钢管管端加厚工艺布置研究
2014-12-03李俊辉杜学斌徐能惠邵国栋
李俊辉,杜学斌,徐能惠,邵国栋
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
全球经济的腾飞带动了石油产业的高速发展,进而对加厚油管、钻杆管的需求量及综合性能要求不断增加,对钢管管端加厚生产线的整体性能要求也就越来越高。管端加厚工艺布置方式不仅影响设备的运营成本,而且影响设备的生产率,因而有必要对加厚设备工艺布置进行研究,有助于管端加厚生产线的选型。
钢管管端加厚的基本工艺流程为:上料→管端对齐→中频加热→送料→管端加厚→退料→出料→收集。
1 加厚机理
钢管管端加厚就是将钢管端部局部加热后,通过镦挤工序使钢管长度缩短、端部壁厚增加的一种加工工艺,其目的是提高钢管连接处的强度,一般用作石油油管、钻杆管和地质管等。根据钢管连接方式的不同来确定加厚端内外径的变化情况,主要可分为三种,即:内加厚、外加厚和内外加厚。内加厚,即只减小内径,而外径保持不变;外加厚,即只增大外径,而内径保持不变;内外加厚,即同时减小内径并增大外径。其中API标准规定的加厚方式为外加厚和内外加厚两种。具体规律如表1所示。

表1 加厚方式的对比Tab.1 Comparison of upsetting system
从表1可以看出,其中API要求的两种方式加厚工艺都比较难控制。由于加厚部分与管体相比比较短,钻杆管端参与加厚的管体长度为600 mm左右,管体长度为9.5m左右,只能采用水平镦挤的方式加工。如图1所示。
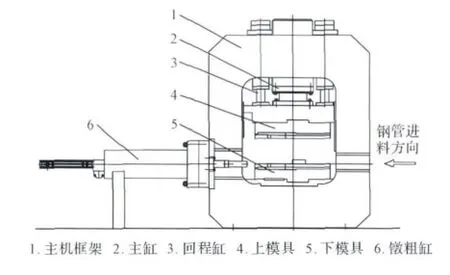
图1 管端加厚机主机Fig.1 Main machine of upsetter
镦粗时,端部加热的钢管送到冲头前部放入下模具,回程缸带动上模具下降到下极限位,主缸、回程缸保压夹紧钢管,这时水平缸前进对钢管端部进行镦粗,镦粗完成后水平缸返回拔模,回程缸上升,随后钢管出模,完成钢管管端的一次加厚。
