浅谈螺旋钻机立柱焊接后的火焰校正工艺
2014-11-24王德军WANGDejun
王德军/WANG De-jun
(山河智能装备股份有限公司,湖南 长沙 410100)
立柱是螺旋钻机十分重要的核心结构件,是螺旋动作的主要支撑,也是使用非常频繁的部位。随着用户对大型工程项目的开发,要求不断提高,加速了用户对工程效率的追求。螺旋钻机的用途越来越广,高度也在不断增加,立柱的直径也越来越大,需要立柱承载的强度也越来越高,因此对于立柱的要求就更加严格。是否有一个可靠的立柱是螺旋钻机可靠性的重要表现。而决定立柱质量的一个重要的环节就是焊接质量,目前的立柱最高在36m左右,每一节立柱的焊接变形会直接影响立柱组对后的直线度,将焊接变形控制在适当的范围内就显得十分重要。事实证明,焊接过程中对变形的控制是可以体现螺旋质量的,而焊接变形又是事实存在的,所以立柱的校正就成了十分必要的工序。本文通过制造过程的工艺性分析,确定了立柱制造的校正技巧及原则,确立了“双金属片”原理,规范了烤火校正的方法。
1 螺旋钻机的结构
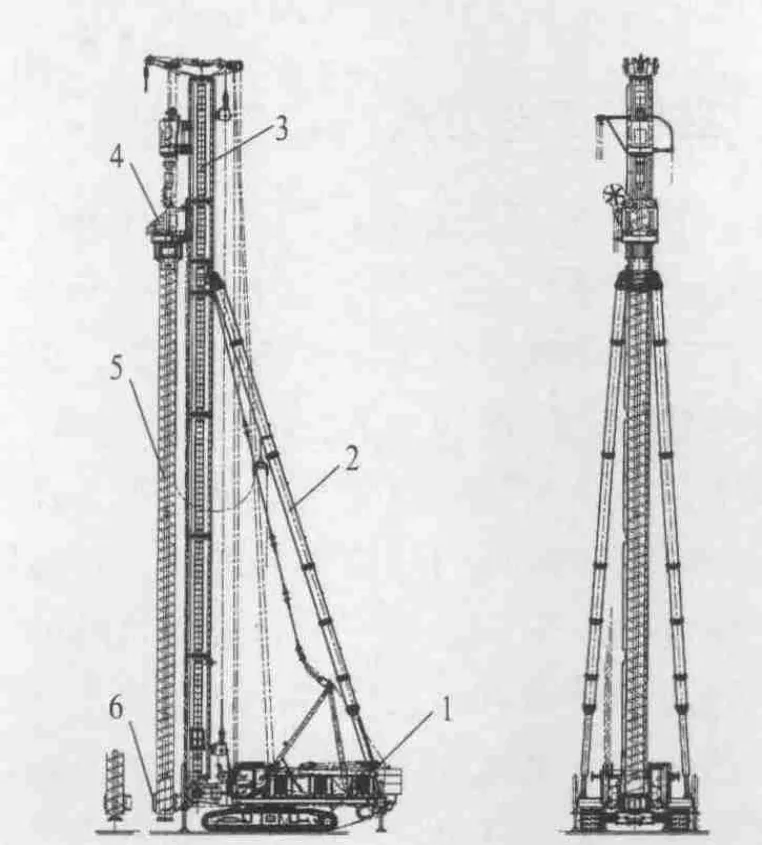
图1 螺旋钻机结构图
螺旋钻机基本结构如图1所示,履带式回转车身前端与立柱的下端铰接,车身的后端通过支撑杆与立柱的中上部铰接,实现了立柱的挺立;钻杆装在上滑座和下滑座里面,保证了钻杆的方向和角度,提供了施工的位置,上滑座和下滑座可以在立柱上面滑动。
2 立柱的结构
立柱的长度决定了螺旋钻机的工作能力,目前大型的工程不断增多,螺旋钻机的高度也在不断加高。立柱一般是采取分段连接的方式制造,不同高度的立柱采用的节数不同,这样不但工艺性强而且安装运输使用方便。

图2 立柱的焊接零件
立柱的每一节如图2除了滑轨及附属设施等主要由以下5个零件焊接而成,首先在桩筒的两头焊接内加强环,两端各焊接1个凸凹法兰,法兰和桩筒用加强板加固,很多的加强板均布焊接,这样就组成1个分凸凹头的组件。
3 火焰校正工艺方法
每一节组件长度在6m左右,所有组件用螺栓连接在一起就形成了立柱。为了减少两端法兰的变形,先将加强环焊接在桩筒的两头,由于桩筒的直径较大,焊接后变形较大,无法将法兰套在桩筒上,使内圆与桩筒配合,为了改变这种变形情况,需要对焊后的桩筒进行校正,直到圆度能适合设计的间隙,这是一个非常艰难的操作过程。在制造螺旋钻机的立柱时,还是使用火焰校正的工艺居多,火焰校正操作者往往需要通过反复的烤火,才能勉强将法兰套到桩筒上去,并且找不出规律,永远是靠经验,一旦更换操作人员,制作的难度就可想而知,没有什么规范可以借鉴,所以在工厂里被列为非常耗费工时的工序。
为保证满足焊接结构技术条件,防止裂纹和某些其他的焊接缺陷产生,改善焊接接头的韧性,消除焊接应力,一些结构需要进行热处理。热处理需要注意的事项如下。
1)在焊接位置适当的烤火是可以优化焊接质量的,为了不影响母材的机械强度,火焰校正时要特别注意使用的校正温度,加热后母材的颜色为暗樱红色至樱红色。
