混凝-Fenton-SBR联用工艺处理印刷线路板乳化废液
2014-12-08赵陈冬
彭 娟,赵陈冬
(深圳市危险废物处理站有限公司,广东深圳518059)
乳化废水主要来自废弃的乳化液。乳化液是由乳化油加水稀释而成,广泛应用于机械加工行业,具有冷却、润滑、清洗和防锈等作用,是机械加工工厂的主要污染源,是一种高浓度、难降解工业废水,具有乳化程度高、化学成分复杂、油类等有机污染物浓度高等特点[1],若无法有效处理,将严重危害人类生存环境。目前处理乳化废液的主要方法有气浮法[2]、混凝凝聚法[3]、化学药剂破乳[4]、快速破乳[5]、湿式空气氧化法[6]、电凝聚处理法[7]、微波辐射法[8]、超临界技术[9]、声化学技术[10]和超滤处理法[11]等。本文中提出采用隔油-混凝-Fenton-SBR工艺处理印刷线路板乳化废液,废液利用隔油池进行油水分离,经隔油后废水进行混凝破乳,经混凝处理后的水利用Fenton进行氧化,氧化后废水利用SBR工艺处理使废水达标排放。本工艺可有效处理乳化废水解决了乳化液废水难处理的问题,对水资源的综合利用及环境保护有较高的实用价值。
1 实验部分
1.1 仪器与试剂
四联磁力搅拌器(84-1A,上海司乐仪器有限公司),硫酸铝[Al2(SO4)3]、聚合氯化铝(PAC)、聚合硫酸铁(PFS)、聚合氯化铝铁(PFC)、聚丙烯酰胺(PAM)、氢氧化钠、盐酸、硫酸等试剂均为A.R级。
1.2 实验用水
废水取自深圳市某线路板厂,废水水质情况如下,其 COD:78979mg/L,BOD:5278mg/L,油:2157mg/L,SS约为886mg/L,pH值一般呈中性,可生化性差,化学性质稳定等诸多特性,废水外观为灰黑色,有较浓的腐败臭味。
1.3 实验方法
实验共分为 3个部分:混凝、Fenton试剂和SBR,试验重点考察了混凝和Fenton试剂处理效果,并验证了生物法的处理效果。
1.3.1 混凝
(1)用2个250mL的烧杯分别加入100mL废水,置搅拌机平台上;(2)快搅1分钟、转速为300r/min;慢搅10min、转速为50r/min;加助凝剂,搅拌5min,转速为30r/min。搅拌完毕后,静置20min,取上清液测COD。
1.3.2 Fenton试剂
取混凝后废水于烧杯中,边搅拌边加入FeSO4·7H2O(工业纯)和H2O2溶液(27.5%),反应两小时,再加入CaO中和废水至pH=8.5左右,过滤,取滤液测 COD、BOD。
1.3.3 SBR
种泥取自净化车间SBR池,SV为15%,MLSS约为3000mg/L ~4300mg/L,pH:6.5,水温 30℃,取四个有机玻璃筒,标号 1#,2#,3#,4#,分别加入1000mL SBR污泥,静置30min,分别取出上清液300mL,1#加入模拟废水,2#、3#、4#加入乳化气浮后出水各300mL,按照净化车间运行参数曝气4h,静置1h,测定出水COD,每组废水共计运行一周。
2 结果与讨论
2.1 混凝法
2.1.1 最佳絮凝剂的确定
实验选用硫酸铝(PAS)、聚合氯化铁(PFC)、聚合氯化铝(PAC)、聚合硫酸铁(PFS),在各絮凝剂最佳作用范围内进行,结果见表1。

表1 最佳絮凝剂的选择Table 1 The selection of the best flocculant
从表1可以看出,上述几种絮凝剂对COD去除率均可达到45%以上,但是由于废水COD较高,混凝后废水的COD浓度仍高达10000mg/L以上,选用聚合氯化铁为混凝剂,反应结束后,废水中残留的三价铁离子可以作为激发剂,加速Fenton试剂的反应。
2.1.2 最佳pH值的确定
采用PFC作絮凝剂,投加量为2400mg/L,调节废水pH值,实验结果见图1。

