轧孔单板-塑料复合无醛胶合板的热压工艺研究
2015-01-05叶翠仙杨文斌徐剑莹陈祖建
叶翠仙,杨文斌,徐剑莹,陈祖建,廖 瑞,钟 柱
(1 福建农林大学 a 艺术学院,b 材料工程学院,福建 福州 350002;2 中南林业科技大学 材料与工程学院,湖南 长沙 412004)
轧孔单板-塑料复合无醛胶合板的热压工艺研究
叶翠仙1a,杨文斌1b,徐剑莹2,陈祖建1a,廖 瑞2,钟 柱2
(1 福建农林大学 a 艺术学院,b 材料工程学院,福建 福州 350002;2 中南林业科技大学 材料与工程学院,湖南 长沙 412004)
【目的】 根据高密度聚乙烯塑料薄膜(HDPE)熔融后黏度大的特点,确定生产轧孔尾巨桉单板/HDPE复合无醛胶合板(简称WPCP)的可行性和热压工艺参数。【方法】 利用数字显微镜揭示WPCP界面的微观形态特征,通过单因素试验分析WPCP的热压工艺条件(热压温度、热压压力、热压时间)对其胶合强度、静曲强度(MOR)和弹性模量(MOE)的影响,确定WPCP的热压工艺条件。【结果】 单板表面的轧孔处理可以提高塑料薄膜的渗透性,在各单板层之间形成“树枝状胶钉”薄膜结构;在热压温度170~180 ℃、热压压力1.0~1.2 MPa、热压时间 8~10 min的条件下,WPCP胶合强度、静曲强度(MOR)和弹性模量(MOE)分别为1.21~1.32 MPa,42.76~65.81 MPa 和6 678.43~8 348.93 MPa,其MOR和MOE的值均达到普通胶合板的性能要求,可以生产出符合国家 Ⅰ 类胶合板胶合强度要求的无醛木塑胶合板。【结论】 综合考虑生产成本和复合板性能指标,确定优化工艺因子为热压温度170 ℃,热压压力1.0 MPa,热压时间10 min,WPCP的MOR、MOE分别为64.13和8 167.57 MPa,相当于中等硬材水平。
轧孔单板;塑料薄膜;无醛胶合板;木塑复合胶合板;热压工艺
木塑复合材料(Wood plastic composite,WPC)是当前木材科学与技术研究中能充分、合理利用速生材资源和废弃塑料的重要技术战略[1-3],因其兼具木材和塑料的诸多优良性能而具有广阔的应用前景[4-5]。木塑复合材料的复合形式包括实木浸注复合工艺和直接复合工艺2种类型,国内外研究中直接复合工艺仍以挤出、注塑成型为主[6-7]。平压工艺法是直接复合工艺中未被推广应用的一种木塑复合工艺,是基于传统胶合板生产工艺的一种新型木塑复合材料的制备方法,即以木材单板为基本体,以热塑性塑料薄膜替代胶黏剂制备木塑复合胶合板[7]。王正等[6]、常亮等[7]采用平压工艺法对杨木速生材单板/低密度聚乙烯塑料薄膜制备木塑复合胶合板的热压工艺进行了研究,获得了最佳热压工艺条件,产品的胶合强度能满足Ⅱ类胶合板要求。由于聚乙烯薄膜熔化后黏度较大,不易快速在单板表面均匀铺展,直接影响其在木材表面和细胞孔隙中的渗透程度,所以复合板的胶合强度等物理力学性能受到很大影响。关于木材单板/塑料薄膜复合胶合板的表面胶合机理及提高木塑复合板物理力学性能的工艺方法等研究国内外尚未见报道。本试验拟对速生材尾巨桉(Europhylla×Egrandis)单板表面进行轧孔处理以增加木塑复合胶合板热压过程的胶合面积,提高胶合强度等力学性能,重点研究单板表面轧孔处理后与高密度聚乙烯薄膜胶合界面的微观结构及复合板的热压工艺方法,以增加木塑复合材料新品种,进而为扩大速生材制备无醛人造板新品种提供理论依据。
