某风扇框架机匣加工工艺研究
2014-11-16张宏升赵彦军王文秋
张宏升 赵彦军 王文秋
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 引言
近年来随着航空航天产业的发展,各种新型合金材料都被大规模使用,其中铝合金材料是现代航天航空工业重要的结构材料,铝合金材料有着很高的合金比刚度,比强度,加工性能好,很高抗应力性能和抗剥落腐蚀性能,而且断裂韧性较好,抗疲劳裂纹扩展能力强,但该材料耐腐蚀性较差,塑性高,切削时易粘刀。本文所介绍的机匣就是使用铝合金材料的框架机匣,该机匣另有的特点就是壁厚较小,机匣侧壁角度较大,刚性较差,尽管圆周方向一圈加强筋对该结构有一定的固定作用,控制变形成为该零件加工的关键,本文针对该机匣的特点对各部分问题逐一试验,摸索加工规律,为今后此类零件的加工奠定基础。
2 零件分析
2.1 结构分析。该零件为典型的铝合金零件,材料牌号为AMS4147,该材料更容易发生腐蚀,该零件的高为360mm,大端最大直径为φ842mm,小端最大直径为φ570mm,最薄壁厚处仅为5.9mm:(1)该零件在靠近小端斜面上有3个直孔,其中2个直径大小为φ26mm,1个直径为φ8.7mm,以及10个斜面孔,直径均为φ27mm。(2)在零件的小端面共计有60余个孔,在小端背面有一个T型槽,且小端与其他零件为过盈装配,多处尺寸公差和技术条件都较严,钻孔前后直径尺寸变化较大。(3)零件中部有一个加强筋,该加强筋上有20个均布孔。(4)零件大端为该零件的设计基准,在端面上有84个孔,钻孔对大端基准的影响较大,背面有一个反勾槽,该槽尺寸公差较严且在零件变形量较大的情况下该处接刀成为该零件的关键。
2.2 加工难点分析。难点1:大端面孔的加工,在大端面上分布84个均布孔,由于该零件刚性较差,加工过程中零件变形,造成孔位置度超差;难点2:斜面上直孔的加工,在加工斜面上直孔时无法采用传统的钻、扩、铰的加工方法,斜面上无法直接打点或者钻孔,用铣刀窝出平面后钻孔会出现钻孔过程中钻头一半在零件内一半露出机体,孔同样会钻偏;难点3:大端面反勾槽的加工,该槽有装配要求,直径公差较严,钻孔前后该槽的尺寸变化较大,正常加工无法保证槽尺寸。
3 加工难点解决方案
3.1 大端面孔加工方案。加工该零件大端84个 Φ8.66~ Φ8.94孔,该孔使用8.5钻头钻孔,8.7铰刀铰孔,经过多次加工发现所有孔的尺寸合格,但是所有孔的位置度均有超差现象,通过检测数据分析,孔的角度偏差不超过0.01度,为正常现象,所有孔的极半径比理论值小0.3~0.5不等,经分析产生该现象的原因主要有以下两点:(1)待加工的孔加工在大端面的槽中,槽底面与大端面有一个R0.5的转接,在钻孔中钻头钻在R上会产生一定偏差(图1)。(2)由于该零件的壁厚较薄,零件的斜度较大,刚性较差,在加工中受轴向力的影响零件圆周方向向外扩张,在加工后零件恢复,造成零件的极半径偏小。
