操作环境湿度对FM73M胶膜性能的影响
2015-01-09袁协尧王欣晶见雪珍刘卫平
袁协尧,王欣晶,见雪珍,杨 洋,陈 洁,刘卫平
(中国商飞上海飞机制造有限公司,上海200436)
操作环境湿度对FM73M胶膜性能的影响
袁协尧,王欣晶,见雪珍,杨 洋,陈 洁,刘卫平*
(中国商飞上海飞机制造有限公司,上海200436)
通过人工控制施工区域湿度的方法,来研究FM73M胶膜和BR127底胶在相对湿度达到70%情况下的强度表现,并在此环境下将胶膜暴露不同的时间来观察暴露时间对胶接性能的影响。对胶接测试试样进行滚筒剥离、拉伸搭接剪切和楔形抗裂纹扩展测试,结果表明,所有试样的测试结果均符合工艺规范的要求。将操作间的相对湿度上限提升至70%时,FM73M胶膜和BR127胶黏剂所提供的胶接强度依然能够满足工艺规范的要求,与此同时,将相关工艺规范中的湿度要求予以更改。
FM73M胶膜;相对湿度;铝合金
前言
铝合金胶接结构在航空工业中已经得到了极其广泛的应用。比如,一架波音747中,累计的胶接面积达到3700m2以上,其中绝大多数都是铝合金的胶接[1]。随着航空制造技术的发展,胶接结构的应用越来越全面,与早期的飞机制造技术相比,70%~75%的铆接结构都可以用胶接来代替。与铆接相比,胶接结构的应力传递面积更大,不容易产生应力集中和破坏,疲劳寿命也明显高于铆接结构。更重要的是,胶接组件的质量要明显低于铆接结构,这在运行成本控制极端苛刻的情况下显得十分重要。
胶接结构的广泛应用,离不开环氧树脂结构胶黏剂[1]的发展。该类型的胶黏剂具有的高强度、高耐久性、较宽的使用温度范围和对环境因素的高容忍度,使得其几乎成为航空结构胶黏剂的唯一选择[2]。
在国产飞机的制造过程中,同样大量采用了铝合金胶接结构。由于部分地区气候的原因,胶接车间常出现环境温湿度超过相关工艺规范要求的情况。这些工艺规范形成于20世纪80年代,针对相同时期的航空材料。随着航空材料的发展,原有的工艺规范在现今的材料性能下显得十分保守,在制造过程中,原有的工艺规范会大大制约航材的优越性,因此需要对原工艺规范进行调整,使之适用于最新的飞机制造工艺。
某型飞机在制造机翼下壁板、RAT舱门等结构件时,也使用了铝合金胶接技术。这些结构胶接中,使用的胶黏剂为中温固化改性环氧/丁腈胶黏剂,最常使用的牌号为FM73M[3],由美国Cytec公司生产,配以耐腐蚀底胶BR127使用。随着胶黏剂技术的发展,胶膜的操作性能也在逐渐改善。原有的工艺规范中,规定此型胶膜和底胶的施工温度范围为18~29℃,湿度范围为25%~60%。然而,在胶黏剂施工的大型净化间内,湿度要达到精确的控制是十分困难的。根据现场经验,净化间内湿度超过60%的情况常有发生。若按照原有工艺规范的标准,湿度超过60%时需停工,正在施工的零件需去除胶膜重新喷涂底胶。实际上,该型胶膜和底胶同样适用于波音飞机制造中的金属胶接,而波音公司最新的工艺规范中,此型胶黏剂的施工湿度上限为70%。由此可见,若严格按照原有的工艺规范进行胶接操作会给实际生产带来极大的不便。参照波音的工艺规范,对原规范中湿度上限的修改是有据可依的。因此,可以通过相关的工艺验证试验,来评估提升原规范中施工湿度上限的可行性。
1 实验材料及设备
1.1 实验材料
7075T6裸铝,包含厚度分别为0.5mm和1.6mm的两种,美国铝业公司生产;7075 T6包铝,厚度为3.2mm,美国铝业公司生产;FM73M胶膜,美国Cytec公司生产;防腐蚀底胶BR127,美国Cytec公司生产。金属铝蜂窝PAA-CORE3/16-5052-0.0010N-3.1,美国Hexcel公司生产。
1.2 实验器材
热压罐,温度均匀性:±5℃;温度范围:室温~250℃;最大压力:1.2MPa。
烘箱,温度均匀性:±5℃;温度范围:室温~250℃
1.3 测试设备
环境箱,温度范围:-70~150℃;相对湿度范围:20%~98%。
电子材料万能试验机,Instron 4467。
2 试验方法
2.1 铝合金加工
分别加工出254mm×280mm×0.5mm、7075 T6包铝板4块,280mm×305mm×0.5mm、7075 T6包铝板4块,76mm×152mm×1.6mm、7075 T6包铝板8块,152mm×152mm×3.2mm、7075 T6裸铝8块。
2.2 铝蜂窝加工
将PAA-CORE3/16-5052-0.0010N-3.1加工出4块,面积均为254mm×280mm,控制蜂窝纵向与254mm边缘平行。
2.3 胶膜加工