1 材料与方法
1.1 原料准备
尾巨桉(Europhylla×Egrandis)旋切单板,厚度2.0~2.5 mm,表面经过轧孔机械处理以增加胶合强度。将单板置电热恒温箱中干燥至平衡含水率为6%~8%,裁切规格为300 mm×300 mm。加入不同助剂、抗氧剂预制成型的热熔性高密度聚乙烯塑料薄膜(由福州绿源科技有限公司提供),塑料薄膜体积质量约0.91 g/cm3,厚度0.12 mm,薄膜的裁剪幅面与单板相同,以单层聚乙烯塑料薄膜作为黏结材料。
1.2 试验设备
单板表面轧孔机械自制,轧针直径1 mm;另有QD-100型试验热压机、AGS-500B型万能力学试验机、KH-7700型数字显微镜(美国科视达中国有限公司)、HH.W21-420型电热恒温箱及数显恒温水浴锅。
1.3 试验设计与方法
1.3.1 单板表面轧孔处理 根据胶合理论,机械胶合是由于胶液渗入木材表面敞开的管孔和木材细胞的孔隙中,固化后形成“胶钉”而获得较高的胶合强度,胶黏剂的渗透程度将影响胶合强度的大小[8-12],胶黏剂对多孔木材的渗透性一直被认为是胶合过程的关键[12],为了增强熔化后高黏度聚乙烯塑料薄膜对尾巨桉单板的渗透性,拟采用自制的单板表面轧孔机械在尾巨桉单板双面轧出20~30个/cm2盲孔,轧孔针直径为1 mm,孔深1~1.5 mm,孔隙分布随机。轧孔处理后的单板备用。
1.3.2 试验工艺流程 轧孔尾巨桉单板/HDPE复合无醛胶合板(WPCP)的热压工艺流程如图1所示。其中各单板层之间按相邻层单板纤维方向相互垂直的原则进行组坯,试验条件下冷处理的方法是用冷却水将热压板温度快速降低到40 ℃,保压5 min,取出后陈放1 d再进行试件锯制。
1.3.3 试验方法 试验以5层尾巨桉单板/HDPE复合胶合板为研究对象,试件幅面规格为300 mm×300 mm。在前期准备试验基础上采用单因素试验方法,其中固定工艺参数为:热压温度170 ℃,热压压力1.0 MPa,热压时间10 min;变动工艺参数为:热压温度分别取160,170,180 和190 ℃ 4个水平,热压压力分别取0.8,1.0,1.2和1.5 MPa 4个水平,热压时间分别取5,8,10和12 min 4个水平。每一个工艺条件下压制3块5层结构木塑胶合板,从每块板中锯制3块试件,每项力学性能参数各测定9个试件再取平均值,分析热压温度、热压压力和热压时间3个因素对复合板性能的影响规律。
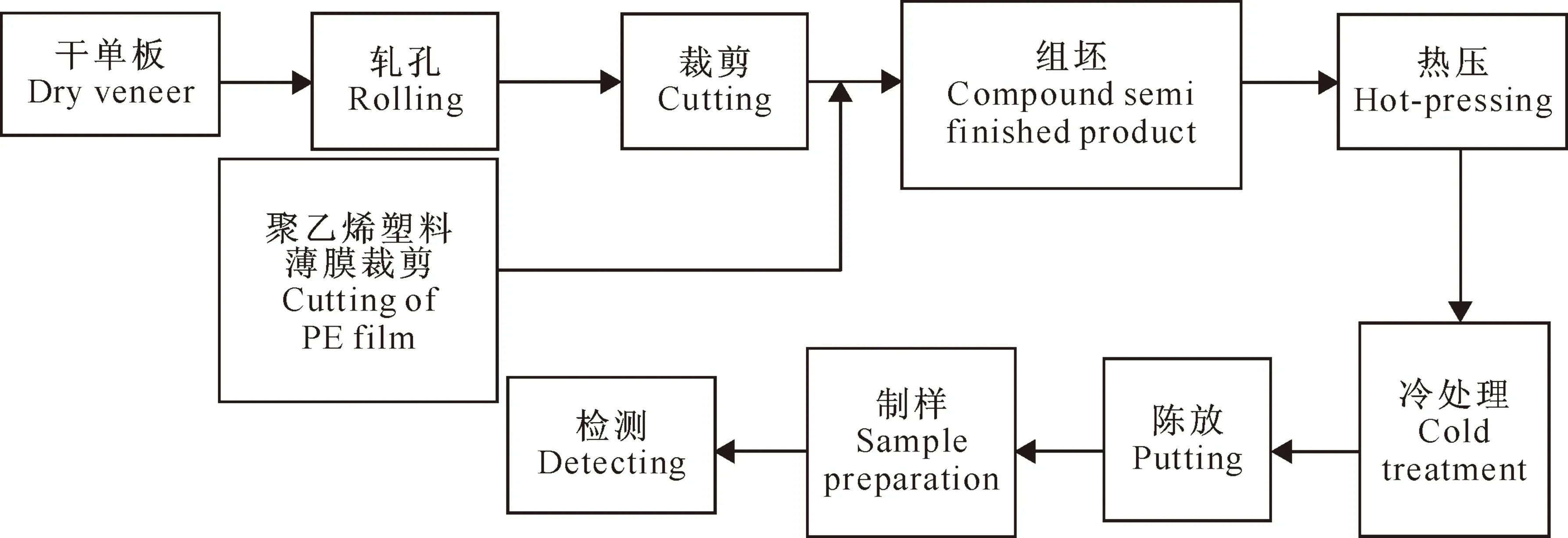
图1 WPCP热压试验的工艺流程
1.4 测定项目及方法
1.4.1 WPCP胶合界面的微观形态分析 复合板胶合界面的微观形态利用KH-7700型数字显微镜进行观察比较,试件统一制作成50 mm×50 mm规格,可以分别观察2个横断面的形貌,放大倍数分别为30倍和50倍。
