镁合金点焊接头组织的耐蚀性
2015-02-15马天凤程艳艳
马天凤,李 泽,程艳艳
(1.河南机电高等专科学校 材料工程系,新乡453002;2.华兰生物工程股份有限公司,新乡453002)
焊接技术和工艺是镁合金材料进一步推广应用必须解决的关键问题之一。电阻点焊是镁合金众多连接方法中具有较大应用潜力的一种,也是汽车制造中应用最多的一种焊装方法,所以研究镁合金电阻点焊对于汽车工业具有重要的意义。
腐蚀是镁合金在汽车领域中应用时最重要的问题之一[1]。到目前为止,比较成功的镁合金的应用主要还是集中于汽车中工作环境较为温和的地方。镁合金及镁合金焊接件在这些地方是否会发生腐蚀失效以及如何减小这种因腐蚀而引起的失效,正是目前汽车行业必须面对的问题[2]。
1 试验
1.1 试验材料及焊接设备的选用
试验材料为板厚2mm的AZ31B镁合金[3],其主要化学成分(质量分数/%)为:Al 2.5~3.5,Zn 0.6~1.4,Mn 0.2~1.00,Si 0.1,余量为镁。
设计接头形式如图1所示。其中图1(a)的接头用于测试工艺参数以及进行撕裂试验和金相组织观察;图1(b)则是根据拉剪试验对镁合金薄板的尺寸要求设计的。对厚度为2mm的试样薄板进行点焊,其组合为2mm+2mm接头。其中试样薄板宽度B=20mm,试样薄板长度L=70mm,搭接长度t=B。
试验前用砂纸打磨以除去试样表面的氧化膜。通过试验确定得出最佳工艺参数如下:电流为19 000A,电极压力为4 019N,时间为50周波。在DN-100型固定式点焊机上进行焊接试验。并在WE-10A液压式万能试验机上进行拉伸试验,拉剪力6 590N,焊点直径7mm。通过对交流点焊接头组织形态分析,在最佳点焊规范参数下的焊点熔核中心为细小均匀的单一等轴晶。镁合金焊点宏观表现为脆性断裂特征,微观表现为解理断裂,并且焊点的断裂倾向比母材大。其熔核组织和断口形貌如图2所示。