中国重型机械研究院股份公司结合多年来锻压行业的先进技术针对不同规格的油管、钻杆管开发了全系列框架式钢管管端加厚机。
2 管端加厚工艺布置型式
2.1 两台主机对面布置
XPS-500t/250t管端加厚生产线的典型工艺布置就是采用两台主机对面方式,该生产线采用液压泵直接驱动,运用了插装阀技术。通过更换模具、调整中频感应加热炉及纵向送料辊道来进行调整管径,以适应钢管直径的变化,钢管长度可根据用户要求进行调整。主机的结构形式为垂直夹紧、水平加厚。产品适用于石油油管、石油套管和特殊螺纹油套管的管端加厚,产品执行API SPEC 5CT-2005、API SPEC 5B-2008标准。产品也可用于非开挖钻杆的管端加厚。
XPS-500t/250t管端加厚生产线的设备工艺如下。
2.1.1 适用钢管规格
钢管直径 φ60.3~φ114.3 mm
钢管长度 6 000~12 500 mm
钢管壁厚 4.83~9.52 mm
钢管最大单重 245 kg
2.1.2 生产线组成
包括加厚主机、上料系统、对齐装置、步进运输机、中频感应加热炉及大车、模具、模具自动润滑冷却系统、模具冷却水收集系统、出料系统、润滑系统、液压控制系统、气动控制系统和电气控制系统等。
2.1.3 性能参数
夹紧力 5 MN
镦粗力 2.5 MN
一道次加厚的最大生产率 110根/h
主系统工作压力 27 MPa
辅助系统工作压力 16 MPa
总装机功率约1 800 kW(两台主机)
2.1.4 工艺流程
两台加厚主机分别布置在被加厚油管的两侧,一端经1次(或2次)加厚至成品尺寸,即天车上料→一端对齐→1#液压步进运输→中频炉加热钢管端部→加厚成型→1#输出检验→上料→另一端对齐→2#液压步进运输→中频炉加热钢管端部→加厚成型→2#输出检验→完成钢管两端的加厚→收集。
2.1.5 两台主机对面布置简图
两台主机对面布置的典型工艺设备布置如图2所示。
