滚珠挡条的数控加工及夹具设计
2015-01-09夏文龙
夏文龙
(广东省工业高级技工学校,广东 韶关 512000)
0 引言
我校实训中心大力实施校企合作项目以来,遇到许多加工技术方面的问题,如果不解决会影响校企合作的效果。其中,与一家企业合作时,有一批滚珠挡条的加工任务。在接到加工任务以后,根据图纸(图1)所标的技术要求进行了分析,所有零件毛坯均是调质45号成型钢,尺寸是830mm×20mm×14mm,毛坯细又长,易变形,加工完成之后再安装使用产品时必须达到图纸的形位精度和表面粗糙度的要求。产品是用于传输陶瓷,是成对安装使用的,必须是两件同一工序加工完成,而且此产品量较大,需要有一种合理的加工工艺来完成加工任务。从加工上来看确有较大的难度,通过细心试制成功了。

图1 滚珠挡条
下面重点介绍滚珠挡条数控铣削的加工及夹具设计的加工问题。
1 滚珠挡条加工的难点分析
通过图形分析(图1),毛坯细又长,易变形,加工完成之后安装滚珠挡条时平面A、B、C、D、E五个槽面和安装传输轴的24个孔Φ11mm必须达到图纸的形位精度和表面粗糙度的要求,认为加工过程中有以下四个问题是加工的难点:①机床的选用(选定X轴行程为1000mm数控铣床);②固定滚珠挡条平面A、B、C、D、E五个槽面的加工并保证平行度公差为0.03mm和表面粗糙度为Ra1.6;③滚珠挡条上安装传输轴的24个孔Φ11±0.015mm的加工并保证平行度公差为0.03mm、表面粗糙度为Ra1.6和与固定滚珠挡条平面的垂直度公差为0.03mm;④滚珠挡条总长度825±0.1mm的快速控制加工。
2 具体解决加工中难点的办法
滚珠挡条毛坯是均是调质45号成型钢,尺寸是830mm×20mm×14mm,毛坯细又长,易变形,零件六个面是平整的,可以用作装夹面,而且两端面的一端面、厚度14mm和宽度20mm都不需要加工。解决办法如下:
2.1 滚珠挡条的数控铣削加工工艺的安排
1)把夹具(图2)安装到数控铣床上,粗精铣削夹具装夹零件的各个面,保证与铣床导轨平行和垂直;
2)把零件装夹到夹具上,校正,钻Φ9的孔到位,用Φ10的铣刀从中间向两端粗精加工固定槽宽15mm,保证固定槽的平行度公差为0.03mm和表面粗糙度为Ra1.6;
3)零件装夹不变,钻Φ10.3的孔,用Φ10的铣刀从中间向两端精加工24个孔Φ11±0.015mm,保证平行度公差为0.03mm、表面粗糙度为Ra1.6和与固定滚珠挡条平面的垂直度公差为0.03mm(利用夹具保证同一装夹工序加工固定槽和孔Φ11±0.015mm,可以保证垂直度公差为0.03mm)。