图1 镁合金点焊接头形式Fig.1 The welding joint of magnesium alloy
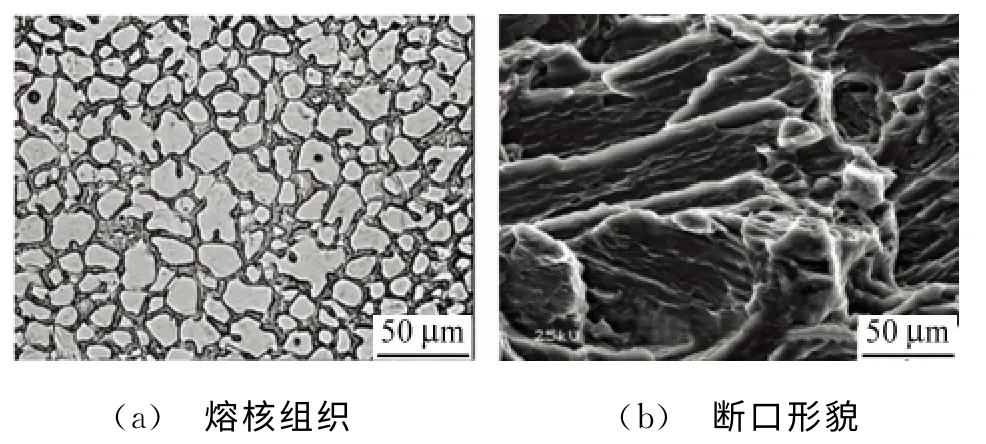
图2 熔核组织与断口的形貌Fig.2 Morphology of nugget microstructure(a)and fracture(b)
1.2 浸泡试验
将母材和点焊接头分别放入3.5%NaCl溶液中进行浸泡试验[4],浸泡时间分别为3h,6h和9h,观察经不同时间浸泡试验后试样的表面形貌。
1.3 电偶腐蚀试验
对点焊和母材在3.5%NaCl溶液中进行了电偶腐蚀试验,测试了母材和焊点的电化学镀膜层在3.5%NaCl溶液中的tafel曲线。试验采用3电极体系,参比电极为饱和甘汞电极(SCE),辅助电极为铂电极,工作电极为试样。极化曲线扫描范围为-0.2~1.0V(SCE)。扫描速率为10mV/s。
2 结果与讨论
2.1 浸泡试验
图3为母材和焊点在3.5%NaCl溶液中腐蚀3h不同放大倍数下的表面形貌。
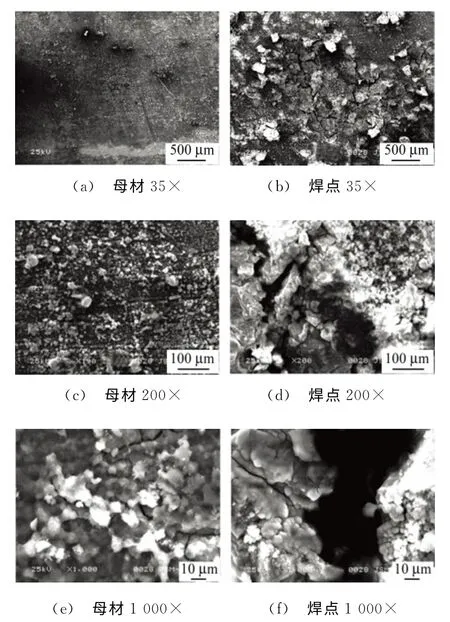
图3 不同放大倍数下,母材和焊点在3.5%NaCl溶液中腐蚀3h后的表面形貌Fig.3 Morphology of parent metal(a.c.e)and welding joint(b,d,f)in 3.5%NaCl solution for 3h
图4 为母材和焊点在3.5%NaCl溶液中腐蚀6h不同放大倍数下的表面形貌。
图5为母材和焊点在3.5%NaCl溶液中腐蚀9h后放大35倍的表面形貌。
图6为母材和焊点在3.5%NaCl溶液中腐蚀12h后放大35倍的表面形貌。
由图3~6可见,随着浸泡时间的延长,焊点和母材的腐蚀都进一步加剧。母材在腐蚀3h和6h时,只能在高倍下看到细微的腐蚀裂纹,而在腐蚀9h后,腐蚀裂纹在低倍下就可以看到。这是由于点焊时加热速度快,整个焊接过程在几秒钟内完成,同时镁合金热导率大,导热速度快,降温速度快,结晶时形成大量的晶核,最终得到均匀分布的细晶组织,晶粒愈小,其曲率半径愈大,则蒸汽压力愈大,表明自由能愈高,使其耐蚀性下降[5-6]。母材和焊点腐蚀12h后,低倍观察发现,母材的腐蚀程度相对均匀,而焊点的腐蚀则很明显,有明显的点蚀坑。经过12h的腐蚀,伴随腐蚀的进行,蚀坑逐渐长大,导致腐蚀沿表面传播,如图焊点和母材表面大部分被腐蚀。

图4 不同放大倍数下,母材和焊点在3.5%NaCl溶液中腐蚀6h后的表面形貌Fig.4 Morphology of parent metal(a.c.e)and welding joint(b,d,f)in 3.5%NaCl solution for 6h
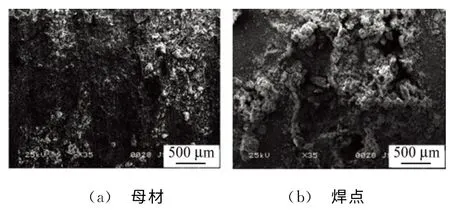
图5 母材和焊点在3.5%NaCl溶液中腐蚀9h的表面形貌Fig.5 Morphology of parent metal(a)and welding joint(b)in 3.5%NaCl solution for 9h
2.2 电偶腐蚀试验
采用失重法测试了母材和焊点在3.5%NaCl溶液中浸泡92h后的腐蚀速率[7],结果见表1。
由表1可见,焊点在3.5%NaCl溶液中的腐蚀速率大于母材。AZ31B镁合金点焊的母材和焊点均不耐蚀,焊点的耐蚀性比母材差。