1.4.2 WPCP胶合强度的测定 试件胶合强度依据GB/T 9846.7-2004《胶合板:7.试件的锯制》[13]及GB 9846.12-1988《胶合板胶合强度的测定》[14]等相关国家标准分别进行测定,本试验按Ⅰ类胶合板标准进行测定。
1.4.3 WPCP弯曲弹性模量与静曲强度的测定 参照GB/T 17657-1999《人造板及饰面人造板理化性能试验方法》[15]进行试件制作与测定。
2 结果与分析
2.1 WPCP胶合界面的微观形态
尾巨桉单板/塑料薄膜之间的胶合主要依靠机械胶合的作用[16]。单板表面未经轧孔处理时,熔融状态的高密度聚乙烯薄膜黏度较大,无法渗透到单板表面和木材细胞孔隙中形成深层的“胶钉”,只能在单板与单板之间形成薄膜层将两者胶接起来,如图2-a所示。单板表面经轧孔处理后,在固定工艺参数,即热压温度170 ℃、热压压力1.0 MPa、热压时间10 min条件下制备木塑复合板,为便于观测胶合界面微观形态,高密度聚乙烯塑料采用红色薄膜,试件断面在KH-7700型数字显微镜下放大30倍和50倍所观测到的结果如图2-b,c所示。

图2 WPCP胶合界面的微观结构
图2-b,c显示,轧孔处理提高了熔融状态聚乙烯薄膜在单板表面的渗透性,塑料薄膜在两单板之间形成了明显的深层“胶钉”。由于孔隙分布是随机的,所以两单板之间的“胶钉”无明显规律性。从整体来看,图2所示试样断面呈现了2种类型的形貌特征,即无孔胶合界面与有孔胶合界面,出现这种现象的主要原因是:人工林桉树单板内含物较丰富,单板表面渗透性差,黏度较大的熔融状态的高密度聚乙烯塑料薄膜无法渗透到单板深层结构,只在单板层表面之间形成一层薄膜,而有轧孔的孔隙部位大大改善了单板表面的渗透性,明显形成了流体通道。从图2-b,c所示的胶合界面可以明显看到,熔融状态的高密度聚乙烯塑料薄膜已渗透进孔隙中,孔隙中的薄膜与单板层之间的薄膜固化后形成交叉的“胶钉”,相邻的单板层之间就能形成不规则但连续的“树枝状胶钉”,从而将相邻2层单板紧密地连接在一起,明显提高了木塑复合板的胶合性能。
2.2 热压温度对WPCP物理力学性能的影响
2.2.1 胶合强度 从图3可以看出,热压温度对WPCP的胶合强度有明显影响,在热压单位压力为1 MPa、热压时间为10 min的工艺条件下,随着热压温度的升高,WPCP的胶合强度呈增加趋势,当温度从160 ℃上升到170 ℃时,胶合强度增加较快,从170 ℃升高到180 ℃,胶合强度略有提高,并在180 ℃时达到最大,为1.24 MPa,较160 ℃时增加了121.4%;随着温度从180 ℃继续升高到190 ℃, 胶合强度开始逐渐下降。其原因与高密度聚乙烯薄膜的熔点有关,理论上高密度聚乙烯薄膜的熔点是142 ℃[17-18],但根据前期的准备试验观察发现,预制成型的高密度聚乙烯薄膜直接置于热压板上能快速呈熔融状态的温度约为150 ℃,考虑到传热的温差效应,为了使聚乙烯塑料薄膜充分熔化且具有较好的流动性,本试验选择的最低热压温度为160 ℃。当热压温度为170 ℃时足以使聚乙烯塑料薄膜快速熔化并在单板表面扩展、渗透,冷却固化后能形成“树枝状胶钉”,此时测定的试件胶合强度为1.21 MPa,略低于180 ℃的胶合强度。当继续提高热压温度到190 ℃时,将使厚度较小(约0.12 mm)的聚乙烯薄膜大量渗透到单板表面密集的孔隙中,导致单板之间局部缺少薄膜层,反而使复合板的胶合强度降低。因此,从生产效率和节约能耗的角度考虑,选择170 ℃作为优化的热压温度。