加工出280mm×300mm的胶膜8块,15mm× 160mm胶膜4块,160mm×135mm胶膜4块。
2.4 铝合金表面处理
所有的铝合金在胶接前都需要进行表面处理。处理之前的铝合金表面较为光滑,胶接强度较低。磷酸阳极化处理后,能在铝合金表面形成粗糙的表面。这种表面除了接触面积比原表面增大许多,更重要的是这些表面在显微镜中显示为大量的倒刺型结构,胶接完成后,这些倒刺型结构被包覆在胶膜中,形成一种类似于机械连接的效果[2],大大增强了胶接的强度。本次试验中,采用磷酸阳极化的方法,对所有的铝合金表面进行蚀刻。室温条件下,在浓度合适的磷酸槽液中处理20~25min。磷酸阳极化后再先后经过碱液和温水的洗涤,干燥后达到可涂底胶状态。
2.5 胶膜预处理
为了研究高湿度环境下湿度对胶膜性能的影响,将胶膜在高湿度环境下暴露一段时间后再进行铺贴操作。暴露操作在环境箱中完成。设置环境箱的温度26±3℃,相对湿度则设定为70%,控制湿度上限为80%,下限为65%。环境箱在开箱、加水等操作后会有约0.5~1h的不稳定期,其他时间能满足要求。与此同时,为了研究在高湿环境下暴露时间的长短对胶膜性能的影响,将胶膜分为三批次,分别在同一环境箱中暴露24h、72h和120h。本研究还同时完成了空白对比试验,即使用未经暴露处理的胶膜制成相同的试件参与强度测试。
2.6 底胶喷涂
表面干燥以后在24h以内涂上防腐蚀底胶,底胶喷涂工作需要在净化间内的喷胶房完成。喷涂时,调整环境温度18~29℃,相对湿度为60%~70%。底胶需要在经过验证并确认合格的干燥箱内干燥。干燥后还需对底胶进行测厚,确保底胶厚度在可接收的范围之内。底胶干燥后的零件在牛皮纸包裹的情况下可在净化间中放置,一年内均为有效状态。在空白对比试验中,设置底胶喷涂间环境温度18~29℃,相对湿度为25%~60%。
2.7 胶膜施工
将处理好的胶膜铺贴在相对应的试板上,最终将铺贴出滚筒剥离试件、搭接剪切试件和抗裂纹扩展试件,每种试件均有三块,分别对应胶膜处理24h、72h和120h。在施工过程中,设置环境温度18~29℃,相对湿度为25%~60%。
2.8 封装和固化
铺贴完成后的零件按图1封装制袋,制袋过程中,应在胶接夹具和组件之间及在组件和吸胶布之间放一层隔离膜或布以防夹具和组件污染。
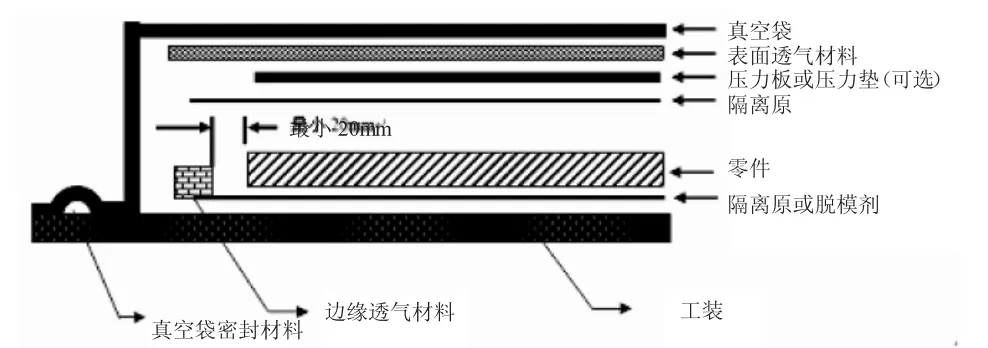
图1 典型真空袋封装图Fig.1 The typical vacuum bag packaging
试件的固化在热压罐中进行,控制固化温度为107.2~132.2℃;升温速率0.6~3.7℃/min;固化压力为0.097~0.345MPa;固化时间为90~200min。记录固化阶段所有的工艺参数。
固化完成后的试件如图2至图4所示。

图2 滚筒剥离试件Fig.2 The test specimen for the climbing drum peeling test

图3 搭接剪切试件Fig.3 The test specimen for the tensile lap shear test

图4 抗裂纹扩展试件Fig.4 The test specimen for the wedge crack test
2.9 试件的检测
对试件进行100%面积的超声C扫描无损检测,并对滚筒剥离试件进行射线照相检测。检测结果合格后方可进行下一步操作,否则重新制造试件。
2.10 试件的机械加工
按照相应的规范将各试件加工出若干个测试试样,每个试样都按照相应的编号标记好。其中每个滚筒剥离试件、拉伸搭接剪切试件、抗裂纹扩展试件分别能切割出3、5、5个测试试样。
2.11 测试分析
分别按照ASTMD1781进行滚筒剥离测试,按照ASTMD1002进行拉伸搭接剪切测试,按照ASTM D3762进行抗裂纹扩展测试[4]。
3 结果与分析
依据相应的测试标准,所有测试结果如表1至表3所示。

表1 拉伸搭接剪切测试结果Table 1 The test results of tensile lap shear
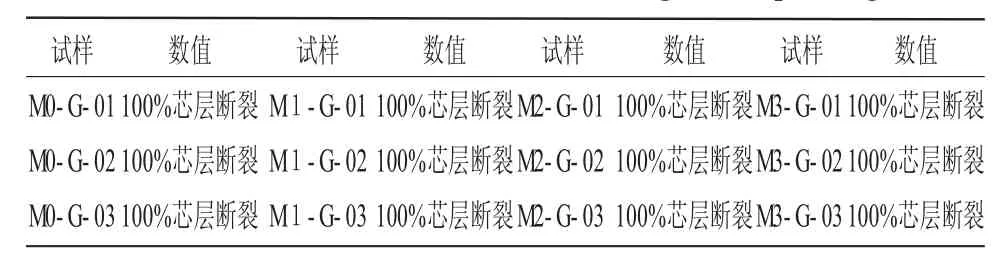
表2 滚筒剥离测试结果Table 2 The test results of climbing drum peeling

表3 楔形抗裂纹扩展测试结果Table 3 The tests results of wedge crack