2)快要亮的时候停止,但一定不要使发亮超过2s;烤火后最好采取空冷的方式,使用水冷时要根据不同的材质使用防锈剂的水溶液冷却,并且在加热过程中不要浇水,即使非要采取水冷,要等加热点失去红态后再加水冷却。冷却速度越大,焊缝中的珠光体越多、越细,同时焊缝的硬度增高,但冷却速度过高会引起焊缝和热影响区中产生淬火组织,甚至导致产生冷裂纹等缺陷。
3)为保证综合机械性能,最好不要采取水冷。
目前使用比较多的火焰校正方法有:线状加热、三角状加热和点状加热等。线状加热温度控制在650℃以下,不应在同一位置反复加热;三角状加热三角形的宽度不应超过板厚的2倍;加热面积不能太大,最好是小面积多处加热,即点状加热。
4 火焰校正的原理、方法与应用
1)双金属片弯曲的原理 两块金属板连在一起,一块为铜板,另一块为钢板,初始状况为平整的,当环境温度升高时,会出现弯曲,这就是双金属片弯曲的原理。双金属片弯曲,是因为两种金属受热后的膨胀系数不一样。
2)双层钢板烤火工艺 两块铜板连接在一起,初始状态是很平整的,我们如果对某钢板一侧进行烤火,晶粒发生变化,晶粒细化并产生收缩,在冷却以后会出现一个R的弯曲。如果钢板初始状态是不平整的,就可以通过烤火实现对结构件的校正。如果想控制烤火的变形尺寸,还是要靠经验保证,有时会出现烤火不足,烤火过量等现象。为了满足要求,就不得不反复烤火,这样不但影响结构件的质量,而且制造成本也随之增加。
3)可控性火焰校正原理 该原理也称烤火校正的“双金属片”原理。烤火校正的“双金属片”原理就是对需要火焰校正的双层板,两边分别烤火,两次烤火设置时间间隔,在先烤火一侧冷却收缩的时候后烤火的一侧正好强度降低胀开;通过对时间间隔的控制从而控制变形量的工艺方法。
4)烤火校正“双金属片”原理在箱体校正上的应用。在箱体上面采取火焰校正工艺的时候,和双层板校正的原理一样,也遵守烤火校正的”双金属片”原理的工艺方法。箱体经过烤火校正的前后效果对比如图3所示。

根据以上原理,可以得出一平面烤火校正的方法:调节火焰,合理掌握烤火时间,控制火焰的温度,找寻高点,按照烤火规则进行烤火,就实现可以校平。
5 火焰校正需要注意的事项
1)加热位置最好不要在结构最大界面位置(结构受力最大处)。
2)不要在同一处多次加热。
3)加热火焰不能太强,最好不要采用氧化焰加热。
6 结 论
采取烤火校正的“双金属片”原理校正结构件,可以实现可控性火焰校正。此原理利用两次烤火的时间差,在第二次烤火时,第一次烤火已经进入收缩状态,一个随时生成的力源,并通过这个力源进行校正,从而为火焰校正的工业化生产提供了可靠的工艺基础和理论依据。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[2] 陶宗泽.钢材变形火焰校正方法[J].2008,(11):44-45.
[3] 中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2001.