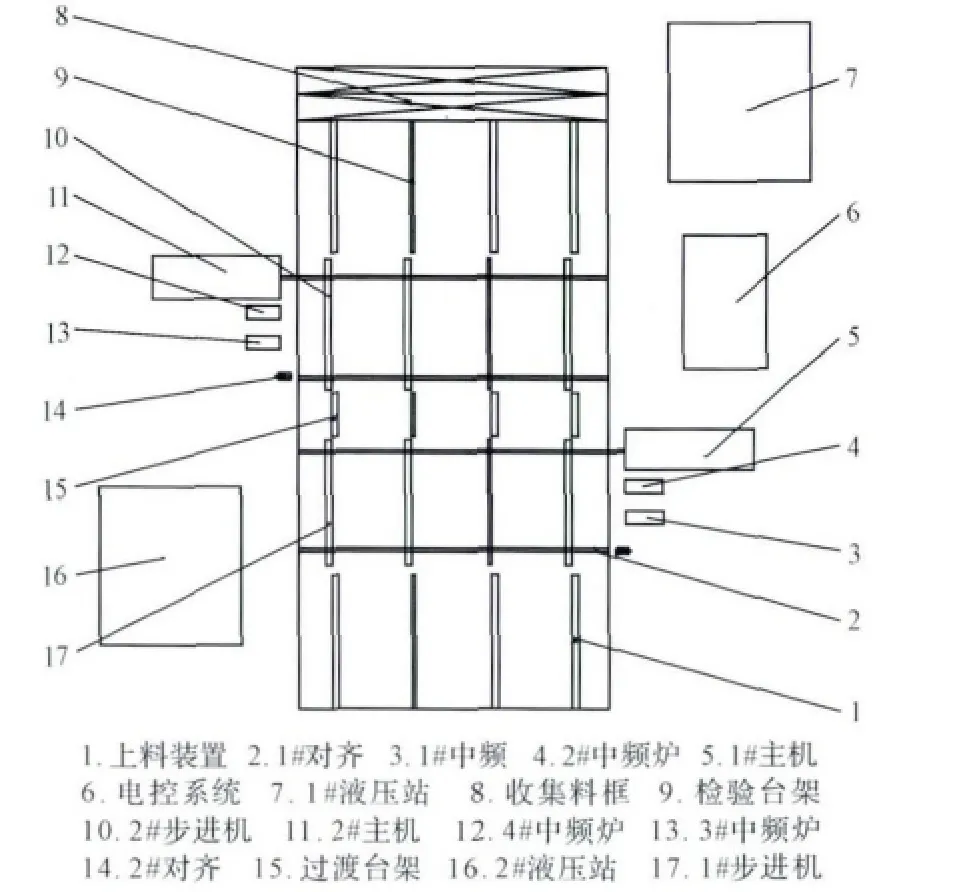
图2 XPS-500t/250t管端加厚生产线Fig.2 XPS-500t/250t upsetter
2.2 两台主机同侧平行布置
XPS-800t/400t管端加厚生产线的典型工艺布置就是采用双台主机同侧平行布置方式,该生产线的主机与XPS-500t/250t管端加厚主机结构相同,产品适用于石油油管、石油套管、特殊螺纹油套管和钻杆的管端加厚,产品执行API SPEC 5CT、API SPEC 5B、API SPEC 5D及 API SPEC 5DP标准。产品也可用于非开挖钻杆的管端加厚。
2.2.1 适用钢管规格
钢管直径 φ60.3~φ139.7 mm
钢管长度 6 000~12 500 mm
钢管壁厚 4.83~12.7 mm
钢管最大单重 497 kg
2.2.2 生产线组成
生产线组成与XPS-500t/250t管端加厚生产线基本一致。不同的是两台主机间取消了过渡台架,两台主机共用一组液压站。
2.2.3 性能参数
夹紧力8 MN
镦粗力4 MN
一端加厚50根/h的最大生产率(1~2道次)
主系统工作压力27 MPa
辅助系统工作压力16 MPa
总装机功率约2 300 kW(加厚主机)
2.2.4 工艺流程
双台主机同侧平行布置在被加厚钢管的一端,经2次(或3次)加厚至成品尺寸,即天车上料→一端对齐→液压步进运输→中频炉加热钢管端部→第一道次加厚成型→(中频炉加热钢管端部→第2道次加厚成型)→输出检验→收集。经过与上述相同的工艺过程,完成钢管的另一端加厚。
2.2.5 两台主机同侧平行布置简图
双台主机同侧平行布置的典型工艺设备布置如图3所示。
2.3 三台主机同侧平行布置