图3 热压温度对WPCP物理力学性能的影响
2.2.2 静曲强度与弹性模量 从图3可以看出,热压温度对WPCP静曲强度与弹性模量影响显著,在固定工艺参数,即热压压力1 MPa、热压时间10 min的工艺条件下,随着热压温度从160 ℃升高到170 ℃, WPCP的静曲强度与弹性模量均呈增加趋势, 其中静曲强度增加了67.5%,弹性模量增加了65.8%;当热压温度从170 ℃继续升高到190 ℃时,WPCP的静曲强度与弹性模量均呈降低趋势,其中静曲强度减小了50.8%,弹性模量减小了38.1%。这是因为热压温度为160 ℃时,5层复合板的厚度使各单板层之间聚乙烯薄膜的熔化不够充分,特别是中间层的薄膜无法渗透到单板表面轧制的孔隙中,也就不能形成“树枝状胶钉”,从而影响了复合板的静曲强度与弹性模量。当热压温度为170 ℃时,此时的温度足以熔化各单板层之间的聚乙烯薄膜,并使之渗透到单板表面的孔隙中形成“胶钉”,同时高温和压力的作用使复合板的表面单板密实化,甚至发生弹塑性变形,从而提高了表层单板的力学性能。图3显示,热压温度为170 ℃时,WPCP的静曲强度与弹性模量均达到最高,分别为64.13和 8 167.57 MPa。当热压温度再升高达到180和190 ℃时,热压温度会使木材中的某些高分子化合物从玻璃态向橡胶态转变,结果使木材细胞结构和一些物理及机械性能发生改变[19-20]。另外,过高的温度会使聚乙烯薄膜大量渗透到单板表面密集的孔隙中,造成单板之间局部缺少薄膜层,从而无法形成连续的塑料薄膜胶合层,造成复合板局部应力集中;同时热压后的复合板表面单板有明显的炭化迹象,这些因素都会造成复合板的静曲强度与弹性模量等力学性能下降。由此可见,选择170 ℃的热压温度可以使WPCP获得最高的静曲强度与弹性模量。
2.3 热压压力对WPCP物理力学性能的影响
2.3.1 胶合强度 热压压力是尾巨桉单板与聚乙烯塑料薄膜之间实现胶合的主要外因, 压力不仅可以使单板与薄膜紧密接触,还可以使熔融状态的薄膜进一步渗透到单板表面的孔隙形成不同形态的“胶钉”[10]。从图4可以看出,热压压力对WPCP胶合强度有比较明显的影响,在热压温度为170 ℃、热压时间为10 min时,随着热压压力从0.8 MPa增加到1.0 MPa, WPCP的胶合强度增加了67.1%,并在热压压力为1.0 MPa时达到最高值;当热压压力从1.0 MPa再升高到1.5 MPa时,胶合强度又逐渐下降。这是因为聚乙烯塑料薄膜熔融后黏度较大,热压板所施加的外力必须使薄膜层在单板之间处于紧密接触状态下冷却固化。当热压压力小于1.0 MPa时,单板与薄膜层之间接触不够紧密,所以影响了复合板的胶合强度;当热压压力超过胶合界面形成“胶钉”所必须的压力值(1.0 MPa)时,熔融状态的塑料薄膜在较大压力条件下无法进一步扩展,且随着单板的压缩率增加,可能将单板表面的孔隙压溃,无法形成较均匀的“树枝状胶钉”,结果导致复合板的胶合强度降低。在较大热压压力条件下制备的试件,测定胶合强度时出现了相对较高的木材破坏率,在试件胶合强度没有提高的前提下,也说明复合板的单板基材在热压过程中会受到一定程度的破坏。