以上试样编号中M0意指胶膜未经任何额外处理制成的试件,即空白对比试块,M1、M2、M3分别指在环境箱中处理24h、72h和120h胶膜制成的试件;D、G、L则分别指拉伸搭接剪切试件、滚筒剥离试件和抗裂纹扩展试件;最后的数字则表示由同一块试件上切割下来的无差别测试试样。
根据相关工艺规范规定,该型胶黏剂的滚筒剥离强度接收标准为57.85mN/m(最低值),或者表现为75%以上的芯层破坏(最低值),该型测试至少需评估2个试样;拉伸搭接剪切强度为28MPa(最低值),至少需评估2个试样;抗裂纹扩展测试的接收标准为100%的胶层破坏,至少需评估5个试样。在本实验中,滚筒剥离、拉伸搭接剪切和抗裂纹扩展分别制造了3个、5个和5个试样,满足相关工艺规范中对试样数量的要求。
由表2可以得知,在滚筒剥离测试中,所有的试样都表现为100%的芯层断裂,超过相关工艺规范规定。100%的芯层断裂说明胶膜的强度大于蜂窝芯的强度[5],即胶接的强度已经大于芯材的强度,在外加应力的情况下,蜂窝芯首先被破坏,这也从侧面体现了胶黏剂是满足胶接要求的。
由表1可以算得,暴露24h、72h和120h后,胶膜的平均单搭接剪切强度分别降低5.2%、7.6%和12.1%,说明长时间在高湿度环境下的暴露的确会使得胶膜的性能下降,暴露时间越长,强度下降越多。即便如此,在暴露120h后,胶膜的平均搭接剪切强度也达到35.3MPa,最低强度34.1MPa,都大于相关规范规定的28MPa(最低值)。
对比表1至3可知,所有试样的测试结果均达到工艺规范规定的最低要求。即说明经过不高于70%相对湿度环境处理不超过120h的胶膜,仍能够保证其强度满足工艺规范规定的最低要求。
实际上,空气中水分对胶接性能的影响主要体现在对胶接界面的长时间腐蚀上[1],而对于操作间内短时间的高湿度环境并不敏感。由于水分子直径很小,极性却很大,能够较为容易地通过胶层迁移到界面处。长时间停留在界面处的水分子会取代胶黏剂与被粘物之间的分子间作用力,会使胶黏剂与界面已经形成的一些化学键(如酯键)发生水解,还会与氧同时作用使金属表面发生锈蚀。这些多方面的影响使得高湿环境下的胶接质量随着时间的推移发生明显的降低。
在操作间内,胶黏剂的施工时间是十分短暂的。胶膜从解冻到铺贴完成往往仅有数个小时时间,而胶膜直接与空气接触的时间也仅仅是铺贴的那一瞬间。因此空气中水蒸气对胶黏剂的影响是微乎其微的。与此同时,铝合金表面经过磷酸阳极化处理,会形成一种类似倒刺的结构[2],胶接完成后扣入胶层中,增加了大量物理连接作用;喷涂的BR127底胶具有优良的耐腐蚀作用[6],能够有效地阻止金属表面发生锈蚀。FM73M为改性环氧胶黏剂,由端羧基丁腈橡胶增韧环氧树脂制成,丁腈橡胶具有优良的耐水性,能最大程度地抑制水分子从胶层迁移到界面处。这些效应共同使得FM73M/BR127胶接而成的铝合金胶接件具有优良的耐高湿性能。
Robert A.Jurf[7]和Jack R.Vinson对比了FM73M胶膜胶接而成的铝合金单搭接剪切试验件在干态、63%和95%相对湿度下暴露90d后的胶接性能,暴露温度为54℃。结果发现,试件在常温下测得的剪切强度是几乎一样的。说明在常温下使用时,FM73M胶膜胶接而成的组件几乎不受环境湿度的影响。仅仅在测试温度超过胶黏剂的玻璃化转变温度时,高湿处理后的试样才会出现明显的性能下降。
仅仅将操作间的湿度允许上限从60%提升至70%,对胶黏剂胶接性能的影响是极其有限的。即便将胶膜在70%相对湿度的环境中放置120h,胶接性能依然得到保证,高于工艺规范的接收标准。这是因为FM73M/BR127这种胶黏剂体系在研制之初就考虑到其可操作性,使其在操作间湿度稍高的时候依然能保证胶接组件有足够的强度。
4 总结
FM73M胶膜为一种端羧基丁腈橡胶改性环氧胶黏剂,能够在复杂环境下长期使用,在施工时也有较大的环境容忍度,稍许提高操作间的湿度允许上限不会导致胶黏剂性能的明显降低,但是给胶黏剂的施工带来了极大的便利。因此,根据工艺验证试验的结果,提升该型胶黏剂的操作湿度上限是十分有必要的。
[1] 李广宇,李子东,吉利,等.环氧胶黏剂与应用技术[M].北京:化学工业出版社,2007.
[2] FLAKE C CAMPBELL.Manufacturing Process for Advanced Composites[M].Oxford:Elsevier Ltd,2004.
[3] WILDE W P DE,VAN VINCKENROY G,TIRRY L,et al.Effects of the Environment and Curing on the Strength of Adhesive Joints[J].Journal of Adhesive Science and Technology,1995,9:149~158.