XPS-1000t/500t管端加厚生产线的典型工艺布置就是采用三台主机同侧平行布置方式,该生产线的主机是XPS-800t/400t管端加厚主机及XPS-800t/400t管端加厚主机的更新换代,产品适用于石油油管、石油套管、特殊螺纹油套管和钻杆的管端加厚,产品执行API SPEC 5CT、API SPEC 5B、API SPEC 5D及API SPEC 5DP标准。产品也可用于非开挖钻杆的管端加厚。
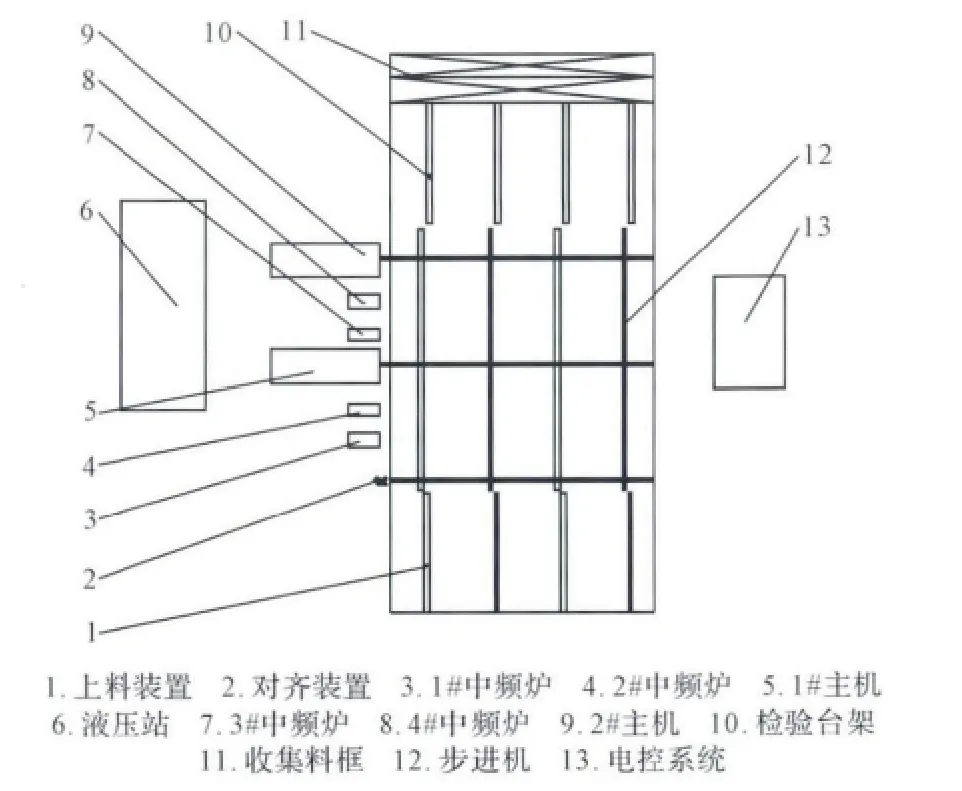
图3 XPS-800t/400t管端加厚生产线Fig.3 XPS-800t/400t upsetter
2.3.1 适用钢管规格
钢管直径 φ60.3~φ178 mm
钢管长度 6 000~12 500 mm
钢管壁厚 4.83~13.6 mm
钢管最大单重 535 kg
2.3.2 生产线组成
生产线基本组成与XPS-800t/400t管端加厚生产线基本一致。不同的是增加了三台中频炉,三台主机共用一组液压站。
2.3.3 性能参数
夹紧力 10 MN
镦粗力 5 MN
一端加厚的最大生产率 40根/h(1~3道次)
主系统工作压力 27 MPa
辅助系统工作压力 16 MPa
总装机功率 约3 600 kW(三台主机)
2.3.4 工艺流程
三台主机同侧平行布置在被加厚钢管的一端,经1~3次加厚至成品尺寸,即天车上料→一端对齐→液压步进运输→中频炉加热钢管端部→第1道次加厚成型→(中频炉加热钢管端部→第2道次加厚成型→中频炉加热钢管端部→第3道次加厚成型)→输出检验→收集。经过与上述相同的工艺过程,完成钢管的另一端加厚。
2.3.5 三台主机同侧平行布置简图
三台主机同侧平行布置的典型工艺设备布置如图4所示。
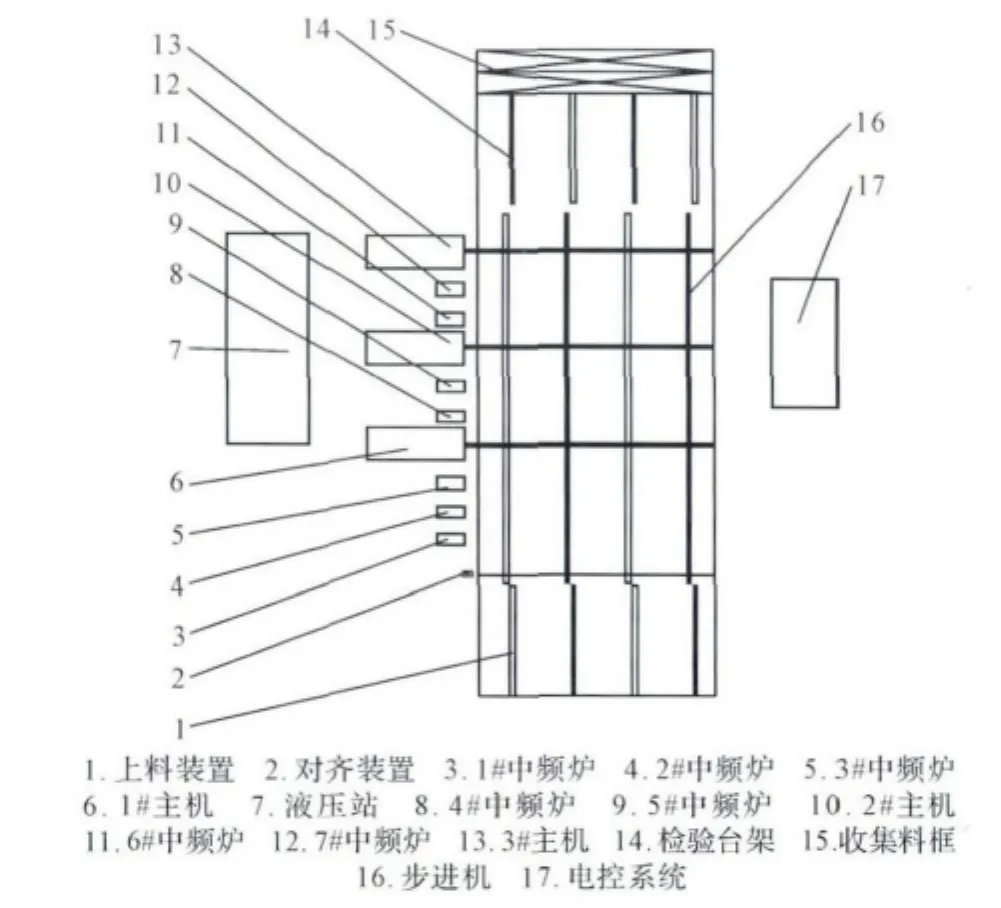
图4 XPS-1000t/500t管端加厚生产线Fig.4 XPS-1000t/500t upsetter
3 布置型式的特点比较
三种典型工艺布置的特点如表2所示。
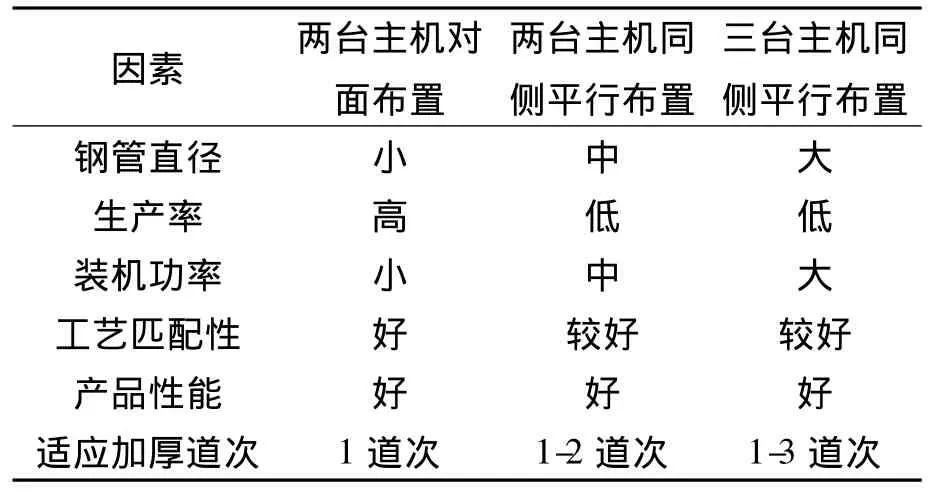