针对以上分析,通过夹具改进和优化刀具选用等方面进行改进:(1)针对零件刚性不足的情况,通过增加辅助支撑来人为增加零件的结构刚性,在H部位增加辅助支撑可以有效的提高刚性同时减少铣削加工的振动量,但在安装辅助支撑的同时一定要压表安装,防止将零件頂变形。(2)更改刀具的选用,钻孔后应使用铣刀或者扩刀来修正孔的位置度,使用Φ8.7的铣刀代替Φ8.7的铰刀,可以有效的修正孔的位置度。
3.2 斜面上直孔加工方案:(1)首先考虑在加工小端时加工2个斜面直孔,但由于小端上沿的2个槽的公差影响2个斜面直孔的加工,在加工孔时可能加工到这2个槽,所以该孔只能在只能在大端加工。(2)由于该斜面的角度较小,在加工斜面孔时,如果使用加长刀柄容易撞到零件侧壁,所以只能使用加长刀杆,但加长刀杆强度不够,在铣加工时发生振动,容易产生震纹。(3)由于零件的特殊结构,加工的斜面处于悬空状态,加工时零件会产生振动,也会产生很大的震纹。(4)由于该孔为斜面孔,零件壁较薄,该孔不能形成一个完整的孔,在加工时零件时如果使用钻头钻孔,或是使用铣刀铣孔,会造成刀具单方向受力使孔的位置度超差。
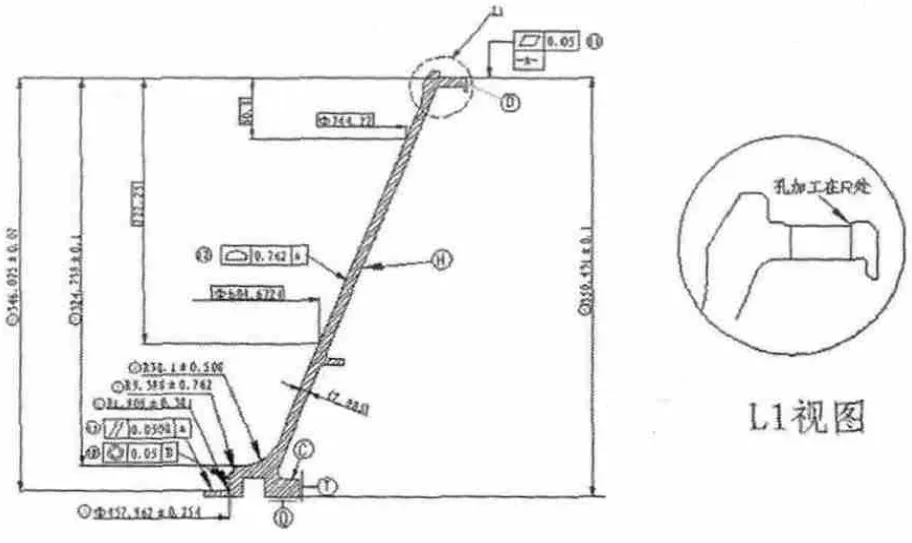
图1 大端面孔加工
通过以上分析,在以下几方面进行改进:①改进刀具。改进刀具结构,增加刀柄的直径,保证刀柄的强度,减小刀柄加工零件过程中产生的震动量。②改进程序。将程序改为螺旋进刀,刀具轨迹沿着内型面轮廓椭圆形进刀,保证刀具加工过程中侧刃切削厚度相同,刀具在各个方向的受力相同,刀具不会走偏。
结语
对该风扇框架机匣的加工的关键是如何控制零件的变形,首先应注意温度对加工零件的影响,温度的变化对铝合金零件影响尤其明显,在余量去除较大的情况下冷却液一定要充足,其次加工力对这种薄壁零件影响也十分严重,在加工中避免使零件受力方向在零件壁厚最薄的位置,再次夹具的选用也十分重要,结构较为简单的零件在加工中振动较大,夹具的辅助支撑十分必要,可以减少振动量的产生,也可以延长刀具的寿命,最后铝合金零件的防腐也是至关重要,易腐蚀的材料在精加工中对冷却液的要求较高,如果冷却液不能满足要求可以适当考虑不使用冷却液加工。
[1]高虹静.浅论金属切削加工切削液[J].物流工程与管理,2009.
[2]杨叔子.机械加工工艺手册[M].北京:机械工业出版社,2002.
