冶金用液压缸检修控制要点
2015-01-06程启涛
程启涛
(宝钢集团新疆八一钢铁有限责任公司 乌鲁木齐)
一、前言
液压传动控制系统广泛应用于冶金行业,液压缸作为液压系统的执行元件在液压系统中起着重要作用。液压缸的种类很多,按供油方式,分为单作用缸和双作用缸;按活塞杆形式,分为单活塞杆缸和双活塞杆缸。液压缸作为执行元件直接安装于生产现场,最易受环境的污染。据统计,液压系统 70%以上的故障都与液压介质的污染有关。为保证清洁度,对污染控制必须系统考虑,从设计、制造、安装、使用和维修贯穿所有环节。因此对在线使用的液压缸,其检修过程中质量的控制必须给予高度重视。
二、液压缸检修
1.拆卸前准备工作
(1)工作步骤。①清理油污与粉尘。冶金企业使用的液压缸大多处于高温、高粉尘、高潮湿的环境中,使用工况非常恶劣。从生产现场更换下来的液压缸体外表面附有大量的油污和粉尘,检修前如果不能预先清理,检修时被带入缸内,进入液压系统,会引起设备的各种故障。因此,必须按照“先外后内”的原则,在液压缸整体拆卸前,先把外部附着的油污与粉尘彻底清理干净。②清洗缸体外部。油污与粉尘被清理完后,还需对缸体外部进行全面清洗,直到设备见底色。
(2)注意事项。①在液压缸外部附着的油污与粉尘尚未清理完全的情况下,不允许打开液压缸。②在使用汽油或煤油进行清洗时,必须作好相关的安全防范措施,不许在易燃易爆场所或附近作业,以免发生事故。③检修使用的工器具必须保持清洁,零部件的放置场所必须保持清洁,不允许胡乱堆放。
2.拆卸、清洗
拆卸前的准备工作完成后,就可以进行整体拆卸了,在拆卸过程中应作好标识,以免在装配中出错。由于各液压缸的结构不尽相同,拆卸时应根据缸的内部结构按序进行。如应先从端盖紧固螺栓开始拆卸,再依次将端盖(或端盖兼导向套)、活塞杆、活塞、缸筒等拆下。缸筒内表面与活塞杆外表面的精度要求较高,拆卸时应避免划伤。
整体拆卸后,需对拆下的零部件进行第二次清洗,因为液压系统70%以上的故障都与液压介质的污染有关,所以从维修环节比较好控制,也是保障系统清洁度的关键性措施之一。

表1 液压系统的污染控制等级
考虑到清洗剂的挥发性和装配要求,在第二次清洗时最好使用120#溶剂汽油作为清洗液(见机械工业部《液压件清洁度检测暂行办法》),使用稠布或的确良布进行擦洗,不能用大布或其他易起头絮的棉布、棉纱等,以免脱落的絮头进入液压系统堵塞液压元件。在所有零部件中,缸筒比较难清洗,因此要把缸筒作为重点并反复清洗。
(1)密封件。液压缸密封易损坏部位:活塞与缸筒内表面的密封;活塞与活塞杆的密封;活塞杆与导向套的密封;导向套与缸筒内表面的密封。检查密封件时,首先要观察密封件有无损伤,接触的摩擦面有无磨损,其次要看密封件的变形和材质劣化情况。
一般情况,O形圈在静密封情况下使用压力可达35 MPa,在动密封情况下使用压力可达10 MPa。当系统压力>10 MPa时,为防止O形圈挤入缝隙而受损伤,常在承压面加密封挡圈来保护O形圈。截面直径被部分被“啃掉”,见图1a,在这种情况下O形圈已经不能有效的密封,应该更换新的,除了要更换损伤的密封件外,对于那些出现变形与材质劣化的密封件也要及时更换。
