抛光机磨头调整垫片加工工艺研究
2014-12-02鲁建军杨付伟
鲁建军,杨付伟
(连云港黄海机械股份有限公司,江苏连云港 222062)
0 引言
随着我国建筑行业的不断发展,磁砖作为一种建筑装饰材料,其需求量也在不断加大,在磁砖的生产行业中,磨头磨座被广泛应用于磁砖表面的抛光中,其主要部件——磨头的组装精度直接影响到磁砖的产品质量。
1 磨头调整垫片的结构及制作的结构
磨头的结构简图如图1所示,它由一个大弧齿带动6 个小弧齿旋转,完成小弧齿的自转,同时磨座带动整个磨头旋转,完成磨头的公转。小弧齿轴上安装有砂轮,在小弧齿的自转及公转的作用下,完成磁砖表面的抛光工艺。由于磨头的高速旋转,要求小弧齿不得有轴向窜动以及径向摆动,否则将造成磁砖的破碎性损坏。针对以上这种情况,通过对磨头组装,我们发现在小弧齿轴头深沟球轴承前端增加铜调整垫片,不仅可弥补下箱体6 个轴承孔深浅不一致的问题,同时也可有效地保证小弧齿的轴向窜动、径向摆动以及大小弧齿齿侧间隙。
由于磨头的生产批量很大,我公司承接的任务量达到每月600 台套左右,仅调整垫片的需求量就达到近4 000 件,为了降低成本,以往我们所采用的方法是由钳工在330 mm 宽的铜板上划线,然后手工剪制,由于此调整垫片单边太小,只有2.5 mm,同时厚度只有0.2 mm,纯手工加工完的调整垫片不仅外观极不美观,而且周边全部起皱褶,尺寸精度低,在组装过程中必须进行修剪校平后方可使用,增加了组装工人的劳动量,同时加工效率极低,加工4 000 个调整垫片一个钳工需要近35h。
铜调整垫片的尺寸如图2 所示。
针对以上情况,我们与冲压车间的相关人员一起探讨,此铜垫片太薄、太窄,加工难度大,而且使用传统冲压方式加工成本太高。鉴于此,通过与钳工一起研究,最后决定利用Z35 万向摇臂钻床进行加工,如图3 所示。
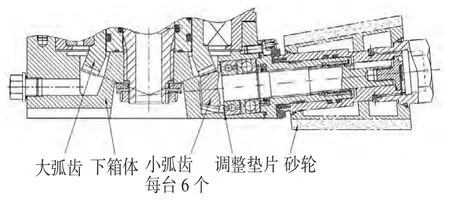
图1 磨头的结构简图
首先我们利用冲压成型原理设计了冲模工装(工装简图见图4),利用凸模与凹模的配合,完成一次冲压,工件一次冲压成功。为了防止铜垫片起毛边,通过试验,我们把凸模与凹模的配合间隙放在0.025 mm 之内,同时为了防止垫片起皱褶,我们将凸模内外边磨为内锥面,再磨两个圆弧(见图5),这样可保证在冲压过程中冲压力减少,有效地保证了冲模的使用寿命,同时在外圆未冲完的时候内圆也开始冲压,内、外圆同时冲压,有效地防止了铜调整垫片起皱褶,达到了铜调整垫片的设计要求。
使用冲压工装时,先将凹模固定在钻床工作台面上,同时将凸模安装在钻床主轴上,利用钻床摇臂,可以方便地实现凸模与凹模间配合间隙的均匀。加工铜调整垫片时,将钻床摇臂锁紧,转动钻床主轴升降手柄,即可实现冲压,成品落在凹模的槽内。由于不使用钻床的动力,同时铜板也无需划线便可一次冲压出成品,工作量明显降低,效率大大提高,经过统计,冲压4 000 件成品两人配合操作,不足2 h即可完成,且成品外观美观,加工效率高,极大满足了生产的需求。
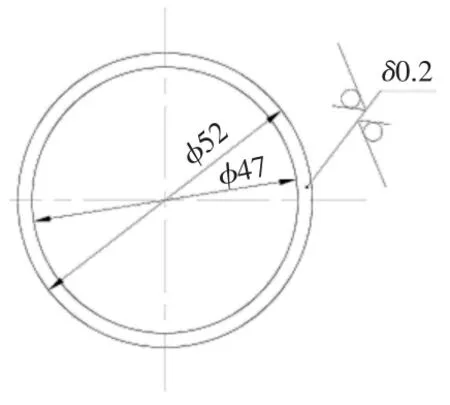
图2 铜调整垫片结构图

图3 Z35 摇臂钻床
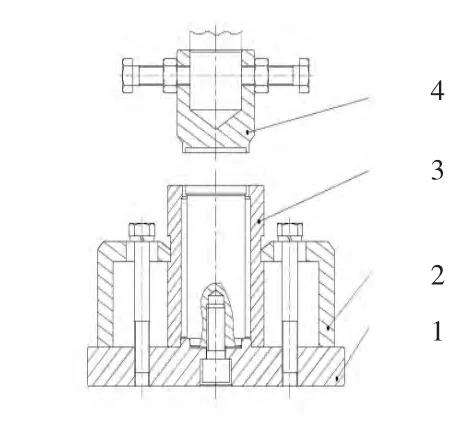
图4 冲压工装
2 结语
综上所述,利用摇臂钻床对薄铜垫片进行冲压加工,工装操作简单,工件制造成本低廉,适用于批量生产,降低了操作者的劳动强度,提高了生产效率,保证了产品质量,增加了企业效益。同时也为扩展机床使用方式拓展了一种新的思路。
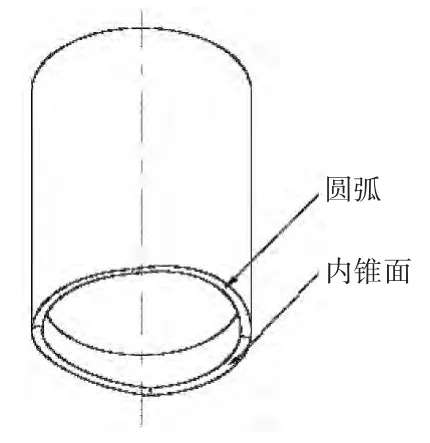
图5 凸模结构图
[1]成大先.机械设计手册[M].北京:化学工业出版社,2009.
[2]钟翔山.冲压模具设计实例精选[M].北京:化学工业出版社,2012.
[3]陈传胜.冲压成形工艺与模具设计[M].北京:化学工业出版社,2012.
