一种高效铣削空调压缩机气缸共鸣室的夹具设计
2014-11-28龙淑嫔陈艳芳
龙淑嫔,陈艳芳
(河源职业技术学院,广东 河源 517000)
0 引言
在空调制冷技术中,使用压缩机压缩气体来升高压力。压缩机中的气缸需首先进行毛坯铸件加工,再通过机床对各气缸的各个面及孔和腔室进行加工。在加工气缸共鸣室结构部分时,采用铣床进行加工,但若沿用普通装夹方式,则加工装夹耗时长,效率低。本文针对共鸣室加工工艺要求及加工特征,设计了一种可同时装夹多个工件的夹具,可极大缩减装夹时间,提高加工效率。
1 压缩机气缸共鸣室结构及加工工艺分析
1.1 压缩机气缸共鸣室结构分析
空调压缩机气缸毛坯为铸件,在机床上进行加工的部位主要为气缸两面以及多个位置的孔和共鸣室腔体。
气缸外形如图1,气缸共鸣室结构和尺寸如图2 所示,共鸣室双面孔径为φ4 mm,公差值为±0.1 mm;槽深为11.02 mm,公差值为±0.15 mm;气缸V 面排气口角度β=60°;共鸣室角度α=12°。

图1 气缸外形

图2 气缸共鸣室结构和尺寸
1.2 压缩机气缸共鸣室工件加工工艺分析
压缩机气缸共鸣室选用铣床进行加工,工件以2-φ9.3 mm 通孔为加工基准,利用中心φ59 mm 通孔进行夹紧,产品加工完毕后检验要求:槽宽4.0±0.1,槽深0.72±0.15,孔径4.0±0.1,孔深±0.15。
2 压缩机气缸共鸣室多工件装夹加工的方案设计
通过对压缩机气缸共鸣室结构及加工工艺分析可知,若进行单个产品加工,可以直接通过气缸中心孔进行夹紧定位。但在批量生产中,一次装夹只能加工1 个工件,其生产效率过低,因此在单个装夹基础上进行夹具设计,使其一次装夹能够进行多个产品加工,以提高加工效率。通过整体分析,压缩机气缸共鸣室夹具设计思路为:
1)根据现有加工铣床的行程,以及压缩机气缸的尺寸,拟定一次加工装夹工件为8 个,按2 排4 列分布。工件列距初定为135~145 mm,工件中心距离装夹面板边界为93 mm。两行工件中心距离初定为160 mm,工件中心距离装夹面板边界为80 mm。
2)压缩机气缸共鸣室夹具设计目的在于提高加工效率,缩短装夹时间,因此在进行夹紧设计时,对工件的夹紧及松开宜考虑选用自动控制的方式来实现。实现夹紧的自动装夹可以采用电动控制、气动控制以及液压系统进行控制。
3)压缩机气缸共鸣室加工过程中,其夹紧部位为中心φ59 mm 的通孔,此孔在共鸣室加工前已经加工完毕,在本工序中利用其进行工件夹紧不能对该孔造成损伤,因此压缩机气缸共鸣室夹具拟定采用定位套进行定位,定位套中心用拉杆对工件进行压紧操作。
4)压缩机气缸共鸣室夹具装夹面板与铣床台面采用垫高轴联接,以实现机床工作台面和气缸之间的空间间距。
3 共鸣室8 个工件加工夹具的设计
3.1 压缩机气缸共鸣室夹具设计方案
通过对压缩机气缸共鸣室加工工艺分析,以及对设计思路进行可行性研究,确定了压缩机气缸共鸣室夹具的设计方案。
1)装夹面板装夹工件数目的确定。压缩机气缸共鸣室夹具确定一次装夹8 个工件加工,按2 排4 列分布,第1 列和第2 列间距为135 mm,第2 列和第3 列间距为145 mm,第3 列和第4 列间距为135 mm。工件中心孔行距为160 mm。
2)压缩机气缸共鸣室夹具夹紧动力元件确定。通过对电力控制、液压控制以及气动控制3 种方式进行综合比较,拟定采用气动方式进行自动松开夹紧,动力元件选用气缸。本夹具选用薄型气缸,气缸行程定为5 mm,薄型气缸可直接购买。
3)夹紧元件选用。压缩机气缸共鸣室夹具以气缸中心φ59 mm 的通孔作为夹紧位置,为了保证已加工位置的精度,采用定位套进行装夹。定位套通过拉杆和弹簧胀套进行上下移动,与气缸配合实现对工件的装夹加工。
4)压缩机气缸共鸣室夹具的安装方案。压缩机气缸共鸣室夹具通过垫高轴安装于机床面板上,垫高轴采用螺纹联接锁紧。
5)压缩机气缸共鸣室夹具其它配件选用。压缩机气缸共鸣室夹具装夹过程中采用垫块进行调整,基准面垫块自行加工。
3.2 压缩机气缸共鸣室夹具设计
1)弹簧胀套设计。
压缩机气缸共鸣室夹具用弹簧胀套采用材料为65Mn,热处理后硬度为48~55HRC,具体尺寸及公差要求见图3。

图3 弹簧胀套

图4 垫高轴尺寸及精度要求

图5 定位套
2)垫高轴。压缩机气缸共鸣室夹具垫高轴采用45 钢,夹具共需8件,在加工过程中为保证夹具的精度要求,8件垫高轴一起进行平磨,垫高轴的尺寸及精度要求如图4 所示。
3)定位套。定位套采用45 钢进行加工,材料进行调质处理,硬度为28~32HRC,具体尺寸及要求如图5 所示。
4)基准面垫块。夹具基准面垫块采用材料为40Cr,热处理后硬度为50~55HRC,具体尺寸及要求如图6 所示。

