熔池形状分析法在平板焊接技术培训中的应用
2014-12-07张红姜新成
张红 姜新成
(国王新疆电力公司培训中心,新疆乌鲁木齐 830026)
熔池形状分析法在平板焊接技术培训中的应用
张红 姜新成
(国王新疆电力公司培训中心,新疆乌鲁木齐 830026)
单面焊双面成型焊接技术是焊接作业的关键技术,熔池形状分析法是通过观察焊接过程中熔池的形状和熔孔的大小确度焊条的送进位置和熔化时间,从而达到减少焊接缺陷,提高焊接质量的目的。
焊接 缺陷 熔池
平板对接单面焊双面成型操作技术在学习过程中容易出现未焊透、弧坑裂纹、焊瘤等缺陷。
1 焊前准备工艺
要求清除试件坡口两侧20mm范围内油、锈及污物,使其露出金属光泽,工件按表一要求加工。检查焊机是否正常,焊条必须经过150℃,1小时烘干后放在保温筒内使用。由于是初学,钝边加工为1.5~2mm,可有效减慢焊条送进的频率和焊接速度,弥补基础本不扎实的弱点。焊接工艺参数按照表二执行。
2 打底层起弧处熔池形状分析及操作要领
打底层焊接时采用断弧两点击穿法,由于起焊处试件温度较低,焊条熔化后,短时间内母材还未达到熔化温度,此部位最容易出现未熔合和单边未焊透缺陷。熔池不是凝固太快看不见,就是不完整或完全没形成,多数学员无法控制。所以引燃电弧后要适当抬高电弧进行预热,待母材温度升高后将焊条送入坡口内钝边处稍做摆动待一个完整的熔池形成后再熄灭电弧, 熔化时间大约为1秒钟,而且每次熄灭电弧时都必须能看见完整的月牙形熔池。
如果熔池没有形成,说明熔化时间不够,运条时没有两边摆动,或焊条没有伸入致钝边处。若熔池成半个月牙形说明焊条角度不对,没有对正间隙或是焊条偏芯产生了单边未透缺。正确的熔池形状应该是月牙形完整,宽度均匀,每一个熔池都压上一个熔池2/3,两钝边各熔化1mm。如果钝边熔化大于1mm说明熔化时间过长或焊条送进位置太前,使焊条熔化的金属完全从间隙中漏出,此时要减少熔化时间,延长熄弧时间,控制熔池温度不要过高,以免产生烧穿或焊瘤缺陷,每个新熔池压上一个熔池的2/3;如钝边熔化小于1mm或要根本没有熔化,说明熔化时间不够或焊条送进位置太后,无法形成熔池,需增加熔化时间。
3 打底层焊接过程中的熔池形状
起弧后,焊至10mm采用两点击穿法,虽然分左右两点,可每次熄弧看到的仍是一个月牙形熔池,否则就会产生单边未熔合或未焊透缺陷。打底层的目的就是将两试件熔为一体,因此焊条必须伸入到坡口根部钝边处, 才能保证根部迅速熔化,达到焊层薄,两边沟槽浅、不易产生夹渣。如果不敢将焊条伸到钝边处,焊条与钝边有一定的距离,熔化钝边的时间会增长,要等坡口内金属熔化后才能熔化到钝边,虽然只有几毫米的差别,可焊后会产生焊缝两边沟槽很深,焊层厚度较大,焊第二层时易产生夹渣缺陷。如果焊层厚,焊缝内如有气孔、夹渣等缺陷,在第二层焊接时也不易充分逸出,保证不了焊接质量。

表一 (mm)
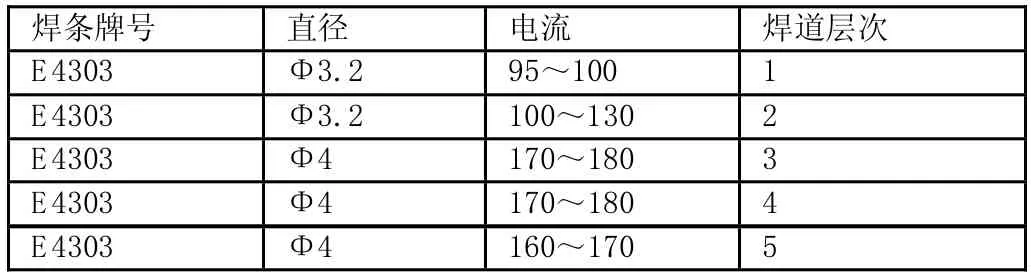
表二 (mm)
4 打底层收弧处和接头处熔池形状分析及操作要领
收弧应填满弧坑,使熔池缓慢降温,保证有足够的抗裂强度,消除弧坑裂纹缺陷。采用三个步骤收弧:(1)待熔池收缩致2/3时送进一次,加强熔池的强度;(2)等熔池收缩致2/3时再送进,熔化时间要比上次短,再次加强填充量;(3)最后一次送进要待上次熔池收缩致1/3时送进,熔化时间比第二次更短。要做到3次送进一次比一次熔化时间短,一次比一次熄弧时间长,才能达到降温、加强作用,才不易产生弧坑裂纹。如果每次的熔化时间都一样,就不能使熔池缓慢降温,熔池在高温下急剧冷却,依然会产生弧坑裂纹。
焊缝接头时,焊缝金属已完全凝固,试件温度低,熔化时间相对长,因此,要按起弧处观察和手法操作,一个熔池压个熔池2/3位置,待熔池形成后熄灭电弧。随着试件温度增加,焊接过程必须根据熔池大小、形状来判断焊条的送进位置和熔化时间,不能简单的模仿运条手法和固定的熔化时间,根据当时的熔池形状判断下次焊条送进的位置和时间,才能弥补动条时手不稳、基本功不扎实的不足 。
5 第二层焊道熔池形状分析及操作要领
打底层采用两点击穿断弧焊法,各接头高低不平,坡口内焊缝两侧沟槽较深,焊后要彻底清理熔渣。为了保证熔化充分,第二层采用连弧焊,仍选用Φ3.2焊条,运条作Z字形摆动,两边停留时间长,中间停留时间短,熔池为大的椭圆形,如前进速度慢了,熔渣和铁水容易堆积,当堆积到一定量后向前流动,造成熔池消失,产生夹渣缺陷和未熔缺陷。如果前进速度过快,熔池成型为尖椭圆形,沟槽深的部位熔化不充分,也容易产生夹渣缺陷。
6 盖面层焊道熔池形状分析及操作要领
盖面层焊道最容易出现表面未熔合、表面夹渣缺陷。主要是因为运条角度不正确,挡住视线或焊道未填满所致,应作Z字形摆动,当焊条摆至坡口边缘,看见熔池边缘坡口边润湿且熔化金属填满熔池与母材厚度相同即可继续前进,焊后可达到表面成型良好。
7 结语
采用熔池形状对照分析和操作示范相结合方法教学,能根据熔池情况准确判断焊条送进位置、角度和熔化时间,快速掌握关键部位的操作要领,提高在复杂焊接施工中的应变能力,缺陷出现率明显下降。焊后的试件经各项检验均能达到标准要求。
[1]《焊工手册》.机械工业出版社.
[2]《工程焊接技术与质量试验检测评定标准实用手册》.机械电子工业出版社.