图1 pH对PFC混凝效果的影响Fig.1 Influence of pH on COD removal efficiency
从图1可以看出氯化铁对COD去除率受pH值影响较大,当pH值低于6.3时,去除率随pH值增加而增加,当 pH=6.3时,COD去除率最高,为79%,pH值在6.3~8.2之间时去除COD效果较好,当pH大于9.6时,由于生成的Fe(OH)3过多,COD去除率降低。实验中,由于PFC的投加会消耗废水的碱度,废水的pH会下降很多,此时铁主要以Fe3+存在,不利于絮凝,因此反应时应适当调高进水pH值,并需在实验过程中投加适量的NaOH以促进PFC水解,以保证实验在最佳反应pH值条件下进行,综合考虑,确定废水进水pH值为7.3。
2.1.3 最佳PFC投药量的确定
废水pH=7.3,改变投药量,实验结果见图2。

图2 PFC投加量对混凝效果的影响Fig.2 Influence of the dosage of PFC on COD removal efficiency
从图2可见,当投药量大于2400mg/L后,絮凝效果趋于稳定。由于增加聚合氯化铁投加量,进水的pH值也要调高,从成本和处理效果来考虑,PFC的最佳用量为2800mg/L。
2.2 Fenton试剂法
Fenton试剂氧化法是1846年由Fenton首次提出,其氧化机理是自由基反应[12-15],主要反应式如下:

2.2.1 最佳反应pH值的确定
取100mL水样,固定 Fe2+、H2O2的用量,改变溶液的初始pH值。实验结果见图3。

图3 pH对COD去除率的影响Fig.3 Influence of pH on COD removal efficiency
由图3可以看出,在初始pH=1.3~3.0之间,Fenton试剂氧化降解处理乳化油废水效果最好。这与文献所述一致,芬顿反应只在酸性条件下生成羟基自由基[16]。一般认为Fenton试剂通过催化分解产生羟自由基进攻有机物分子,并使其矿化为H2O和CO2等无机物质,由反应(1)和反应(2)可知,pH值升高,将抑制羟基自由基的产生,且pH值高于6将形成Fe(OH)3沉淀或铁的复杂络合物,使反应(1)不能产生足够量的羟基自由基,因此去除率较低;而pH值过低(小于2)又会使反应(2)受阻,Fe3+较难还原为Fe2+,使去除率也有所降低,反应最佳的pH=3,考虑到工程上的实际应用pH值可以调节在2~3中间。
2.2.2 最佳Fe2+用量的确定
反应(1)说明Fe2+是催化反应产生羟基自由基的必要条件。取100mL水样,固定H2O2的用量,改变Fe2+的用量、调节初始pH=3,反应后调节pH在9左右,过滤后测定废水的COD。实验结果见图4。

