决定的,是最后形成、间接保证的尺寸。轴瓦的加工和检测,尺寸链换算是一个重要环节,其中封闭环的正确判断是解算工艺尺寸链的关键所在,工件加工方法不同,工序各个尺寸之间误差的综合和累积关系不同,对工件加工质量和稳定性有很大影响。
柴油机上主要的承载部位较多地采用滑动轴承,承受旋转轴上的载荷,这类轴承一般做成剖分的,剖分后的两半形似瓦片,故又称为轴瓦。因为轴瓦的两半式结构,其外圆、内孔机加工后无法再检测,如果加工精度差,装配时需反复刮研、试装以及测贴合度,影响装配质量和装机进度。本文主要介绍与加工工艺有关的轴瓦尺寸链的换算。
1. 轴瓦加工方法
某轴瓦(见图1)钢背内圆带耐磨合金层,具有高精度的外圆、内孔和端面。其主要加工工艺规程安排如下(部分孔、槽的加工省略):
锻坯→粗精车端面、内孔、外圆、槽→车偏心孔及燕尾槽→浇铸合金→精镗内孔→切开成两半环(打配对号) →校正轴瓦→精铣接合面→精磨接合面(从下道工序开始到精镗内孔工序均为配对加工)→精车外圆(车磨心轴)→精磨外圆(车磨心轴)→精镗内孔(镗夹具)→去毛刺→终检。
从以上加工工艺过程可以看出,轴瓦是通过精磨外圆后,再以外圆定位,精镗内孔至尺寸及精度。精磨外圆工序是两半轴瓦套在车磨心轴装置上,用外圆磨床精磨外圆,保证直线度≤0.02mm、圆度≤0.02mm,尺寸链关系如图2所示。

图1 某轴瓦简图
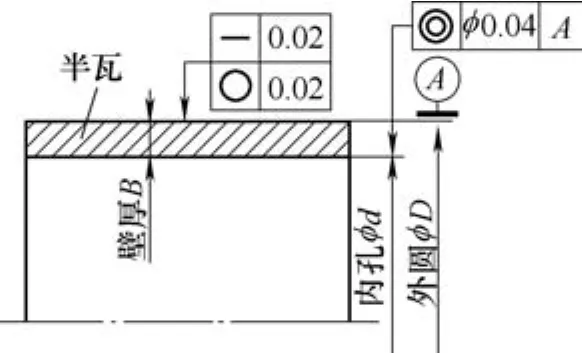
图2 两半式轴瓦尺寸链简图
2. 封闭环的选择对精度的影响
轴瓦的加工是两半合在一
起,通过夹具定位,精加工出来外圆和内孔。有些工艺员常犯的错误是仅按照图样尺寸,前道工序精磨外圆至φ410h6mm,精镗内孔时,不考虑加工方法和检测手段,把壁厚当成了封闭环,按照封闭环的公差=增环的公差+减环的公差,由图1中的尺寸,壁厚的公差=外圆的公差+内孔的公差,得出壁厚的公差为0.04+0.04=0.08(mm)。稍加分析可知,这样计算出的结果是错误的,因为简单地按照外圆的公差值0.04mm计算尺寸链,无法保证外圆直线度0.02m m、圆度0.02mm的要求,更不能保证内孔与外圆的同轴度φ0.04mm。
3. 内孔加工工艺设计和检测方法
在实际加工中,既要充分考虑加工方法和检测手段,还要顾及外圆的形状精度以及内孔对外圆的位置精度。轴瓦内孔的检测方法是:每副轴瓦通过测量外圆的实测值(在线检测)和壁厚,间接来保证内孔的精度,因此内孔是封闭环,外圆是增环,壁厚(两个)是减环,由内孔的公差为0.04mm,得出封闭环的公差是0.04mm。按照封闭环的公差=增环的公差+减环的公差,即外圆的公差+两个壁厚的公差必须≤0.04mm,所以设计精磨外圆加工工序时,必须压缩外圆的加工精度。
具体工艺方法是:在精磨外圆工序中,轴瓦配对加工,根据我们多年的轴瓦加工经验,工序设计外圆的加工公差控制在0.005 ~0.01mm,即保证外圆的直线度≤0.01mm、圆度≤0.01mm,每副在线临床检测外圆实测值,检查员认真填写工序检测卡,每副配对号对应一个具体的实测值,外圆实测值定义为Do。在精镗内孔工序中,轴瓦在卧式镗床上以精磨的外圆定位于镗夹具上,直接调整镗轴找正中心在0.01mm以内,精镗内孔。在外圆实测值的基础上,通过测量壁厚的方法来间接保证轴瓦内孔直径尺寸。假设外圆的实测值为φ409.97~φ409.98mm,取中间值,则外圆的实测值取值为φ409.975mm。
单个壁厚的计算公式为
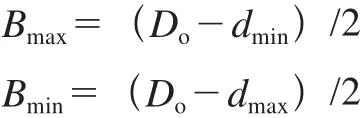
则
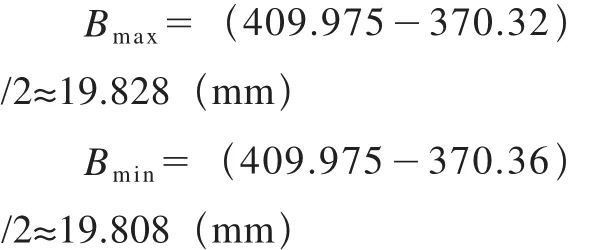
单个壁厚的公差为19.828-19.808 = 0.02(mm),测量时多处采点,只要轴瓦单个壁厚公差不超过0.02mm,则内孔即满足图样规定的精度。
4. 结语
从以上加工工艺性和计算的结果可知,这种通过壁厚测量法来间接保证内孔精度的方法,符合轴瓦内、外圆的尺寸精度、形状精度和位置精度要求。值得一提的是,对于外协加工的轴瓦,入厂检验只能测量壁厚尺寸,报验清单上如果没有外圆的实测值,就会存在很大的质量隐患,它的同轴度、内外圆精度是否保证不得而知,而轴瓦同轴度差,则在工况下容易产生异常磨损,影响跑合性,严重地甚至烧瓦,所以无论自制件还是外协加工件,检验清单上要有一一对应的外圆实测值。
封闭环不同会带来不同的结果,尺寸链的换算不是简单地套用公式,特别是轴瓦的尺寸链换算,要综合考虑加工方法、配对加工的特殊性、形状和位置精度等多方面因素。
参考文献:
[1]孟少农. 机械加工工艺手册[M].北京:机械工业出版社,1996.
专家点评
文章中所述的这种轴瓦尺寸链换算的例子较典型,难点在于准确判断尺寸链的封闭环,怎样合理地分配形位公差,该文在这两点上描述得较清晰,对检验人员和加工人员有较大的指导意义。
收稿日期:(20150518)