图4 热压压力对WPCP物理力学性能的影响
2.3.2 静曲强度与弹性模量 热压压力的大小直接影响板坯的压缩率与密度。从图4可以看出,在热压温度为170 ℃、热压时间为10 min时,随着热压压力从0.8 MPa增加到1.2 MPa,WPCP的静曲强度与弹性模量均有较大提高, 其中静曲强度增加了74.2%,弹性模量增加了66.3%;当热压压力从1.2 MPa升高到1.5 MPa时,WPCP的静曲强度与弹性模量均略有下降。究其原因,是因为在较小的热压压力(0.8 MPa)下,复合板中单板的压缩率较小,塑料薄膜固化后,单板孔隙中由薄膜形成的“胶钉”与单板层之间的薄膜是连续的结构,保留了聚乙烯塑料薄膜软而韧的特点,所以复合板的静曲强度与弹性模量较低,分别为37.77和5 019.23 MPa。随着热压压力增加到1.2 MPa,在较高热压温度和持续热压作用下,单板表面会发生一定的弹塑性变形,使表面更加密实化[20],各层单板的压缩率进一步增大,复合板的结构呈现表面硬中间韧的特点,从而提高了复合板的静曲强度与弹性模量。当热压压力进一步增加到1.5 MPa时,单板的压缩率持续增加,较高的压力可能会将单板表面的孔隙压溃,不利于“胶钉”的形成,在受到外力作用时,抗变形能力略有下降,因此复合板的静曲强度与弹性模量也随之降低。
2.4 热压时间对WPCP物理力学性能的影响
2.4.1 胶合强度 图5表明,热压时间对WPCP胶合强度的影响不显著。在固定工艺参数,即热压温度为170 ℃、热压压力为1 MPa时,随着热压时间从5 min增加到10 min,WPCP的胶合强度略有提高,增加了17.4%;当热压时间从10 min继续升到12 min时,WPCP的胶合强度反而略有下降,减小了7.8%。其原因与高密度聚乙烯薄膜的熔点和尾巨桉单板的传热有关。余养伦等[20]研究表明,对5层的桉树单板层积材(单板厚为2.5 mm), 当热压温度为140 ℃时,板坯芯层温度在热压时间为 3.3 min左右就能达到140 ℃。本试验采用桉树单板厚度为2.2 mm的5层复合板,当热压板的温度为170 ℃,在5 min内板坯芯层温度一般也能达到170 ℃,从而使各层塑料薄膜充分熔化。但试验结果显示热压5 min时复合板胶合强度略小,可能是由于热压时间短,熔融状态的塑料薄膜无法在单板表面充分扩展、渗透,冷却固化后形成的“树枝状胶钉”数量较少所致。随热压时间由10 min延长到12 min,复合板的胶合强度反而下降,主要是因为聚乙烯塑料薄膜厚度较小,热压时间过长会使塑料薄膜过度渗透到单板表面的孔隙中造成胶合界面的薄膜分布不均匀,固化的薄膜不连续,反而使胶合强度降低。同时,速生材桉树单板胞壁薄,长时间的高温和压力作用会使木材部分降解,导致单板基材强度降低,试件测定过程中木材破坏率略高也证明了这一点。

图5 热压时间对WPCP物理力学性能的影响
