希尔伯特解调在电厂磨煤机故障诊断中的应用
2014-12-11陈光
陈 光
(华电电力科学研究院,浙江 杭州 310030)
0 概 述
电力行业是国民经济的基础产业,为国民经济发展提供强有力的支持。我国是人口大国,同时,也是电力消费大国。根据中电联统计[1],截至2013年3月底,我国装机容量已达到112 275万千瓦,其中火电装机容量达82 544万千瓦,占比73.5%。在未来很长一段时间内,火力发电机组仍将是我国电力供应的主力机组。然而,火电机组的组成结构复杂,维护难度较大。一旦出现问题,轻则导致经济损失,重则引发重大安全事故。
磨煤机作为制煤粉系统的关键组成环节,其安全有效运行是关乎锅炉稳定燃烧的重要保障[2]。尤其是钢球磨煤机,通常工作在极其恶劣的环境中,较易发生故障。但是,现场工作环境的背景噪声较大,故障引发的声音常被淹没在大量的背景噪声中,利用传统的时域分析法,无法实现故障诊断。因此,磨煤机的故障诊断一直是困扰电厂运行维护人员的较大问题。
通常情况下,对磨煤机的故障诊断是利用手持式测振仪,依据仪器显示的有效值或峰值对故障现象进行判断,但是钢球磨煤机结构尺寸较大,传动系统较多,工作环境的背景噪音大,某个传动部件出现故障时,可能会引发连锁反应,导致不同部位多个测点的振动值均超过标准值,无法有效诊断故障部件。因此磨煤机故障诊断困难重重[3]。
2009年,刘定平等人[4]提出了基于核主元分析和最小二乘支持向量机的中速磨煤机故障诊断方法,应用于磨煤机的仿真信号中,取得较好结果;2011年,鲁雪艳、赵征[5]提出基于D-S证据理论的模糊聚类分析方法,应用于磨煤机故障诊断。诊断结果显示,该方法可有效判别故障类型,并预测故障的发展趋势。2013年,卢洪波等人[6]采用模糊神经网络模型,对磨煤机进行了故障诊断方面的研究,取得了较好的成果。
通过研究发现,磨煤机故障诊断吸引了较多研究学者的注意,因此,现从磨煤机发生故障的机理出发,利用解调分析法诊断磨煤机齿轮故障。
1 希尔伯特解调方法基本理论
解调方法有检波滤波解调、共振解调、希尔伯特解调等。当转动机械出现故障时,振动信号频谱中往往存在较多的低频噪声干扰,通过解调,将调制在高频处的故障特征成分,解调到低频,减弱低频干扰,提高信噪比[7]。
以希尔伯特解调为例,说明解调的基本原理。若一连续的时间信号x(t),其希尔伯特变换(t)为:
因此,希尔伯特变换其本质上是90度滤波器。

信号x(t)的希尔伯特变换包络定义为:

因此,对包络信号做频谱分析,即可得到包络信号的包络频谱。
2 仿真验证
磨煤机由电动机驱动,通过减速箱减速后带动小齿轮转动,最后驱动滚筒做圆周运动,利用滚筒内钢球的自由下落,将煤块砸为煤粉。齿轮的啮合转动在传动链中发挥着重要作用。在齿轮传动的声音频谱中,一般会出现齿轮轴转频及倍频、啮合频率及倍频。当齿轮存在故障时,故障齿轮所在轴每转一圈,故障齿轮啮合一次,因此,信号频谱中便出现转频调制啮合频率的现象。
以一般调制为例,对仿真一组信号进行分析验证,设仿真信号为x(t):
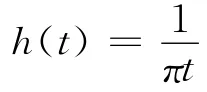
则x(t)= [1+cos(2πfrt)]cos(2πfmt)
其中fr=6Hz,代表故障调制频率,fm=100 Hz,代表载波。采样频率为2 000Hz,采样时长为10s,其时域波形如图1所示。
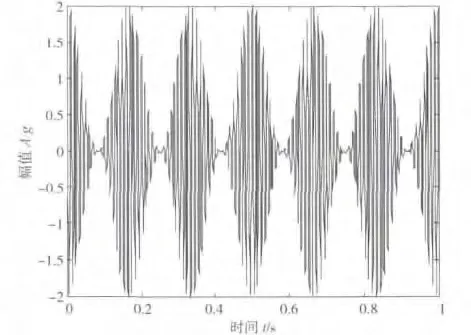
图1 仿真信号x(t)时域波形
利用希尔伯特包络解调对信号x(t)分析,得到x(t)希尔伯特解调时域信号,如图2所示。解调频谱如图3所示。
图2 仿真信号x(t)希尔伯特解调信号时域波形
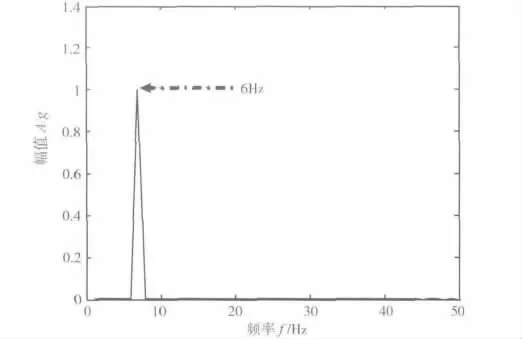
图3 仿真信号x(t)希尔伯特解调信号频谱
从图3可知,在频率为6Hz处出现谱线,对应信号的转频fr。因此,利用希尔伯特变换可以解调出调制信号,完成齿轮的故障诊断。
3 工程应用
某厂的磨煤机为双机驱动,即磨煤机滚筒由左右2个电机同时驱动,磨煤机结构简图,如图4所示。
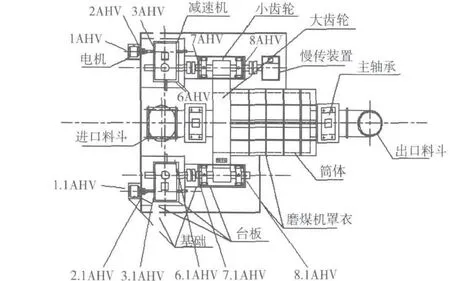
图4 双驱动钢球磨煤机结构简图
在左右驱动传动链中,电机通过一级齿轮箱减速,减速器输出轴通过联轴器带动小牙轮,最后,小牙轮与滚筒通过齿轮传动,驱动滚筒做圆周运动,实现煤块到煤粉的转变。该磨煤机的传动系统参数,如表1所示。