图6 母材和焊点在3.5%NaCl溶液中腐蚀12h后的表面形貌Fig.6 Morphology of parent metal(a.e)and welding joint(b,f)in 3.5%NaCl solution for 12h

表1 镁合金母材和焊点在3.5%NaCl溶液中浸泡92h后的腐蚀速率Tab.1 Corrosion rates of parent matel and welding joint in 3.5%NaCl solution for 92h
图7为镁合金母材和焊点镀层试样在质量分数为3.5%的NaCl溶液中的极化曲线。由图7可见,焊点膜层的自腐蚀电位较低,为-1.2V,在同一腐蚀电位下,焊点镀镍层的腐蚀电流密度降低;母材膜层的自腐蚀电位较高,为-1.0V。说明:镁合金及其焊点经过化学镀镍处理后的试样,在3.5%NaCl水溶液中,母材耐蚀性比焊点较高。母材及焊点的化学镀膜层在-0.2~0.5V电位区间,电流变化很小,表现出了明显的钝化特征[8]。

图7 镁合金母材和焊点的化学镀层极化曲线Fig.7 The polarization curves of electroless plating layers on magnesium alloy and welding joint
从图7中可以看出,母材和焊点镀层的极化曲线形状基本相似,并且极化曲线均遵从Tafel规律。对图7中的极化曲线进行Tafel拟合,结果见表2。
分析表2可知,母材的腐蚀电位较高、腐蚀电流密度较低。由于合金的腐蚀速率和腐蚀电流密度成正比[9],因此可知,母材的耐蚀性能较好,这与静态失重试验的结果一致。

表2 镁合金及焊点镀层极化曲线拟合结果Tab.2 The polarization curve fitting results of the plating on magnesium alloy and welding spot
3 结论
(1)通过点焊试验及拉伸试验确定得出最佳工艺参数下的焊点组织为细小均匀的单一等轴晶,断口呈脆性断裂特征。
(2)母材在腐蚀3~6h的情况下只能在放大1000倍时看到腐蚀裂纹,而在腐蚀9h后在低倍时就可以看到腐蚀裂纹了。焊点的腐蚀比母材严重,并且较早地产生了腐蚀裂纹。
(3)通过电偶腐蚀试验腐蚀速率测定,结果表明焊点的失重速率大于母材;通过电偶电流随电压变化的极化曲线分析,母材及焊点的化学镀膜层在-0.2~0.5V电位区间,电流变化很小,表现出了明显的钝化特征;对极化曲线拟合参数分析得到了进一步验证。
[1]卫英慧.镁合金腐蚀防护的理论与实践[M].北京:冶金工业出版社,2007.
[2]杨欢,陈东初.带喷涂层的6063铝合金型材丝状腐蚀性能的电化学研究[J].腐蚀与防护,2014,35(6):533-536.
[3]陈汉杰,甘章华.Al-Mg-Zn合金自腐蚀电位-成分三元图的建立及牺牲阳极保护试验[J].腐蚀与防护,2012,33(9):733-736.
[4]周京,冯芝勇.La含量对AZ91镁合金耐蚀性能的影响[J].太原理工大学学报,2013,44(5):573-577.
[5]IZUMI S,YAMASAKI M,KAWAMURA Y.Relation between corrosion behavior and microstructure of Mg-Zn-Y alloys prepared by rapid solidification at various cooling rates[J].Corrosion Science,2009,51:395-402.
[6]GAO L L,ZHANG C H,ZHANG M L,et al.The corrosion of a novel Mg-11Li-3Al-0.5RE alloy in alkaline NaCl solution[J].Journal of Alloys and Compounds,2009,468:285-289.
[7]ROKHLIN L L.Magnesium alloys containing rare earth metals[J].Taylor &Francis,2003:159-161.
[8]章珏,梁金.镁合金表面处理技术的进展[J].轻合金加工技术,2014,42(3):19-23.
[9]姚妍,姜枫.镁合金化学镀镍的研究现状及发展趋势[J].电镀与环保,2014,34(1):4-6.