石粉回收池在筛分系统中的应用
2014-12-13曲连辉张青松
曲连辉 张青松
(中国水利水电第六工程局有限公司,辽宁沈阳 110179)
石粉回收池在筛分系统中的应用
曲连辉 张青松
(中国水利水电第六工程局有限公司,辽宁沈阳 110179)
重庆草街航电枢纽工程马鞍山骨料加工系统采用石粉回收池对流失的石粉进行回收,这样既能使设备投入少、资金投入小、运行成本低,又能够有效解决砂料细度模数高的问题,同时满足了混凝土施工质量要求。值得推荐并广泛应用。
石粉回收池 细度模数 应用 筛分系统
1 工程概况
重庆草街航电枢纽工程位于重庆市合川市境内草街镇附近的嘉陵江干流河段上,是嘉陵江干流自下而上规划的第二个梯级,为一具有航运、发电、拦沙减淤、灌溉、旅游等效益的综合利用工程。草街航电枢纽工程等别为一等,水库总库容22.12亿m3,电站装机容量为500MW,航道等级为Ⅲ级,草街船闸按Ⅲ级航道通航建筑物标准设计,船闸最大工作水头26.70m,草街船闸是目前嘉陵江上最大的一级船闸,也是西南地区最大的船闸工程。
草街航电枢纽工程马鞍山砂石加工系统承担该工程左岸水电站船闸、厂房、5孔冲沙闸等部位混凝土所需骨料的生产任务,主体工程混凝土量179.339万m3,需砂石净料量418.00万t,其中碎石296.78万t,砂121.22万t。并为后期右岸冲砂闸和拦水坝段等部位混凝土施工提供人工砂石骨料。根据合同工期要求混凝土高峰期月浇筑强度11.22万m3/月,考虑浇筑损耗,不考虑成品料仓调节能力,砂石加工系统需要成品骨料生产能力需要470t/h,砂料生产能力需要197t/h。由此需要系统成品骨料生产能力按700t/h设计,考虑加工损耗,系统设计处理能力910t/h,砂料生产能力197t/h。
2 存在问题及原因
根据合川市气象站1961~1990年资料统计,该地区多年平均气温为18.0℃,极端最高气温41.4℃,极端最低气温-3.7℃,多年平均湿度为84%,多年平均蒸发量802.4mm,多年平均年降水量1124.3mm,降水日数156.1d。由于当地气候影响和环境保护要求,马鞍山砂石加工系统只能按湿法生产考虑。
根据现场取样的试验数据,砂石骨料加工系统成品砂料堆入仓砂料的细度模数为3.12-3.27,拌和系统调节料仓的砂料细度模数为2.90-3.10,由此可知人工砂料在运输和堆存中细度模数基本没有损失。
根据现场实际取样试验结果,二筛车间生产的砂料细度模数为3.19~3.66,砂料中的石粉含量仅为1.7~2.1%。三筛车间生产的砂料细度模数为2.85~3.42,砂料中的石粉含量仅为2.6~7.2%。成品砂料细度模数为3.12~3.27,砂料中的石粉含量仅为3.8~6.5%。根据现场试验数据砂料中<0.63的石粉含量太低,造成砂料细度模数高的根本原因,无法满足工程对砂料质量要求。
三级筛分料源为制砂机生产出来的半成品原料,取该半成品原料进行实验室试验,筛除其中粗骨料剩余的砂料,对其进行检测,其细度模数为2.48~2.53,石粉含量为16.8~17.6%,含泥量为7.6~8.4,其细度模数满足混凝土施工质量要求,但含泥量超出设计要求。为了满足人工砂料含泥量的要求,采取筛上冲水冲洗半成品原料,造成石粉的大量流失,致使三级筛分筛出的成品砂细度模数相对较高。经检测三级筛分冲洗后的成品砂细度模数为3.04~3.21,石粉含量为7.0~8.1%,含泥量为2.4%,砂料的细度模数超出设计,十分含量偏低,含泥量满足设计要求。
由此得出结论:由于湿法生产洗石机和洗砂机生产用水及筛上冲洗水的影响,造成砂成品料中的石粉大量流失,致使人工砂料的细度模数远远高于设计要求的2.4~2.8,无法满足混凝土施工质量要求。