对于Y形圈与V形圈等唇形密封件,除了要看本身有无损伤外,还要看密封面的磨损以及唇边卷曲情况。对于不能有效密封的,也要及时更换。见图1b和图1c。

图1 常见的密封损伤情况
不同的密封材料都有使用期限,液压缸日常维护时对已经到期的密封件,即使其表面完好,也要及时更换,以免因密封件材质老化而影响密封。
(2)活塞杆。活塞杆常用的材质是45#钢或40Cr,经调质处理为229~285 HB。表面镀铬,镀层厚度在0.03~0.05 mm。
检查活塞杆的外表面,看是否有纵状拉伤、局部点蚀以及镀层脱落现象。轻微的局部点蚀一般不会影响缸的密封。对于活塞杆外表面较重的纵状伤痕和镀层脱落,可能引起液压缸外部泄露。镀层脱落较重时,要重新镀铬并进行抛光加工,纵状伤痕如果无法修复处理,则要更换活塞杆。
(3)缸筒与油口。对于普通的液压缸,缸筒的常用材料为35#、45#无缝钢管。经调质处理HB241-285。另外常用的材料就是27SiMn。
缸筒内表面常有轻微的摩擦痕迹,一般不会影响缸的正常工作。
由于缸筒内表面的精度要求较高,一般为Ra 0.4~0.1 μm,碍于加工手段及检修空间的限制,对于缸筒内部出现的各种损伤,大多数情况下都不做修理,而是直接更换缸筒。
检查缸筒上的油口主要是看油口螺纹是否损坏,装管接头时是否有“滑丝”现象。如果有损伤就要及时处理,否则在安装使用后管接头就会因密封不严而出现漏油现象。以前也有过试图对缸筒内表面的损伤进行简单的修复处理,但均效果不佳。
(4)导向套与活塞。导向套的内表面常有轻微的摩擦痕迹,不会影响缸的工作。如果伤痕较重,如伤痕深度达0.2~0.3 mm时,就应进行修复或重新更换新的导向套。导向套的外表面与缸筒内表面之间没有相对运动,属静密封状态,一般不会出现损伤。
活塞的检查判定方法与导向套相同。如果表面的伤痕深度达到0.2~0.3 mm,或者活塞上有裂纹出现时,就应进行修复或更换新的活塞。
(5)注意事项。①拆卸时严禁使用蛮力强行拆卸,要根据缸的内部结构按照维修作业标准进行。②更换或修理过的零部件要经过3次清洗,不许未经清洗就直接进行装配。③更换下来的密封件要及时处理,严禁与修复好的密封件混放,以免使用时出错。
3.装配
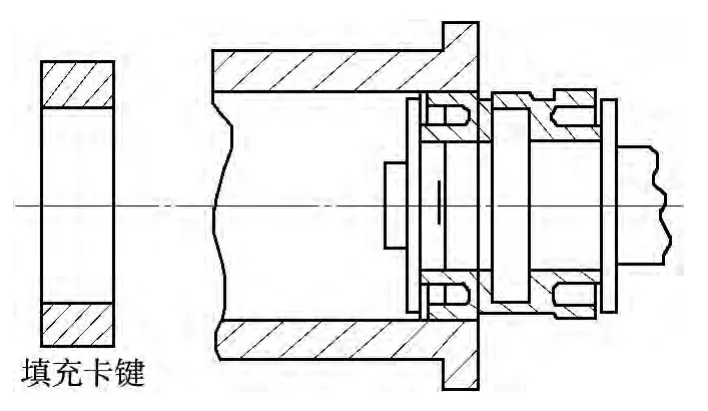
图2 填充卡键图
(1)装配准备。装配前,除制式工具外,还需准备橡胶锤、胶木棒和定制的胶木套等辅助工器具。检查装配的接触面是否光滑平整,如果有毛刺要及时去除。缸筒端部有卡键槽时,如图2所示,应预先加工好卡键,卡键的内径、外径和宽度与卡键槽相等,内径表面的粗糙度应与缸筒内表面的粗糙度保持一致,根据装配需求将卡键剖分为不均等的3部分(应以斜口形式剖分)。缸筒端部的内径尺寸从前到后如有阶梯形或锥形变化的,应根据实际情况预先加工好填充用的引进套,其尺寸、配合、粗糙度根据需求而定。准备好润滑油,润滑油品最好能与所检修的液压缸用油保持一致。检查待装的各零部件、所用的工器具是否干燥和清洁。检查检修装配人员的手部是否干净。检查经汽油清洗过的各零部件(特别是缸筒)是否已经挥发干净。