图6 基准面垫块
5)拉杆。气缸共鸣室夹具拉杆采用材料为45 钢,热处理后硬度为45~50HRC,具体尺寸和要求如图7 所示。
6)棱形销。气缸共鸣室夹具棱形销采用材料为GCr15,热处理后硬度为58~62HRC,具体尺寸和要求如图8 所示。
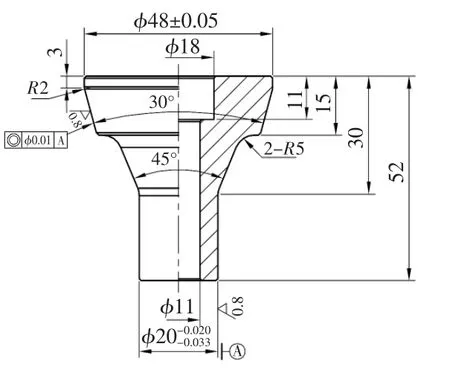
图7 拉杆图

图8 棱形销
7)装夹面板。气缸共鸣室夹具装夹面板材料选用45钢,调制处理后硬度为28~32HRC,具体尺寸和要求如图9所示。

图9 装夹面板
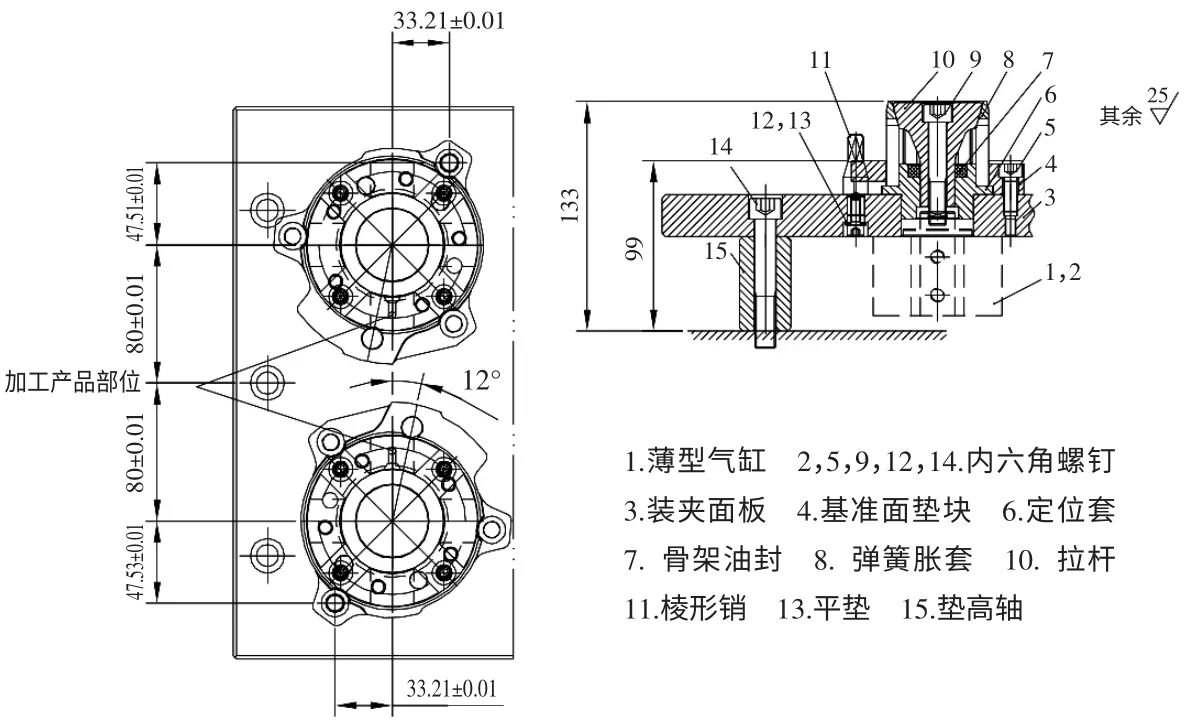
图10 压缩机气缸共鸣室夹具组装图
8)压缩机气缸共鸣室夹具装配图。压缩机气缸共鸣室夹具除了以上零件为自制件,其余所用零件为市场直接购置件,具体装配关系和各项要求及材料如图10 所示。
3.3 压缩机气缸共鸣室夹具装夹工作过程分析
压缩机气缸共鸣室夹具进行装夹的工作过程为:1)首先将气缸松开,清理好装夹面板;2)将压缩机气缸安放至装夹面板上;3)将定位套装至气缸中心孔,通过调整各元件进行初步压紧;4)安装其余7 个工件,检测各基准面是否一致,通过调整垫块进行调整,使其装夹高度一致。
4 结语
压缩机气缸共鸣室加工采用单个元件装夹及加工,其加工装夹时间长,加工效率比较低。采用设计的8 工件夹具后,一次装夹可进行8 个工件加工,并且缩短了加工时的对刀时间,使加工效率大大提高。
[1]覃岭,冯建雨.机械制造技术基础[M].北京:化学工业出版社,2006.
[2]吴永锦.机械制造技术[M].北京:清华大学出版社,2010.
