活塞式冷风放风阀缺陷及改进
2015-01-01周昌银周文涛
周昌银 周文涛
(马钢二铁总厂 安徽马鞍山)
一、前言
高炉冷风放风阀是送风系统的关键设备,受高炉鼓风机不允许频繁启动的限制,冷风放风阀安装在鼓风机出口与热风炉组间的冷风管道上,在鼓风机不停止工作情况下,用放风阀把一部分或全部鼓风排放到大气中的方法来调节高炉入炉风量和风压。活塞式放风阀由调节蝶阀与放风活塞阀组合而成,利用装配在调节蝶阀主轴轴端的电动装置驱动蝶阀阀板转动,通过内置的铰接连杆实现蝶阀与活塞阀联动。其存在的问题是活塞阀摩擦阻力大,容易发生卡阻现象而影响放风阀的功能。马钢2500 m3高炉活塞式冷风放风阀自高炉投产后一直不能正常使用,放风活塞阀卡阻,影响高炉送风系统的正常操作,给高炉修复风操作带来困难。
二、缺陷分析
1.放风阀故障
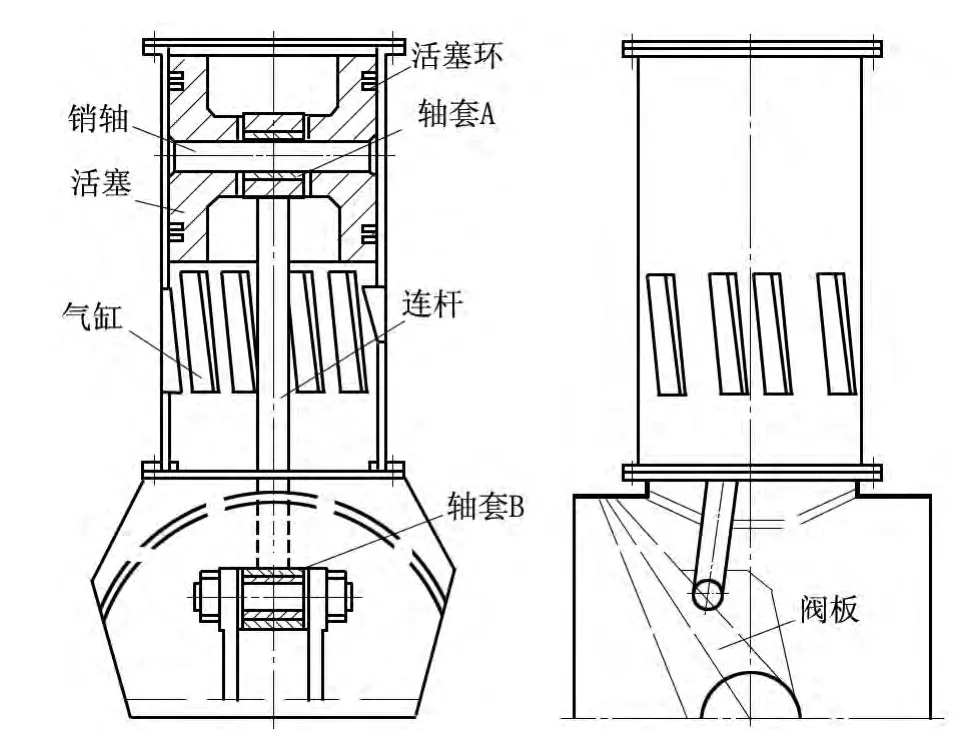
图1 活塞式放风阀结构简图
马钢2500 m3高炉,所用直径1600 mm/600 mm活塞式放风阀,结构见图1。调节蝶阀阀板1在电动装置作用下转动,通过连杆驱动活塞上下移动,使放风气缸的放风孔打开和关闭,实现放风阀放风调节功能。阀在常温常压下工作正常,但送风后工况温度为200℃,工作压力将近40 kPa,活塞即与气缸卡死。拆下气缸部件解体检查,活塞、活塞环与缸体呈抱死状态,活塞环胀紧力过大,拆卸困难。缸体内壁单侧有明显撕伤,活塞单侧柱面与缸壁紧密接合,呈胶合状态。活塞、阀板连接销轴与轴套也抱死不能转动。各转动、滑动表面无润滑油脂,含油轴套A、B,干化无油。
2.放风阀活塞卡阻原因
(1)活塞环受热伸长与气缸壁胀紧抱死。活塞环原结构尺寸如图2,在200℃时其受热伸长量≈2.79 mm,原设计活塞环受力状态下的开口间隙0.45~0.7 mm过小,没有考虑工况温度的影响。
(2)原活塞环壁厚18 mm,活塞环在自由状态下开口间隙7.8 mm,其工作时径向胀紧力720 N。根据材料力学知识,利用莫尔定理可求出活塞环开口间隙与胀紧力的关系δ=3πPR3/2EI,式中活塞环半径R=291 mm,材料弹性模量E=113~157 GPa(灰口铸铁),活塞环截面惯矩I=bh3/12 mm4。P=(0.0063~0.0088)bh3,(单位 N)。
由此可知,减小活塞环壁厚可以减小活塞环的胀紧力。若取活塞环壁厚16 mm,活塞环其他尺寸不变(活塞环宽度14 mm),则胀紧力 361~504 N。
(3)活塞受连杆侧向推力作用,使活塞单侧柱面与缸壁紧密接合,润滑脂无法进入活塞环、活塞与气缸壁接触表面,导致接触表面胶合。
(4)高温下润滑脂形不成润滑油膜,原设计含油轴套润滑失效,使销轴与轴套抱死。
三、改进设计
根据以上分析,确定修复方案,改进活塞环结构尺寸,改进转动、滑动件表面的润滑。本着从实际出发,修改结合的原则,对活塞式放风阀进行改进设计。
(1)重新确定活塞环结构尺寸。将活塞环开口处沿45°方向切去2.2 mm,使开口间隙达到2.65~2.9 mm,以消除活塞环受热伸长量;为减小活塞环径向胀紧力,沿内径方向切削2 mm,使壁厚为16 mm。由于活塞环外径600 K7和轴向厚度14 f7的配合关系不变,故能保证其密封效果。
(2)在活塞圆柱面中段(上、下活塞环之间)表面钻若干均布浅孔,镶嵌自润滑材料。此材料具有受热微膨胀后凸出活塞表面的性能,消除了活塞与缸壁胶合现象,并可改善接触面润滑条件。
(3)将轴套A、B改为自润滑轴承(铜套中镶自润滑材料),不需要加油润滑。
(4)气缸壁表面拉痕人工研磨刮平。
四、改进效果
改进后,高炉活塞式冷风放风阀手动、电动操作均比较轻松灵活,一次试车成功,活塞气缸密封良好,经过休风、复风操作检验,运行可靠。消除高炉送风系统潜在的安全隐患,方便高炉休复风操作,休复风操作时间缩短,高炉在特除情况下紧急休风操作得到保证,节省设备改型购置费30多万元。
五、结语
从改进后的冷风放风阀多年运行状况看,上述改进与修复是成功的,对于解决同类设备故障具有借鉴意义。活塞汽缸装置在高温工况条件下工作,设计时要考虑活塞环受热伸长的影响。可以用减小活塞环壁厚的方法来减小胀紧力。设备零部件在高温下工作或润滑脂难以进入其摩擦表面时,转动、滑动零件易采用自润滑材料,使用效果较好。