(2)装配作业。按照缸的内部结构和相应的维修作业标准,先分部装配,再进行总装。装配易损密封件应注意以下问题。①有些材料的密封件允许在装配前放入沸水中加热以便于安装。②注意密封件唇口的安装方向,特别是Y形圈、V形圈等密封件,应注意密封方向。③使用卡键、引进套等辅助器具,避免在装配中出现密封件唇边卷曲、扭挤、划伤现象,缸筒卡键槽使用填充卡键,活塞密封件平滑地通过卡键槽的装配。④所有的装配接触面都要涂好润滑油,杜绝无润滑装配。⑤使用“旋转压入”的方式,杜绝使用蛮力强行敲击。⑥上螺栓时,应按对角方向分别进行紧固。
(3)注意事项。①装配前,必须保证各零部件清洁、完好、挥发和干燥,检修装配人员要保证工器具和各自手部的清洁干净,严禁将任何杂质带入缸内。②装配前,要预先准备好各类辅助工器具,工器具不全不允许装配。③装配时,严禁使用废油液润滑,要尽量使用本系统的液压油作为润滑用油。④装配时,应在接触面涂润滑油,严禁无润滑装配,严禁使用蛮力强行锤击零部件。
三、液压缸检测
1.压力检测
修复的液压缸装配前必须进行压力试验,以保证液压缸达到使用要求。液压缸根据所使用的工作压力等级,一般可分为≤16 MPa,25 MPa,31.5 MPa,≥40 MPa 等压力级别。不同的压力级别对应着不同的试验压力。例如,液压缸额定压力≤16 MPa,试验压力为额定压力的1.5倍,压力试验时间为5 min。液压缸额定压力>16 MPa,试验压力为额定压力的1.25倍,压力试验时间为5 min。具体情况见表2。

表2 液压系统的压力分级表
2.密封检测
检查各管接头的密封状况,重点检查液压缸是否有内泄与外泄现象。通常的方法是,用1张干净的白纸贴在活塞杆上,观察纸面是否有油迹。只要活塞杆不带油,则纸面仍旧是干净的。液压缸没有出现外泄现象。液压缸在带负载试压时,如果压力表上显示的压力低达不到预先设定的压力值,或缸的运行速度明显较慢,或在保压状态下拆下回油腔一端的管接头发现有油液流出,则缸内可能有内泄情况发生。参照新液压缸出厂时的可靠性试验数据,根据泄露量的大小,可以判定液压缸是否因内泄而检修失效。
3.缓冲装置
缸内部的缓冲装置是通过节流孔的节流作用形成一个背压,以减缓活塞和活塞杆的运行速度,避免出现活塞与缸底的冲击碰撞现象。油液密度观察活塞杆的往复运动,如感觉活塞运动到缸底时有明显的“减速”现象,就说明缓冲装置在起作用。
4.排气装置
液压缸中如果混入了空气,则会出现“爬行”现象,排气装置可将缸内空气排出,在压力检测时,调节排气装置的松紧螺钉,将缸内空气排出。没有排气装置的液压缸,可通过油液循环将缸内的空气排出。凡设有排气装置的液压缸,安装时必须做好排气工作。
5.封口
修复后的液压缸,油口要用塑料塞子或透明胶带封住,避免杂质与污物进入缸内。应注意:①压力试验时要保证液压缸内的清洁,严禁使用不清洁的液压油和设施进行试压。②试压合格的液压缸在封口时要用干净的塑料塞子或透明胶带,严禁使用棉纱、棉布等物品。③试压合格的液压缸在使用前需先排气,头部耳环与销轴等安装位置应加入润滑脂,不允许强行安装。
四、结语
液压传动系统中的液压缸,绝大多数都可以由使用单位自行实施检修。只要在检修过程中做好质量控制工作,认真把握好检修过程中的关键点,经过自行检修的液压缸完全能够满足生产现场的需求。