2.4.2 静曲强度与弹性模量 图5表明,热压时间对WPCP静曲强度与弹性模量的影响也不显著。随着热压时间的增加,WPCP的静曲强度和弹性模量均呈先增加后减小的趋势,在热压时间为10 min时达到最高,分别为65.36和8 309.32 MPa,其原因与热压时间对胶合强度的影响相似。当热压时间从10 min继续升到12 min时,静曲强度和弹性模量分别下降了10.1%和8.3%。这是因为速生材桉树的细胞壁较薄,在一定的温度和压力作用下,随着热压时间的延长,木材容易被软化压缩或部分分解, 与热压板接触的单板表面会发生弹塑性变形,复合板的正、背面呈现轻微的炭化迹象,使复合板表层材料具有一定的脆性而降低了复合板的静曲强度和弹性模量等力学性能指标。
3 结 论
1)对复合板胶合界面在数字显微镜下的微观形态进行观察与分析后可知,速生材桉树单板表面经过轧孔处理可以提高大黏度塑料薄膜的渗透性,单板孔隙中的薄膜与单板层之间的薄膜固化后形成交叉的“树枝状胶钉”,可以明显提高木塑复合胶合板的胶合强度等物理力学性能,是一种可行的无醛胶合板的生产工艺方法。
2)在本试验的高密度聚乙烯塑料薄膜品种和试验因子水平范围内,对尾巨桉单板/高密度聚乙烯塑料薄膜复合胶合板而言,影响复合板胶合强度等物理力学性能的热压工艺参数显著程度顺序为:热压温度>热压压力>热压时间。
3)在本试验条件下,当热压工艺参数分别为:热压温度170~180 ℃,热压压力1.0~1.2 MPa,热压时间8~10 min时,WPCP的胶合强度、静曲强度(MOR)和弹性模量(MOE)分别为1.21~1.32 MPa、42.76~65.81 MPa 和6 678.43~8 348.93 MPa,其MOR和MOE的值达到普通胶合板的性能要求,可以生产出胶合强度符合国家Ⅰ类胶合板要求的无醛胶合板。
4)根据试验结果,考虑热压温度为180 ℃时容易导致复合板表面变色,选择最佳热压温度为170 ℃;另外,提高热压压力会使复合板压缩率加大,出材率降低,所以热压压力为1.0 MPa比较合理;综合权衡生产成本和复合板性能指标,尾巨桉单板/高密度聚乙烯塑料薄膜复合胶合板的最优热压工艺条件为:热压温度170 ℃,热压压力1.0 MPa,热压时间10 min。对于厚型复合板的制备要考虑板坯的传热速度,其工艺参数需要进行相应调整。
[1] Craig C.Wood-plastic composites in the United States:The interfacing of two industries [J].Forest Products Journal,2002, 52(6):10-18.
[2] Hse C Y,Shupe I F,Pan H.Veneer-reinforced particleboard for exterior structural composition board [J].Forest Products Journal,2012,62(2):139-145.
[3] 王 正,鲍甫成,郭文静.木塑复合工艺因子对复合材料性能的影响 [J].林业科学,2003,39(3):88-94.