图4 FeSO4·7H2O用量对COD去除率的影响Fig.4 Influence of the dosage of FeSO4·7H2O on COD removal efficiency
由图4可知,FeSO4·7H2O用量较低时,随着用量的增大,催化能力逐渐增强,当FeSO4·7H2O用量超过6g/L时,废水的COD去除率下降;这是由于Fe2+浓度过高一方面使反应(1)过快地产生羟基自由基,来不及与有机物发生反应就发生分解,使降解效率下降,另一方面过多的Fe2+会被H2O2氧化成Fe3+,消耗药剂而且使出水色度增高,所以从成本和处理效果综合考虑,实验最终确定FeSO4·7H2O的最佳用量为5g/L。
2.2.3 最佳H2O2用量的确定
取100mL水样,FeSO4·7H2O的用量为5g/L,pH=3的条件下,考察H2O2投量对COD去除效果的影响,实验结果见图5。
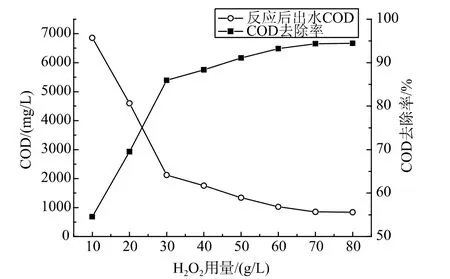
图5 H2O2用量对COD去除率的影响Fig.5 Influence of the dosage of H2O2 on COD removal efficiency
由图5可以看出,废水的COD的去除率随着H2O2用量的增加而迅速增高,在H2O2用量增大到50g/L时,COD去除效果趋于平缓,当H2O2用量为50g/L时,废水 COD降为 1342mg/L,BOD降为657mg/L,废水的可生化性指数为 BOD/COD=0.49,可进行生物法处理,所以实验确定H2O2的最佳用量为50g/L。
2.3 SBR生物法验证实验
种泥取自净化车间SBR池,SV为15%,MLSS约为3000mg/L ~4300mg/L,pH:6.5,水温 30℃,取四个有机玻璃筒,标号 1#,2#,3#,4#,分别加入1000mL SBR污泥,静置30min,分别取出上清液300mL,1#加入模拟废水,2#、3#、4#加入乳化气浮后出水各300mL,按照净化车间运行参数曝气4小时,静置1小时,测定出水COD,每组废水共计运行一周。处理后结果表明,现有的SBR工艺参数条件下,可将Fenton试剂处理后废水COD降为485mg/L,出水 COD达到《广东省水污染物排放限值》(DB44/26-2001)三级排放标准。
3 结论
(1)采用混凝-Fenton试剂-SBR法处理印刷线路板乳化废液,出水COD浓度低于485mg/L,可达到《广东省水污染物排放限值》(DB44/26-2001)(COD≤500mg/L)中COD的三级排放要求。
(2)采用Fenton试剂处理混凝后废水,在pH=3时,双氧水(H2O2)用量为 50g/L,FeSO4·7H2O 的用量为5g/L时,废水COD降为1342mg/L,BOD降为657mg/L,废水的可生化性指数为BOD/COD=0.49。为后续生物法处理打下来基础。
(3)采用PFC作为混凝剂,废水pH值和药剂投加量对混凝效果影响较大,在pH值为6.3,投加量为2800mg/L的条件下,COD去除率约为80.9%。废水中残留的三价铁离子可以作为激发剂,加速Fenton试剂的反应。
(4)本工艺既可以使废液处理后达标排放,解决有关废水产出单位的后顾之忧,适应环境保护发展的需要,具有明显的环保效益和经济效益、社会效益。
[1]彭娟,陈晓凌,郑帅飞,等.不锈钢膜技术处理高浓度乳化废水的研究[J].化工科技,2013,21(5)34-37.
[2]Al-shamraniA,JamesA,XiaoH,Separation oil from water by dissolved air flotation[J].Colloids and Surfaces,2002,209:15 -26.
[3]Rios G,Pazos C,Coca J.Destabilization of cutting oil emulsions using inorganic salts as coagulants[J].Colloids and Surfaces,1998,138:383 -389.
[4]宋东红.破乳-酸化还原联合工艺处理亚硝酸钠乳浊液[J].工业水处理,1992,12(3):21-29.
[5]孔繁贵.高浓度乳化液的快速破乳[J].工业水处理,1985,5(3):51 -52.
[6]Tang W,Zeng X,Zhao J,et al.The study on the wet air oxidation of highly concentration emulsified wastewater rand its kinetics[J].Seperation and PurificationTechnology,2003,31(1):77-82.
[7]王丽敏,李秋荣,石晴.电絮凝法处理含油废水的研究[J].化工科技,2005,13(3):30-33.
[8]夏立新,刘泉,张路.微波辐射法破乳研究进展[J]. 化学研究与应用,2005,3(5):588 -591.
[9]刘永,周家华,王宝金.超临界水氧化技术[J].化工科技,2002,10(3):46 -49.
[10]方婷,李沪萍,罗康碧.声化学技术处理有机废水的研究进展[J]. 化工科技,2006,14(5):40-45.
[11]李爱玲.超滤处理乳化液污水[J].水处理技术,1983,9(3):43 -44.
[12]王罗春,闻人勤,丁垣如.Fenton试剂处理难降解有机废水及其应用[J].环境保护与科学,2001,27(3):11 -14.
[13]卢义程,赵建夫,李天琪.高浓度乳化废水芬顿氧化实验研究[J].工业用水与废水,1999,30(4):20-22.
[14]史春莲.物理化学法处理乳化油废水的研究[D].青岛:青岛海洋大学,2000.
[15]Walling E.Fenton's reagent revisited[J].Accounts of Chemical Research,1975,8(4):125 -131.
[16]陈传好,谢波,任源,等.Fenton试剂处理废水中各影响因子的作用机制[J].环境科学,2000,21(3):93 -96.
