EPR核电站RIS系统贯穿件与膨胀节环板焊接变形控制
2015-01-09魏海鸣
魏海鸣
(中核辽宁核电有限公司,辽宁葫芦岛125000)
EPR核电站RIS系统贯穿件与膨胀节环板焊接变形控制
魏海鸣
(中核辽宁核电有限公司,辽宁葫芦岛125000)
针对EPR核电站安全注入系统(RIS)贯穿件与膨胀节环板焊接变形问题,分析变形原因,并制定有效的预防措施和改进焊接工艺。结果表明,所制定的预防措施和改进的焊接工艺能有效控制贯穿件与膨胀节环板焊接后的变形,对大口径管道与环板的焊接变形控制具有重要的借鉴意义。
核电站;安全注入系统;贯穿件;膨胀节;变形控制
1 概述
核电站安全注入系统(RIS)是核电站专设安全系统,由四列组成。其中任何一列可以在安注模式下运行,也可以在余热排出模式下运行,主要包括反应性控制、堆芯余热导出和放射性物质包容三个安全功能。当核电站一回路系统的管道和设备发生破损事故后,安全注入系统用于向堆芯紧急注入高硼冷却水,防止堆芯因失水而造成烧毁[1]。安全注入系统每一列都由安注罐、中压安注泵(MHSI)、低压安注泵(LHSI)、热交换器和相应的管道和阀门组成,四列分别布置在不同的安全厂房,每一系列都连接在一回路主系统的一条环路上,允许电站正常运行期间可以在某个安全系列上进行预防性维修和维护工作[2]。
膨胀节也称波纹管,或是波纹管补偿器,属于一种补偿元件。膨胀节利用波纹管补偿器的弹性元件的有效膨胀节变形来吸引管线、导管或容器因热胀冷缩的温度变化的一种补偿装置。膨胀节可以用来补偿管道的轴向、横向、角向位移量。
2 基本技术条件
2.1 贯穿件与膨胀节及环板母材
RIS系统贯穿件与膨胀节及环板现场安装示意如图1所示。贯穿件和膨胀节环板2的材质为Z2CN18.10,环板1材质为P265GH。贯穿件、环板、膨胀节环板材料机械性能及化学成分如表1所示。
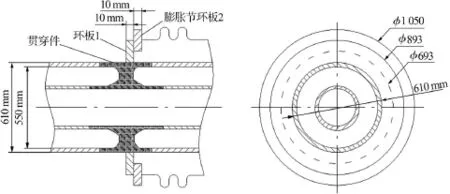
图1 RIS系统贯穿件与膨胀节及环板现场安装示意
2.2 焊接接头类型及坡口形式
RIS系统贯穿件与环板1焊接接头形式为T型接头,坡口形式为单边V型坡口,属于坡口焊缝;环板1与膨胀节环板2焊接接头形式为搭接接头,坡口形式为I型坡口,属于角焊缝。具体接头形式如图2所示。

图2 RIS系统贯穿件与膨胀节及环板接头形式
2.3 焊接方法和填充材料
RIS系统贯穿件与环板1焊接、环板1与膨胀节环板2焊接均采用手工氩弧焊(TIG)进行焊接,使用焊接填充材料为ESAB生产的OK TigrodN 309L焊丝φ1.6 mm。焊接填充材料化学成分及机械性能见表2。

表2 焊接填充材料OK TigrodN 309L化学成分和机械性能

表1 母材化学成分和机械性能
2.4 其他
按照设计图纸要求,贯穿件与环板1焊接时将坡口部分填充即可,环板1与膨胀节环板2焊接焊喉高度为7 mm。
3 膨胀节及环板焊接变形问题
3.1 环板1的焊接变形
在国外某核电项目中,RIS系统贯穿件与环板1焊接完成后,环板1发生变形,延管道轴向坡口一侧的方向偏倒,环板1外沿偏离20 mm以上,导致环板1与膨胀节环板无法焊接。环板1变形示意如图3所示。
3.2 膨胀节环板2的焊接变形
通过环板1焊接变形的经验反馈,制作反变形工具固定环板1与贯穿件,并使用正确的焊接工艺进行焊接,再焊接环板与膨胀节环板2,焊接完成后发现膨胀节环板2发生轻微的变形,变形偏差约5 mm,膨胀节环板变形示意如图4所示。