4)零件装夹不动,加工总长度为825±0.1mm(毛坯两端面是平整的,以一端为定位面,加工另外一端即可)。
2.2 夹具设计
2.2.1 夹具设计的特点
夹具设计的特点主要为了加工时能够保证固定滚珠挡条平面A、B、C、D、E五个槽面和安装传输轴的24个孔Φ11mm必须达到图纸的形位精度和表面粗糙度的要求,同时能快速控制滚珠挡条的总长度,提高加工质量和效率。滚珠挡条是成对安装使用,是通过固定平面A、B、C、D、E五个槽面来保证24个孔Φ11mm安装传输轴的平行度,能够平稳传输陶瓷,保证陶瓷不变形或破裂。滚珠挡条毛坯是均是调质45号成型钢,尺寸是830mm×20mm×14mm,毛坯细又长,易变形,另外每月的生产量较大,经过多次试制出一种合理的夹具(图2)来完成加工任务。

图2 固定夹具
2.2.2 夹具的使用方法
夹具的使用方法是:将夹具大底面通过3个Φ14mm孔用M12的螺栓固定在机床导轨上;一次性可以安装四件零件到夹具上加工,以定位平面F定位零件的端面一端,通过用M10的螺栓固定压紧斜块压紧零件并将分成两件零件为一组,加工五个槽面和24个Φ11mm的孔。这样使零件加工时与安装时的形状一样(图3),加工完成之后拆下零件就不影响零件的安装使用效果。

图3
2.2.3 夹具设计的加工
夹具设计的加工是关键,如果没有符合加工要求直接影响零件的质量,所以夹具的加工如下:
①将6块尺寸为160mm×30mm×20mm的45号调质钢焊接到一块尺寸为800mm×160mm×30mm的45号调质钢板800mm×160mm面上;
②将尺寸为800mm×160mm×30mm的45号调质钢板另外一个800mm×160mm面加工平整,再钻出3个Φ14的孔,去毛刺;
③将尺寸为800mm×160mm×30mm的45号调质钢板加工平整的一个800mm×160mm面通过M12的螺栓固定在机床导轨上,一次性粗精加工好F、G、H、J、M、N、P七个平面至尺寸要求并保证表面粗糙度要求,再钻孔和攻丝为M10的螺纹孔,去毛刺;
④做一件压紧斜块,尺寸是厚度为20mm、上宽为30mm、下宽为35mm、中心钻Φ12的孔。
2.3 固定滚珠挡条平面A、B、C、D、E五个槽面的加工
在滚珠挡条的加工中,五个槽面的加工质量好或差会直接影响安装固定滚珠挡条,下面对五个槽面如何确保形位公差对加工工艺过程进行重点说明:
1)由于是经调质处理的毛坯,所以通常采用常规的粗铣和精铣的加工原则,工件的装夹采用设计的夹具装夹即可。