Wang Z,Bao F C,Guo W J.The effect of the process factors on the properties of wood-plastic composite panels [J].Scientia Silvae Sinicae,2003,39(3):88-94.(in Chinese)
[4] Quist Y,Rzej A,Kraxysi K,et al.Mechanical and physical pro-perties of air formed wood-fiber/polymer-fiber composites [J].Forest Product Journal,1992,42(6):42-48.
[5] 邱 坚,肖绍琼,杜官本,等.西南桤木木塑复合材料的研究 [J].林业科学,2003,39(3):99-109.
Qiu J, Xiao S Q,Du G B,et al.Study on the wood polymer composites withinAlnusnepalensisD Don [J].Scientia Silvae Sinicae,2003,39(3):99-109.(in Chinese)
[6] 王 正,郭文静,王建军.木塑复合材料板制造工艺的因子研究 [J].林产工业,1996,23(2):8-9.
Wang Z,Guo W J,Wang J J.Research on hot-press factors of poplar veneer/disposable plastic film plywood [J].China Forest Products Industry,1996,23(2):8-9.(in Chinese)
[7] 常 亮,王 正,郭文静,等.木塑复合胶合板热压复合因子研究 [J].木材加工机械,2009,50(6):12-15.
Chang L,Wang Z,Guo W J,et al.Study on hot-press process factors of wood-plastic composite plywood [J].Wood Processing Machinery,2009,50(6):12-15.(in Chinese)
[8] 科尔曼 F F P.木材学与木材工艺学原理:人造板 [M].北京:中国林业出版社,1984.
Coleman F F P .Wood science and technology principles wood:Plywood [M].Beijing :Chinese Forestry Press,1984.(in Chinese)
[9] 陈根座.胶粘剂应用手册 [M].北京:电子工业出版社,1994:16-17.
Chen G Z.Adhesive application handbook [M].Beijing:Electronics Industry Press,1994:16-17.(in Chinese)
[10] 程瑞香.木材胶接时胶合强度的形成过程 [J].木材加工机械,2004,34(6):32-34.
Cheng R X.The formation of the bonding strength of wood [J].Wood Processing Machinery,2004,34(6):32-34.(in Chinese)
[11] Brady D E,Kamke F A.Efects of hot-pressing parameters on resin penetration [J].Forest Prod J,1988,38(11):63-68.
[12] Semek M,Resnik J,Kamke F A.Penetration of liquid urea formaldehyde adhesive into Beech wood [J].Wood and Fiber Science,1999,31(1):41-48.
[13] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 9846.7-2004 《胶合板:7.试件的锯制》 [S].北京:中国标准出版社,2004.
General Administration of Quality Supervision,Inspection and Quarantine of the People’s Republic of China(AQSIQ),Standardization Administration of the People’s Republic of China.GB/T 9846.7-2004 《Plywood-Part:7.Cutting of test specimens》 [S].Beijing:Standards Press of China,2004.
[14] 中国林业科学研究院木材工业研究所.GB 9846.12-1988《胶合板胶合强度的测定》 [S].北京:中国标准出版社,1988.
Research Institute of Wood Industry, Chinese Academy of Forestry.GB 9846.12-1988 《Plywood determination of glue bond strength》 [S].Beijing:Standards Press of China,1988.
[15] 中国林业科学研究院木材工业研究所.GB/T 17657-1999《人造板及饰面人造板理化性能试验方法》 [S].北京:中国标准出版社,1999.
Research Institute of Wood Industry,Chinese Academy of Forestry.GB/T 17657-1999 《Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels》 [S].Beijing:Standards Press of China,1999.
[16] 王 正.木塑复合材料界面特性及其影响因子的研究 [D].北京:中国林业科学研究院,2001:61-64.
Wang Z.The research on interfacial characteristics and central influencing factors of wood plastic composite materials [D].Beijing:Chinese Academy of Forestry,2001:61-64.(in Chinese).
[17] 江 涛,李秀荣,谢延军,等.微波预处理对巨尾桉木材渗透性的影响 [J].西北林学院学报,2013,28(1):174-177.