图3 环板1焊接变形

图4 膨胀节环板变形2
4 变形原因分析
任何焊接都会产生变形,焊缝在焊接时会收缩,并且收缩量随管道直径、管壁厚度的变化而变化。异种钢焊接接头和同种钢焊接接头有本质差异,主要是熔敷金属与两侧焊接热影响区和母材存在的不均匀性[4],主要有:
(1)化学成分不均匀。这是因为在焊接加热过程中,两侧母材的熔化量、熔敷金属和母材熔化区的成分因“稀释”作用会发生变化。接头区的成分不均匀程度不仅取决于母材、填充金属各自的原始成分,也受焊接工艺的影响。
(2)组织的不均匀性。在焊接热循环的影响下,接头内的各区域组织是不同的,而且在个别区域内还会出现复杂的组织结构。
(3)性能的不均匀性。由于组织、成分的变化,导致性能上的不同,各种变化会呈倍数关系变化,特别是焊缝两侧的热影响区冲击值变化更大。
(4)应力场分布不均匀。由于组织、成分的不同,接头的热膨胀系数和导热系数也不同,热膨胀系数不同引起塑性区域不同,残余应力不同;导热系数不同会引起热应力不同[5]。
(5)膨胀节环板2变形的主要原因是第一次制作的反变形工具仅对贯穿件与膨胀节环板1进行固定,未对膨胀节环板2进行固定。
贯穿件、环板1、膨胀节环板2焊接时,未采取反变形措施和小规范的电流,未对焊道层间温度进行控制和未采用分段焊接的方法是导致焊接变形的主要因素。
5 焊接变形控制
5.1 制作反变形工具
根据贯穿件与环板1、环板1与膨胀节环板2焊缝位置的设置,结合焊缝在焊接过程中的收缩变形,制作反变形支撑件对环板1和膨胀节环板2进行固定,反变形支撑件示意如图5所示。根据管道直径大小,共制作12块反变形支撑件,现场安装时按照管道12等分的位置,对每个位置点采用反变形支撑件进行刚性固定,以防止在焊接过程中因焊缝收缩导致环板1及膨胀节环板2变形,反变形支撑件分布示意如图6所示。
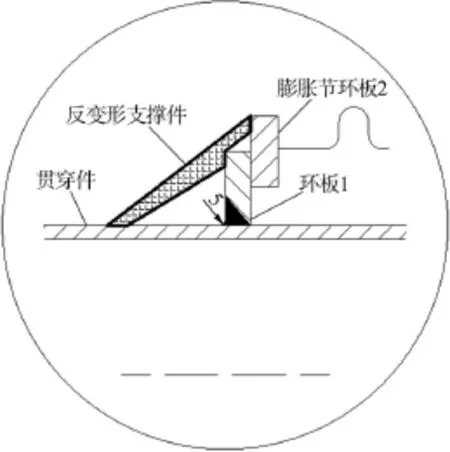
图5 反变形支撑件示意
5.2 焊接过程及质量控制
5.2.1 组对及安装反变形支撑件
组对时调整好环板与贯穿件之间的组对间隙和垂直度,然后按照上下左右的原则分别对反变形支撑件和贯穿件与环板1进行定位点焊,焊缝长度控制在10~20 mm,点焊时应控制点焊的质量,防止因电流过大,导致母材咬蚀。定位焊缝不应有裂纹、咬边和气孔,起弧收弧处不应有缩孔、弧坑或裂纹①电力行业核电焊接技术培训中心.核电设备焊接培训研讨技术资料汇编,2009.。