[4] RAO S,DAS R,BHATTACHARYYA D.Investigation of Bond Strength and Energy Absorption Capabilities in Recyclable Sandwich Panels[J].Composite Part A:Applied Science and Manufacturing,2013,(45):6~13
[5] PETRAS A,SUTCLIFFE M P F.Failure Mode Maps for Honeycomb Sandwich Panels[J].Composite Structures,1999(44):237~252
[6] WOLFE H,WENTZ K.Acoustic Fatigue Test Evaluation of Adhesively Bonded Aluminum Fuselage Panels Using FM73/BR127 Adhesive/Primer System[C].24th Structures,Structural Dynamics and Materials Conference,2000,Lake Tahoe,NV,USA.
[7] JURF R A,VINSON J R.The Effects of Moisture on the Static and Viscoelastic Shear Property of Epoxy Adhesives[J].Journal of Material Science,1985(20):2979~2989.
The Influence of Relative Humidity of Operating Environment on the Performance of FM73M Adhesive Film
YUAN Xie-yao,WANG Xin-jing,JIAN Xue-zhen,YANG Yang,CHEN Jie and LIU Wei-ping
(Shanghai Aircraft Manufacturing Company Ltd.,Shanghai 200436,China)
The performance of FM73M adhesive film and BR127 primer in 70%(RH)was studied by controlling the operating environment. Meanwhile,the adhesive film was exposed in different time in this environment to observe the effect of the exposure time on the bonding properties. The tests of climbing drum peeling,tensile lap shear and wedge crack were completed and all the results could meet the process specification. Therefore,the bonding strength provided by FM73M adhesive film and BR127 primer could meet the requirement of process specification when the relative humidity of operating environment was 70%.As a result,the relevant parameters about the relative humidity in process specification were adjusted.
FM73M adhesive film;relative humidity;aluminum alloy
TQ436.2
A
1001-0017(2015)05-0317-04
2015-06-03
袁协尧(1987-),男,安徽太湖人,博士,研发工程师,主要从事胶接工艺研究。
*通讯联系人:E-mail:liuweiping@comac.cc