Jiang T,Li X R,Xie Y J,et al.Effects of microwave pretreatment on the permeability ofEucalyptusgrandis×Eucalyptusurophylla[J].Journal of Northwest Forestry University,2013,28(1):174-177.(in Chinese)
[18] 罗晓光,周远翔,梁曦东,等.聚乙烯熔点对电树起始电压的影响 [J].高压电技术,2002,28(6):4-6.
Luo X G,Zhou Y X,Liang X D,et al.Effect of PE melting on the starting voltage of electrical tree [J].High-voltage Technology,2002,28(6):4-6.(in Chinese)
[19] 余养伦,于文吉.桉树单板层积材的制造工艺和主要性能 [J].林业科学,2007,43(8):154-158.
Yu Y L,Yu W J.Manufacturing technology and main properties for laminated veneer lumber ofEucalyptus[J].Scientia Silvae Sinicae,2007,43(8):154-158.(in Chinese)
[20] 余养伦,任丁华,周 月,等.尾叶桉单板胶合性能的初步研究 [J].林产工业,2006,33(4):20-24.
Yu Y L,Ren D H,Zhou Y,et al.Preliminary study on gluing performance ofE.urophyllaveneer [J].China Forest Products Industry,2006,33(4):20-24.(in Chinese)
Hot-pressing technology of formaldehyde-free plywood made by veneers with rolling holes and high-density polyethylene film
YE Cui-xian1a,YANG Wen-bin1b,XU Jian-ying2,CHEN Zu-jian1a,LIAO Rui2,ZHONG Zhu2
(1 aArtsCollege,bCollegeofMaterialEngineering,FujianAgricultureandForestryUniversity,Fuzhou,Fujian350002,China;2CollegeofMaterialsScienceandEngineering,CentralSouthUniversityofForestryandTechnology,Changsha,Hunan412004,China)
【Objective】 Base on the characteristics of high viscosity of HDPF after melting,the feasibility and hot-pressing technology of formaldehyde-free plywood made byEurophylla×Egrandisveneers with rolling holes and high-density polyethylene film (HDPF) were determined.【Method】 The microstructure of WPCP interface was revealed using microscope.The effects of hot-pressing conditions (hot-pressing temperature,pressure,and time) of WPCP on the bonding strength,modulus of rupture (MOR) and modulus of elasticity (MOE) were investigated through single factor analysis to determine hot-pressing conditions of WPCP.【Result】 Rolling hole treatment of veneer surface improved the permeability of plastic film and formed film structure of “branch-like glue nails” among veneer layers.Under the conditions of hot-pressing temperature of 170-180 ℃,hot-pressing pressure of 1.0-1.2 MPa and hot-pressing time of 8-10 min,the numerical ranges of bonding strength,MOR and MOE of WPCP were 1.21-1.32 MPa,42.76-65.81 MPa,and 6 678.43-8 348.93 MPa,respectively.MOR and MOE met the performance requirements of ordinary plywood to generate formaldehyde-free plywood in line with the National standard of Ⅰ type plywood.【Conclusion】 Based on the consideration of both cost and performance of WPCP,the optimized conditions were:hot-pressing temperature 170 ℃,hot-pressing pressure 1.0 MPa,and hot-pressing time 10 min.The resulted MOR and MOE of WPCP were 64.13 MPa and 8 167.57 MPa,which were equivalent to the properties of medium hard wood.
veneer with rolling holes;HDPF film;formaldehyde-free plywood;wood-plastic composite plywood;hot-pressing technology
时间:2015-11-11 16:16DOI:10.13207/j.cnki.jnwafu.2015.12.011
2014-04-10
福建省科技厅引导性项目(K53150001A);福建省科技厅重大区域专项(2012N31010102);国家林业局“948”项目(2011-4-22);国家自然科学基金项目(30771681)
叶翠仙(1966-),女,福建福鼎人,副教授,主要从事家具工程与设计研究。E-mail:yecuix1001@126.com
徐剑莹(1965-),女,福建福清人,教授,博士生导师,主要从事人造板工艺研究。E-mail:xujykyoto@163.com
TS653.3
A
1671-9387(2015)12-0076-07
网络出版地址:http://www.cnki.net/kcms/detail/61.1390.S.20151111.1616.022.html