图6 反变形支撑件分布示意
反变形支撑件安装完成后,先去除焊缝周围铁锈、油脂、杂质至露出金属光泽,再用不起毛的纯棉白布蘸丙酮擦拭环板坡口附近区域,以去除待焊区域内可能产生的油污和灰尘,保证待焊区域及周围环境的清洁。
5.2.2 焊接
焊接时,采用分段焊接的方法进行焊接。并严格按照确定的分段焊接顺序进行焊接,焊缝分段焊接顺序示意如图7所示。贯穿件与环板1的焊接,按照贯穿件周长将整圈焊缝16等分;环板1与贯穿件环板2的焊接,按照环板1外沿周长将整圈焊缝12等分。焊接过程分为打底焊道和填充焊道,每一道焊缝焊接完成后,检查分段焊道接头处,如有接头熔合不良的区域,采用打磨机进行打磨。整个焊缝的焊接位置均为PF位置(立向上),焊接电流采用工艺评定电流覆盖范围的下限(80~90 A),控制道间温度小于70℃。
5.2.3 焊后检验及检查
贯穿件、环板1、膨胀节环板2焊接完成后,去除反变形支撑件,去除时采用打磨的方式将反变形支撑件与贯穿件和环板定位点焊位置磨开,并将贯穿件与环板上点焊位置的熔敷金属磨平。然后对两条焊缝及磨平的点焊位置进行液体渗透检查。

图7 分段焊接顺序示意
检查RIS系统贯穿件与膨胀节及环板焊接完成后的变形情况,膨胀节及环板均垂直于管道贯穿件,未发生变形。
5.3 注意事项
a.定位点焊时,注意控制电流,防止因电流过大,导致母材咬蚀。
b.两条焊缝焊接时,务必保证周围环境中无风,避免氩弧焊气体保护不当产生气孔。
c.定位点焊及焊缝焊接时,防止钨极与母材直接接触,避免出现夹钨。
d.去除反变形支撑件时,务必将定位点焊位置磨开,禁止强行拆除,防止撕裂母材。
6 结论
(1)RIS系统贯穿件与膨胀节及环板焊接变形原因分析正确,通过制作反变形支撑件,对膨胀节及环板同时进行固定,有效防止焊接变形。
(2)采用分段焊接的方法,控制焊接过程中的焊接电流和层间温度,以减少焊接热输入,最终达到控制焊接变形的效果。
[1]台山核电合营有限公司培训中心[S].EPR核电厂系统与设备,2013.
[2]注册核安全工程师岗位培训丛书编委会.核安全专业实务[M].北京:中国环境科学学出版社,2009.
[3]RCCM2007压水堆核岛机械设备设计和建造规则[S],2007.
[4]刘政军.徐德昆.不锈钢焊接及质量控制[M].北京:化学工业出版社,2008.
[5]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2006.
Penetration piece and ring flat-plate welding deformation control in EPR NPP safety Injection System
WEI Haiming
(China(Liaoning)Nuclear Power Engineering Co.,Ltd.,Huludao 518124,China)
Concerning ring flat-plate welding deformation of penetrations piece and expansion joints in EPR NPP safety injection system,the causes are analyzed,effective preventive measures are discussed and welding technique is improved.It's found finally that the preventive measures and improved welding procedure can effectively control deformation of ring flat-plate deformation after welding and it is very significant for welding deformation control of big pipelines and ring flat-plates.
Nuclear Power Plan(tNPP);Safety Injection System(RIS);penetration piece;expansion joints;deformation contro
TG404
B
1001-2303(2015)08-0157-04
10.7512/j.issn.1001-2303.2015.08.34
2014-12-20;
2015-03-20
魏海呜(1981—),男,河北人,工程师,学士,主要从事核电焊接方面的工作。