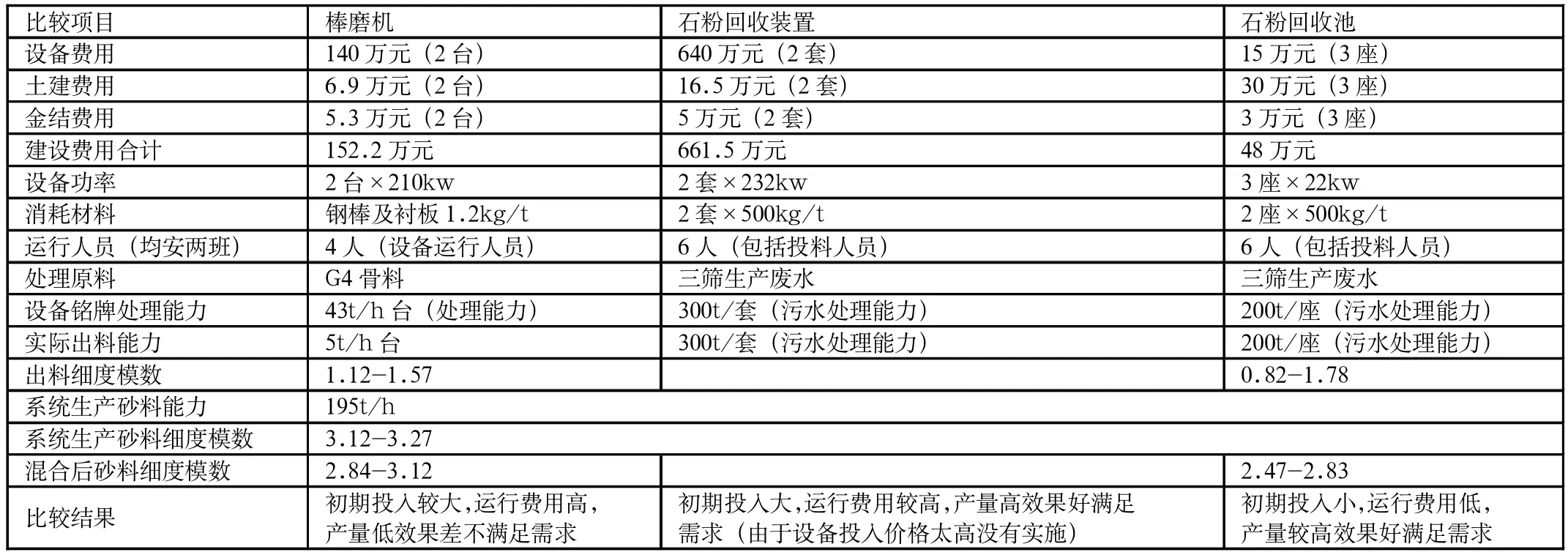
表1 棒磨机、石粉回收装置、石粉回收池比较表
3 现场实际情况分析
三筛车间共安装三台2 YKR2 4 6 0圆振动筛,筛下料进入WCD1118螺旋分级机洗砂,生产废水由WCD1118的排水口进入场地排水沟,三筛车间每台圆振动筛处理能力为240t/h,实际可生产成品砂料65t/h,出砂率为27%,砂料的实际总生产能力为195t/h,基本满足设计要求。三筛车间生产用水量约为200m3/h~250m3/h,通过对三筛车间三台振动筛下生产废水取样试验,经过试验计算后可知每台筛下水样含石粉(细砂)约10.68t/h-18.35t/h,烘干后砂料的细度模数为0.82~1.78。
根据试样试验结果和计算数据可知,三筛车间排出的生产废水中石粉含量很高,具有很高的回收价值,完全可以调节现场生产成品砂料的细度模数,使其满足混凝土施工砂料的质量要求,同时可以提高整个系统砂料的生产能力。
根据三筛车间生产用水情况和石粉回收池的处理能力,每套筛下的生产废水都对用修建一座石粉回收池(石粉回收池结构形式示意见图)。通过前期无投放高分子絮凝剂(聚丙烯酰胺)运行的试验检测结果,三座石粉回收池回收细砂9.20t/h-11.51t/h,回收率约为20.9%-28.7%。其中的微细颗粒的回收量更小,<0.075mm的回收率仅占4.65%-18.8%。
根据取样试验数据分析,石粉回收池所回收的细砂均为较粗颗粒,而其中微细颗粒及石粉均随石粉回收池废水流失。为提高石粉回收池的细砂回收量,特别是石粉的回收量,降低成品砂料的细度模数,在石粉回收池按0.5mg/l的比例投放高分子絮凝剂,加速了微细颗粒和石粉的沉淀,有效的凝结水中的石粉,增大细砂和石粉的回收量,成品砂料的细度模数。
添加高分子絮凝剂后根据取样试验数据计算,添加高分子絮凝剂后石粉回收池的产量将达到18.4t/h-23.02t/h,按正常每天系统工作10个小时计算每天可回收细砂约200t,细砂回收量提高一倍,按正常每天生产成品砂总量1950t计算,成品砂的石粉含量在原有基础上提高了6%-8%,成品砂料的细度模数达到了2.47-2.83,满足了混凝土施工质量要求。
4 措施比较分析
由于砂料中石粉含量低造成砂料细度模数不满足设计要求,分别考虑了棒磨机、石粉回收装置、石粉回收池等改进细度模数的施工方案。
棒磨机是由受料皮带机、棒磨机(MBZ2136)及输料皮带机构成;石粉回收装置是由石粉回收装置(2E48-120W-4A)、泥渣提升泵(Q=190m3/h)、泵吸式吸泥桁车(230m3/h)、箱式压滤机(CAN3800)、沉淀池污泥泵(Q=160m3/h)及输料皮带机(11kw)构成;石粉回收池是由石粉回收池、稳流隔板、绞盘式刮泥板(绞盘电机22kw)和输料皮带机(11kw)构成。通过方案经济技术比较最终选定石粉回收池方案解决砂料细度模数问题,具体方案比较见棒磨机、石粉回收装置、石粉回收池比较表(如表1)。
5 结语
通过石粉回收池工程实践对比试验数据的分析研究,石粉回收池在重庆草街航电枢纽工程马鞍山骨料加工系统的成功应用,证明了石粉回收池在湿法骨料加工系统使用既能满足工程需要又能有效地降低工程成本,值得推荐并广泛应用。
曲连辉(1970.06.28—),男(汉),本科,工程师,身份证号:211011197006280578,毕业院校:中央广播电视大学水利工程。
吴宪(1974.10.18—),男(汉),本科,工程师,身份证号:211202197410181293,毕业院校:北京工业大学。