表2 三种典型工艺布置特点比较Tab.2 Characteristic comparison of three typical process layout
从表2可以看出,三种工艺布置各有特点,根据产品大纲及年产量可选择不同的布置型式。中国重型机械研究院股份公司采用先进技术针对不同规格的油管、钻杆开发了系列框架式钢管管端加厚机。在以上系列的基础上根据不同用户的要求衍生设计出XPS-600t/300t、XPS-800t/300t以及XPS-1250t/600t系列管端加厚生产线。中国重型机械研究院股份公司研制了30多条生产线,使用情况良好,产品的合格率达到98%以上,促进了我国钢管管端加厚行业的发展。
4 结束语
三种典型的钢管管端加厚工艺布置各有特点,选择时应考虑以下因素:
(1)产品大纲。产品规格决定了加厚机的设备的设计吨位,在选择布置前必须确定产品大纲;
(2)设备的年产量。年产量是确定钢管管端加厚工艺布置的关键因素,是选择主机设备数量的决定因素;
(3)钢管的物流。物流是设备辅机的设计依据,物流方向将影响设备的总体布局;
(4)自动化程度。设备自动化程度的高低将直接影响设备的产量及工人的劳动强度。
[1]中国机械工程学会锻压分会编.锻压手册(一卷)[M].北京:机械工业出版社,1993.
[2]王祖唐著.锻压工艺学[M].北京:机械工业出版社,1983.
[3]裴志强,权晓惠.石油钻杆管端加厚工艺研究[J].重型机械,2002(4):22-25.
[4]黄早文,黄伟军,潘洪国.石油钻杆管端镦锻工艺及数值模拟[J].锻压技术,2007(5):82-85.
[5]裴志强,徐宇瑾.水平锻造油压机[J].重型机械,2012(3):33-36.
[6]雷刚,徐能惠,郑文达等.油管加厚生产线常见运行故障分析及解决方案[J].重型机械,2012(3):171-174.
[7]张建伟.油管管端加厚工艺改进研究[J].宝钢技术,2008(5):54-56.