2)为了确保A、B、C、D、E五个槽面的平行度,则加工时通过夹具上 F、G、H、J、M、N、P 七个平面定位,用压紧斜块压紧零件,此时零件上五个槽面刚好离支撑零件的定位块近,这样在加工五个槽面时不容易变形,使加工时保证了五个槽面的形位公差平行度公差为0.03mm。选用Φ10的四刃钨钢刀从中间向两端粗铣五个槽面时槽侧和槽底面各留0.5mm的精铣余量,通过精铣保证表面粗糙度为Ra1.6。
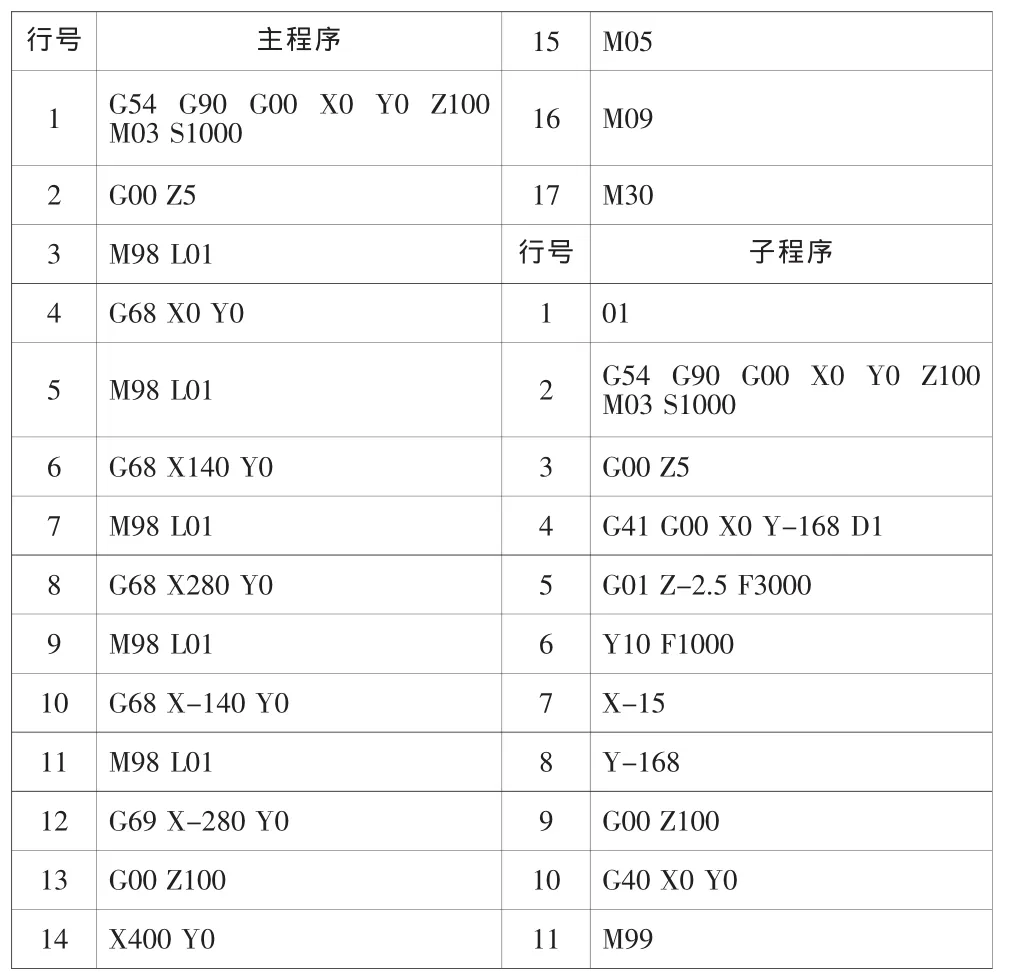
3)编辑程序
根据图1所知,五个槽面在一个平面上,之间的距离相等,采用主子程序方式编辑程序(三凌系统):
粗铣程序:
?
精铣程序:通过修改刀补精加工保证尺寸要求和表面粗糙度要求。
通过以上的工艺控制,从工艺上确保了形位公差和表面粗糙度的技术要求。
2.4 滚珠挡条上安装传输轴的24个孔Φ11±0.015mm的加工
在滚珠挡条的加工中,24个孔Φ11±0.015mm的加工质量好或差会直接影响传输陶瓷的质量和生产率,为此选定了如下的加工方案确保形位公差和表面粗糙度达到技术要求。
1)机床:选定X轴行程为1000mm的三凌系统数控铣床。
2)由于是经调质处理的毛坯,所以先用Φ10.3的钻头钻孔,钻后孔为10.3—10.5mm左右,再用Φ10的四刃钨钢铣刀从中间向两端精加工24个孔Φ11±0.015mm;工件的装夹采用设计的夹具装夹即可,利用夹具保证与同一装夹工序加工,这样就保证了与五个固定槽面的垂直度公差为0.03mm,24个孔Φ11±0.015mm也是同一装加工的,从而也保证了24个孔Φ11平行度公差为0.03mm、表面粗糙度为Ra1.6。
3)编辑程序
根据图1所知,24个孔Φ11在一个平面上,之间的距离相等,采用主子程序方式编辑程序(三凌系统):

?
2.5 滚珠挡条总长度825±0.1mm的快速控制加工
滚珠挡条总长度为825±0.1mm,设计的夹具为800mm长,有利益保证零件的稳定性;以夹具定位平面F定位滚珠挡条一端加工另外一端保证长度为825±0.1mm,滚珠挡条成对使用的长度一样,可以保证安装传输轴时的达到平行,传输陶瓷更平稳安全。
3 加工效果说明
滚珠挡条从2013年7月在实训中心试制成功以后,在厂家投入使用了近半年时间,根据厂家反馈的信息,滚珠挡条各项性能基本能满足设备的总体要求。从2014年开始,要充分体现出校企合作的效果,设计的夹具为该零件开始批量生产做了准备工作,让校企合作长期共赢。
[1]唐云岐.金属切削实用刀具技术[M].北京:中国劳动出版社,2002,9.
[2]唐云岐.机械制造技术[M].北京:中国劳动出版社,2003,7.
[3]吴明友.数控机床加工技术编程与操作[M].南京:东南大学出版社,2000.
[4]宋正.数控机床编程与操作[M].北京:中国劳动出版社,2005,6.