表1 磨煤机齿轮参数
该厂磨煤机驱动电机额定转速为980r/min,对应转频为16.33Hz,通过表1传动系统齿轮齿数,得到该磨煤机各齿轮啮合频率及转频,如表2所示。

表2 磨煤机齿轮啮合频率及转频
其中:fr1——电机转频;
fr2——减速器输入轴转频;
fr3——减速器输出轴转频;
fm1——减速器啮合频率;
fr4——小牙轮转频;
fr5——滚筒转频;
fm2——小牙轮啮合频率。
在2013年,对钢球磨煤机日常点检时,发现振动值超标。其中,左侧的驱动通频值,如表3所示,右侧的驱动通频值,如表4所示。

表3 磨煤机左侧驱动振动通频值

表4 磨煤机右侧驱动振动通频值
从表3、表4可知,测点7与测点7.1处的振动较大,对应于磨煤机小牙轮的2个轴承座测点处。为了准确诊断磨煤机故障,利用便携式数据采集仪,对振动最大点7.1测点处,进行数据采集,得到的时域信号,如图5所示。
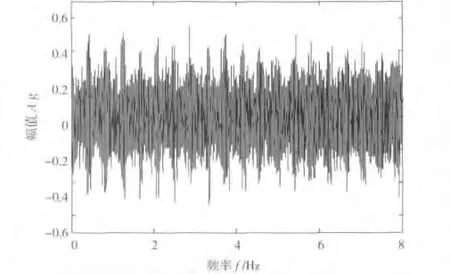
图5 钢球磨煤机测点7.1处振动时域信号波形
在图5的时域信号中,可以看出存在部分冲击,但是冲击周期性不明显,且信号中含有大量背景噪声。为了准确诊断故障原因,利用希尔伯特解调对信号进行分析,得到信号的包络谱,如图6所示。
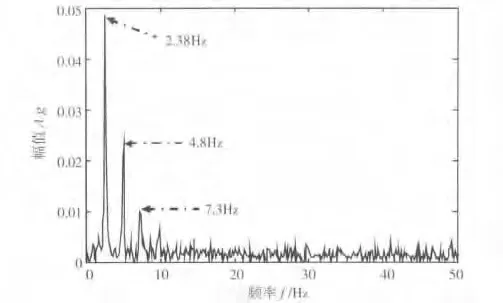
图6 钢球磨煤机测点7.1处振动信号解调谱
从信号的包络谱中,可以看出频率为2.38Hz的频率成分及其倍频,对应于磨煤机的小牙轮转频,因此,诊断故障发生位置为小牙轮[8]。为了验证分析结果的正确性,在机组大修时,对磨煤机进行解体,解体后发现小牙轮已有部分断齿现象,实物如图7所示。
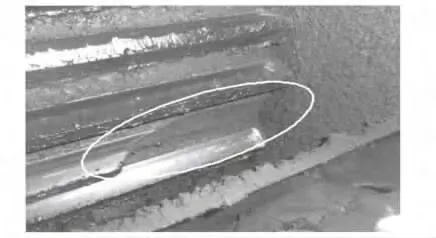
图7 磨煤机解体小牙轮断齿故障
4 结 语
磨煤机通常工作在低速重载、伴有冲击的恶劣环境中,且工作环境嘈杂,测得信号信噪比低,时域信号中故障信息被淹没在背景噪声中,无法准确实现其故障诊断。为此,利用希尔伯特解调原理,通过仿真验证了其有效性,准确诊断了磨煤机的小牙轮故障。
